
纵向内筋薄壁筒反向滚珠旋压成形机理研究.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

纵向内筋薄壁筒反向滚珠旋压成形机理研究.docx
纵向内筋薄壁筒反向滚珠旋压成形机理研究摘要:本文通过分析纵向内筋薄壁筒反向滚珠旋压成形机理,深入探讨了影响成形质量的因素,并提出了优化措施,如增加外径支撑气量和调整滚珠适配度等。经实践证明,这些措施能够显著提升产品质量和制造效率。关键词:纵向内筋薄壁筒、反向滚珠旋压、机理研究、优化措施一、研究背景纵向内筋薄壁筒是一种具有广泛应用前景的产品,常用于汽车、机器人、建筑、海洋等领域。反向滚珠旋压是一种有效的成形方法,可以高效、精准地制造符合要求的零部件。然而,在实际生产中,纵向内筋薄壁筒的反向滚珠旋压过程中常常

基于有限元法纵向内筋薄壁筒反向滚珠旋压分析.docx
基于有限元法纵向内筋薄壁筒反向滚珠旋压分析有限元法(FiniteElementMethod,FEM)是一种广泛应用于工程领域的数值分析方法。在纵向内筋薄壁筒反向滚珠旋压分析中,有限元法不仅能有效地模拟材料的变形行为,还可以预测结构的强度和稳定性。纵向内筋薄壁筒反向滚珠旋压是一种常见的加工方式,它可以用于制造轴类零件和锻件等。这种加工方式的原理是在薄壁筒内部安装一组内部支撑结构,然后在其内部滚动压制,使得工件在轴向上产生塑性变形。有限元法可以用于模拟纵向内筋薄壁筒反向滚珠旋压过程中的各种变形和应力分布,从而
带环向内加强筋筒形件旋压成形方法.pdf
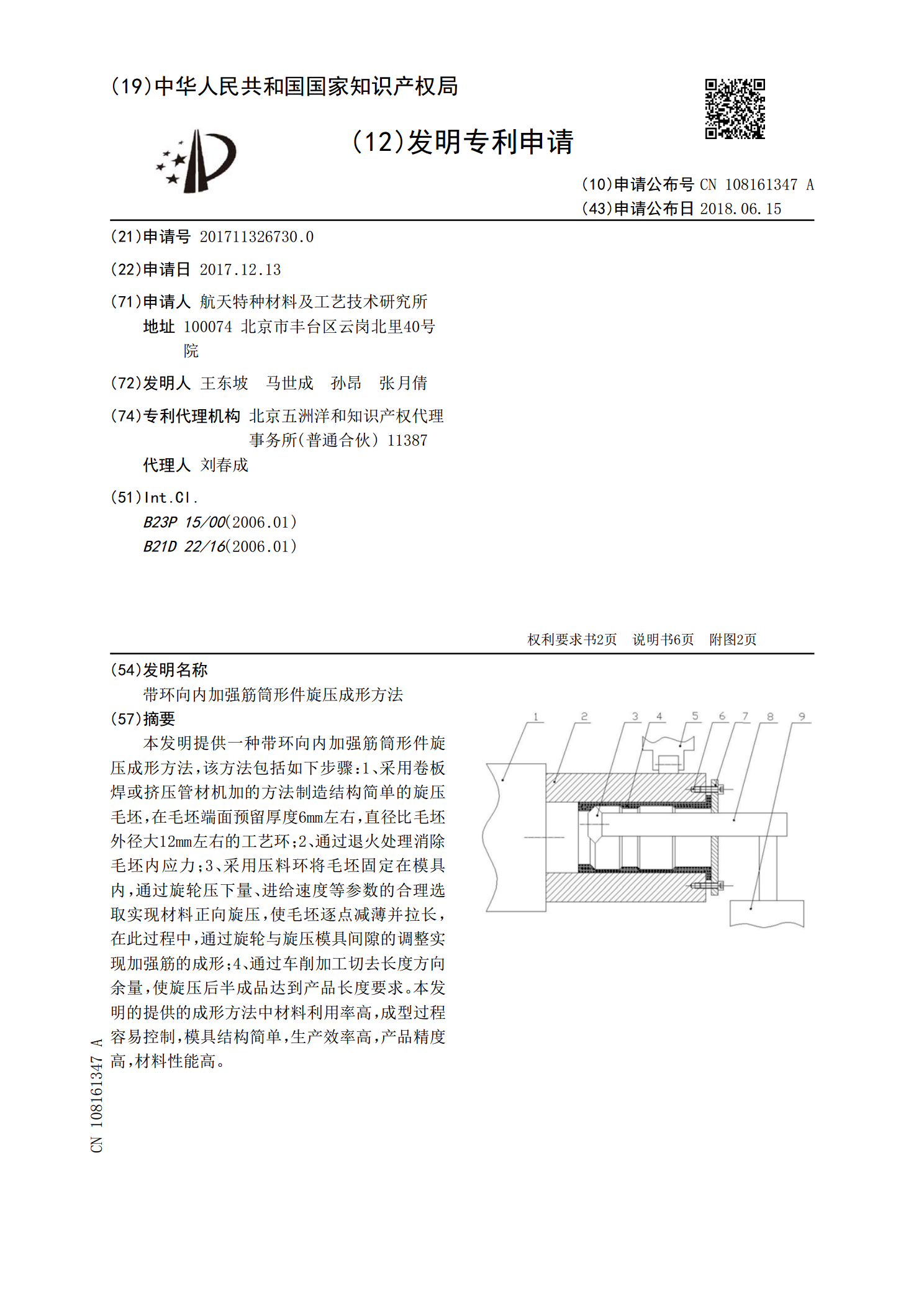
本发明提供一种带环向内加强筋筒形件旋压成形方法,该方法包括如下步骤:1、采用卷板焊或挤压管材机加的方法制造结构简单的旋压毛坯,在毛坯端面预留厚度6mm左右,直径比毛坯外径大12mm左右的工艺环;2、通过退火处理消除毛坯内应力;3、采用压料环将毛坯固定在模具内,通过旋轮压下量、进给速度等参数的合理选取实现材料正向旋压,使毛坯逐点减薄并拉长,在此过程中,通过旋轮与旋压模具间隙的调整实现加强筋的成形;4、通过车削加工切去长度方向余量,使旋压后半成品达到产品长度要求。本发明的提供的成形方法中材料利用率高,成型过程

大尺寸薄壁管材滚珠旋压成形研究的综述报告.docx
大尺寸薄壁管材滚珠旋压成形研究的综述报告大尺寸薄壁管材滚珠旋压成形技术是一种新型的成形加工方法,它主要用于处理大型薄壁管材的制造。该技术具有高效、省时、省力和节约原材料等优点,在工业生产中得到广泛应用。本文将对大尺寸薄壁管材滚珠旋压成形技术进行综述,包括其工作原理、工艺参数、设备和应用领域等方面。一、工作原理大尺寸薄壁管材滚珠旋压成形技术是将带有搅拌刀的滚动珠与管材内表面产生较大的接触力和摩擦力,使管材变形、缩径、加厚和加强,实现成形加工的过程。该技术可以在不损坏管材原有尺寸和内部结构的前提下,将管壁厚度

大尺寸薄壁管材滚珠旋压成形研究的任务书.docx
大尺寸薄壁管材滚珠旋压成形研究的任务书任务书一、课题背景与意义大尺寸薄壁管材在工业生产和生活中具有广泛的应用,例如气缸、液压缸、轴套等,因其具有重量轻、强度高、成本低等优点,受到了广泛关注和应用。滚珠旋压作为一种新型的金属成形方法,具有高效、低能耗、高精度等优点。本课题旨在研究大尺寸薄壁管材的滚珠旋压成形工艺,以提高其成形质量、降低成本,满足工业生产的需求。二、研究内容与目标1.分析大尺寸薄壁管材滚珠旋压成形的工艺特点和相关理论知识,了解影响成形质量的因素。2.设计大尺寸薄壁管材滚珠旋压成形的试验方案,包