
大模数大直径小宽度齿轮的加工方法及加工工具.pdf

雨巷****可歆


1/10

2/10

3/10
4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

大模数大直径小宽度齿轮的加工方法及加工工具.pdf
本发明涉及一种大模数大直径小宽度齿轮的加工方法,该方法很好的解决了大模数大直径小宽度齿轮加工时存在的加工困难和加工中容易严重变形的问题,其加工过程合理,大大提高了齿轮的刚度,有效防止了齿轮的变形。

大模数大直径齿轮的加工方法及加工工具.pdf
本发明涉及大模数大直径齿轮的加工方法及加工工具,滚铣复合机床的接刀杆同时安装铣刀2与滚刀3,实现先粗铣后精滚的加工模式,齿部渗碳淬火工艺步骤为预热-加热-预渗碳-扩散和淬火,通过专门的复合机床提高加工效率,降低加工成本,采用特殊的渗碳工艺防止齿轮轮齿开裂变形。
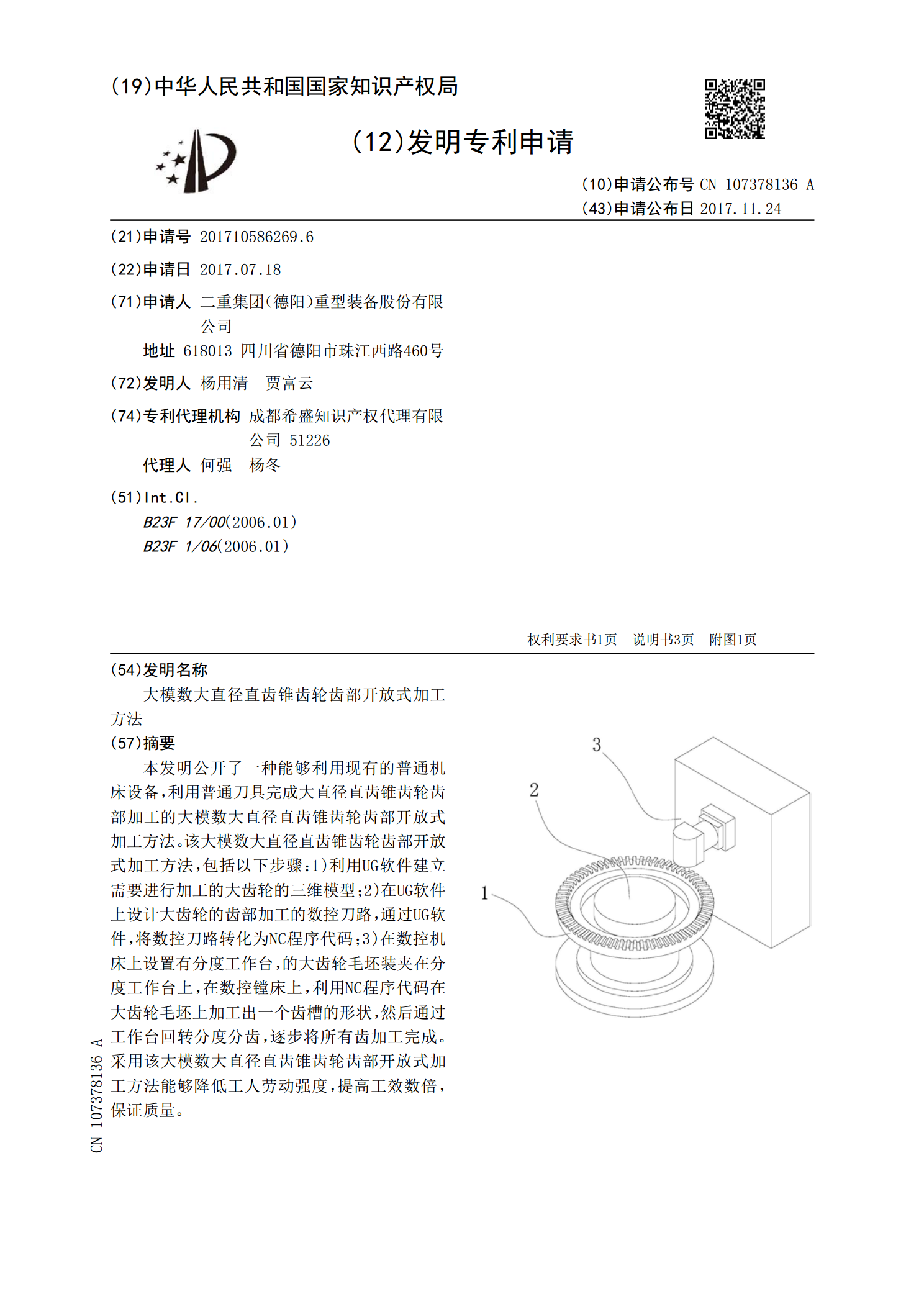
大模数大直径直齿锥齿轮齿部开放式加工方法.pdf
本发明公开了一种能够利用现有的普通机床设备,利用普通刀具完成大直径直齿锥齿轮齿部加工的大模数大直径直齿锥齿轮齿部开放式加工方法。该大模数大直径直齿锥齿轮齿部开放式加工方法,包括以下步骤:1)利用UG软件建立需要进行加工的大齿轮的三维模型;2)在UG软件上设计大齿轮的齿部加工的数控刀路,通过UG软件,将数控刀路转化为NC程序代码;3)在数控机床上设置有分度工作台,的大齿轮毛坯装夹在分度工作台上,在数控镗床上,利用NC程序代码在大齿轮毛坯上加工出一个齿槽的形状,然后通过工作台回转分度分齿,逐步将所有齿加工完成

重型锚机大模数齿轮的特殊加工方法.pdf
本发明公开了一种重型锚机大模数齿轮的特殊加工方法,包括以下步骤:锻造:将处理后的工件利用车床进行端面和内外圆的粗加工;钻吊装孔:利用加工中心对工件进行粗滚齿;将齿轮进行调质处理;利用车床进行内孔、端面和齿顶圆的半精加工;以基准槽的一侧端面为基准,划出任意一对端面齿中心线,并在齿顶做基准槽标识,并划出每个孔的位置线;用钻床划钻每个孔;用车床将内孔和两端面精加工车至尺寸;以基准面定位,对齿顶圆进行校正磨齿;对齿圈上的每个孔进行扩、钻、铰处理;本发明具有节约材料、降低成本,提高产品机械性能的优点。

一种大模数齿轮的成形加工方法.pdf
本发明实施例公开了一种大模数齿轮的成形加工方法,包括以下步骤:a)采用普通铣削的方式对大模数齿轮的毛坯开槽;b)采用成形铣刀对齿槽进行铣削,完成大模数齿轮齿槽的半精加工;c)对大模数齿轮的齿体表面进行热处理;d)对大模数齿轮的齿体进行分段,使每段齿体都在成形磨齿机的砂轮磨削行程内;e)采用成形磨齿机对齿体上的各段依次进行磨削。上述方法采用对大模数齿轮的齿体进行分段磨削的方式,解决了现有磨齿机无法加工模数大于45毫米的大模数齿轮的问题,本方法对于制造模数大于45且精度较高的大模数齿轮具有明显的技术和成本优势