
一种泵用高精度叶轮的精密制造方法.pdf

新月****姐a


1/6

2/6
3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种泵用高精度叶轮的精密制造方法.pdf
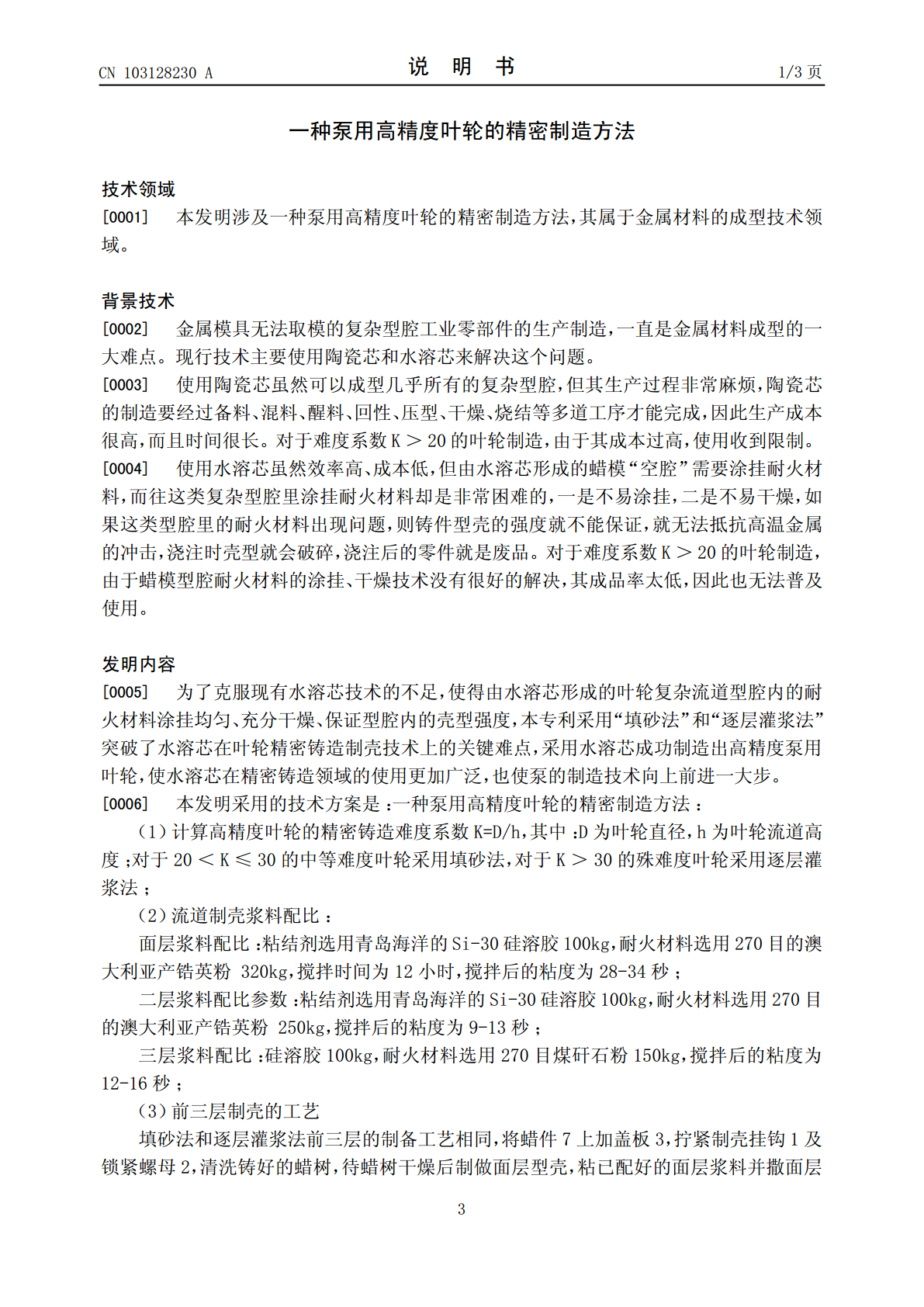
一种泵用高精度叶轮的精密制造方法,属于金属成型技术领域。该技术是利用精密铸造基本技术,通过对制壳环节工艺技术的改进,使得形成叶轮内腔流道壳型的强度、光洁度、透气性都大幅度提升或改善,从而使液态金属浇注成型后,金属叶轮流道表面的粗糙度达到6.3~3.2,精度达到CT4~CT6级,基本达到机械加工表面粗糙度水平。采用这种技术方法制造的叶轮与现有传统砂型铸造叶轮相比较,其精度和表面粗糙度成倍数提高,从而使泵的性能发生明显的改变。这种技术可以广泛的适用于各种泵的叶轮制造,具有非常显著的经济效益与社会效益。

一种精密铸造用泵体叶轮蜡模的制造工艺.pdf
本发明涉及一种精密铸造用泵体叶轮蜡模的制造工艺,将叶轮分成轮盘、轮盖、和叶片三部分,分别进行蜡模的制造,后将轮盘、轮盖和叶片组装成叶轮蜡模整体,再用液态蜡流入叶片与轮盘、叶片与轮盖的接合处将三个部分粘合。本发明中将叶轮分成三个部分进行蜡膜的制造,后再用蜡将三个部分粘合成一个整体,相对传统使用水溶性蜡模型芯的方式,节省了生产成本。另一方面,采用流蜡的方式对蜡模进行粘合,结合叶轮蜡模整体的旋转,蜡流入到叶片与轮盘、轮盖的接合处,将空隙均匀地填满,保证了后续浇铸工件的质量。

一种离心泵叶轮的制造方法.pdf
本发明提供了一种离心泵叶轮的制造方法,属于叶轮技术领域。一种离心泵叶轮的制造方法,包括以下步骤:S1、压型设计及制造:先根据离心泵的水力模型设计叶轮的各项参数并建立三维模型,后采用数控加工和手工制作相结合的方式制造压型,并选用铝材作为压型模材料,直径300mm以下采用铝棒料做模具材料;直径300mm以上采用生铝做模具材料,按标准配比铝水,并浇铸工件;S2、初产品检验:将铸造所得的工件或者数控切削得到工件采用肉眼和金属探伤仪进行检验;S3、热处理前变形防护,将铸造所得的工件或者数控切削得到工件,放在平托架上

泵及用于制造用于泵的叶轮的方法.pdf
本发明涉及一种泵及用于制造用于泵的叶轮的方法。在用于泵送流体的具有流体的中心轴向吸入和径向排出以泵送出叶轮的离心泵中,叶轮包括上盖板和下盖板,以及介于其间的多个叶片。在径向内部区中,叶片在泵的轴向方向上基本上平行于叶轮的旋转轴线延伸,且因此为竖直的,其中所述叶片在其径向向外的路线中渐增地倾斜或歪斜地延伸。
一种叶轮泵用叶轮.pdf
本发明公开了一种叶轮泵用叶轮,所述叶轮包括叶片、轴和缸套,所述轴配合安装与所述缸套内,在所述轴与所述缸套之间的摩擦副内设置有润滑油,若干个所述叶片环绕设置在缸套的外环上,所述叶片由以下材料按重量百分比制造而成,其中,C0.19‑0.23%、Si0.2‑0.3%、Mn0.6‑0.9%、Cr1.3‑1.7%、Mo0.4‑0.6%、V0.2‑0.3%、Ni0.3‑1.0%、Cu0.2‑0.5%、P