
多工位冷镦机便携式铰直机构.pdf

思洁****爱吗


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

多工位冷镦机便携式铰直机构.pdf
本发明公开了一种多工位冷镦机,特别是多工位冷镦机便携式铰直机构,它包括铰直台,在铰直台上旋有铰直轮部件若干组,作为基准,此铰直轮构成的轮槽的中心与进料中心是同心的,同时在铰直台上设有装有铰直轮部件的辅助铰直轮座若干组,且所述作为基准的铰直轮部件与装有辅助铰直轮座的铰直轮部件相应的进行配合,通过调节螺栓穿过铰直台拉着辅助铰直轮座,同时在辅助铰直轮座和铰直台之间配合有铰直轮座导向销,并在铰直轮座导向销上套有弹簧。本发明通过设计实现了当旋紧调节螺栓时,可拉近辅助铰直轮座,松开调节螺栓时,弹簧把辅助铰直轮座弹开,
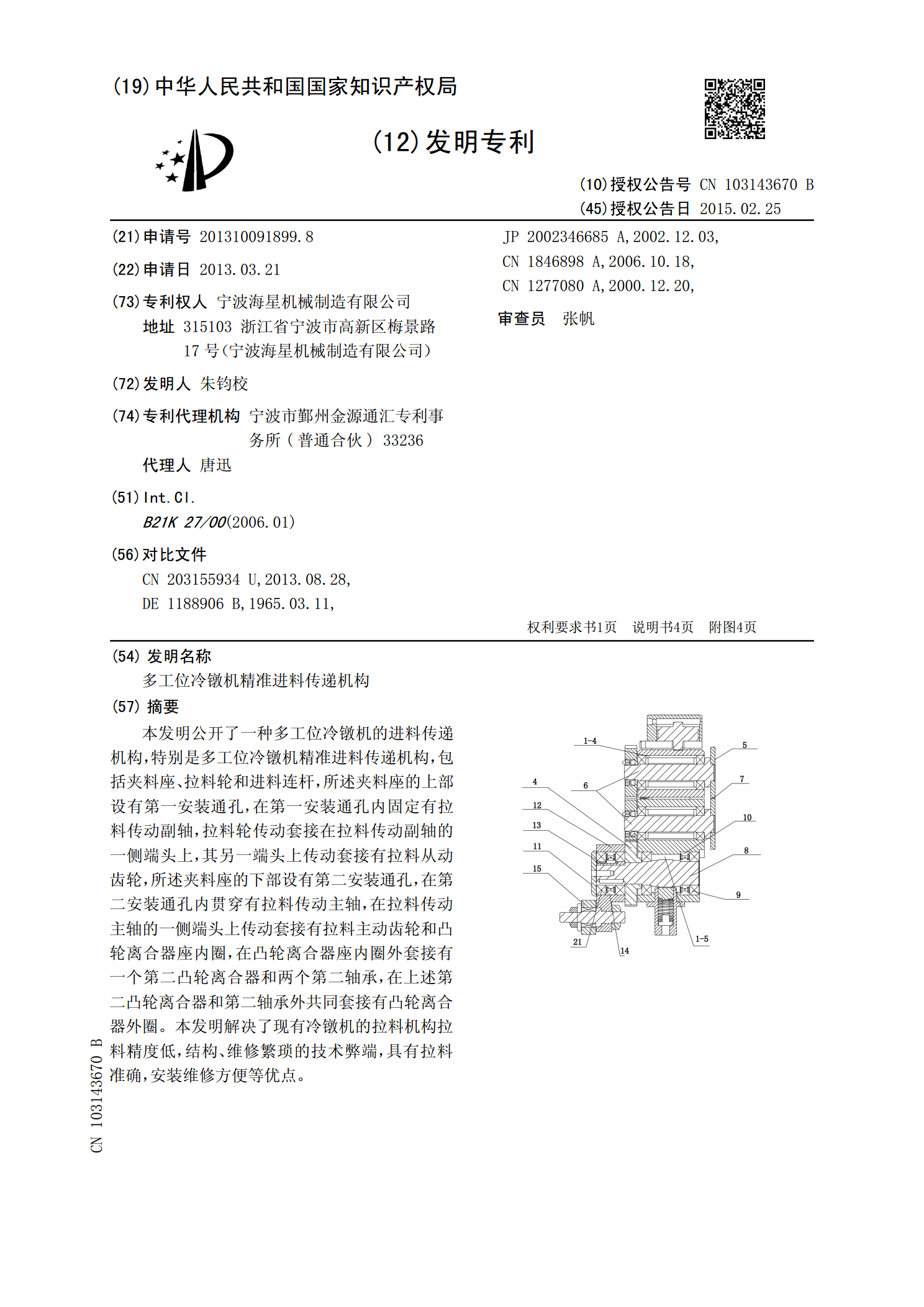
多工位冷镦机精准进料传递机构.pdf
本发明公开了一种多工位冷镦机的进料传递机构,特别是多工位冷镦机精准进料传递机构,包括夹料座、拉料轮和进料连杆,所述夹料座的上部设有第一安装通孔,在第一安装通孔内固定有拉料传动副轴,拉料轮传动套接在拉料传动副轴的一侧端头上,其另一端头上传动套接有拉料从动齿轮,所述夹料座的下部设有第二安装通孔,在第二安装通孔内贯穿有拉料传动主轴,在拉料传动主轴的一侧端头上传动套接有拉料主动齿轮和凸轮离合器座内圈,在凸轮离合器座内圈外套接有一个第二凸轮离合器和两个第二轴承,在上述第二凸轮离合器和第二轴承外共同套接有凸轮离合器外

多工位冷镦机机械手传动机构.pdf
本发明公开了一种多工位冷镦机机械手传动机构,包括机械手架固定座和机械手架,所述机械手架上贯穿有机械手回转轴,在机械手回转轴的一侧端部上传动套接有机械手,其另一侧端部上传动套接有半月形滚轮弹簧座,在半月形滚轮弹簧座的一侧连接有传动轴承,其另一侧的上表面配合有扁线螺旋弹簧,在机械手架固定座上还架设有传动杠杆轴,在上述传动杠杆轴上套接有机械手传动杠杆,在机械手传动杠杆的前端与半月形滚轮弹簧座上的传动轴承配合,在机械手传动杠杆的尾端可拆卸式铰接有单凸轮滚轮。本发明解决了现有国内多工位冷镦机中普遍采用弹簧式机械手传
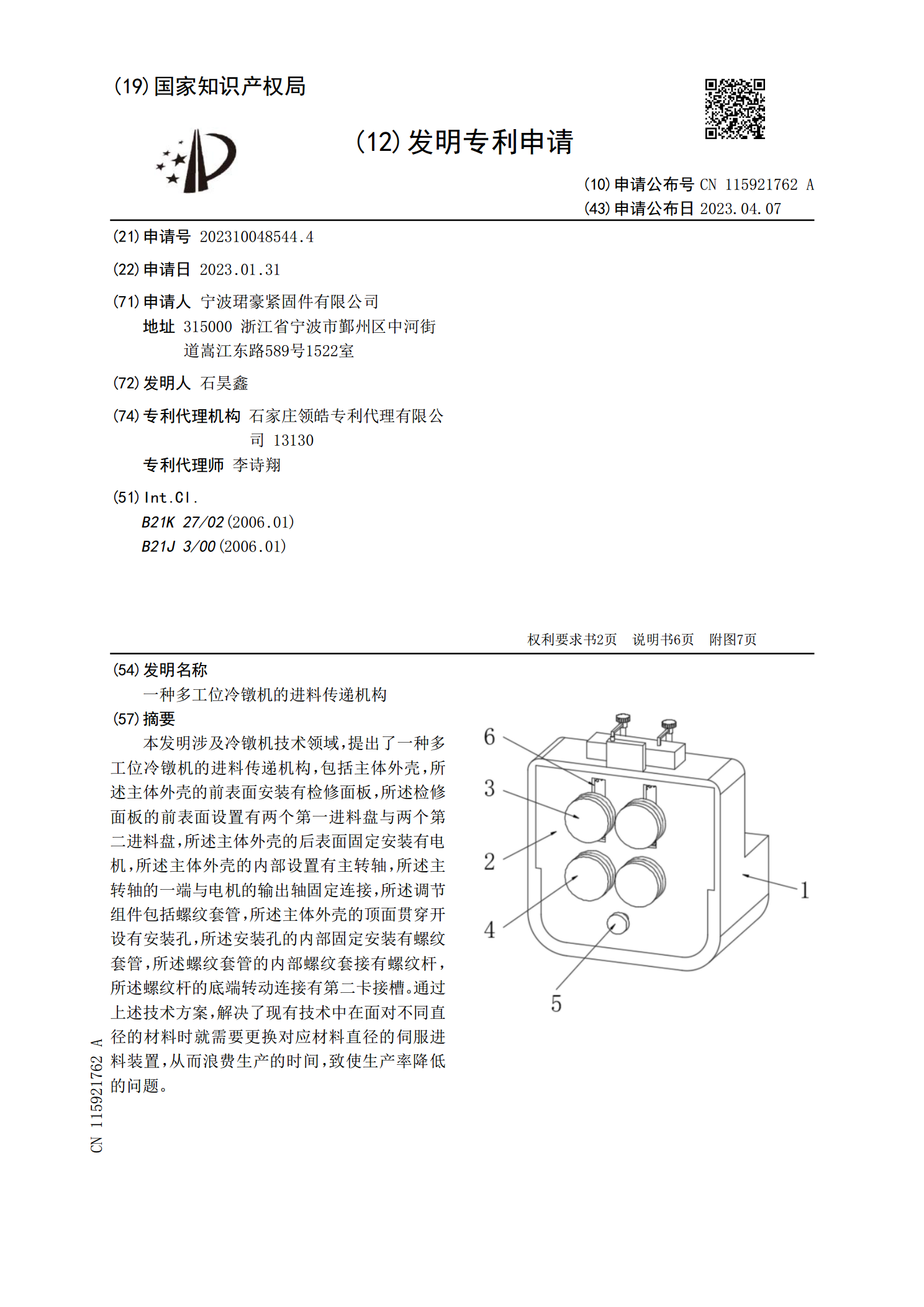
一种多工位冷镦机的进料传递机构.pdf
本发明涉及冷镦机技术领域,提出了一种多工位冷镦机的进料传递机构,包括主体外壳,所述主体外壳的前表面安装有检修面板,所述检修面板的前表面设置有两个第一进料盘与两个第二进料盘,所述主体外壳的后表面固定安装有电机,所述主体外壳的内部设置有主转轴,所述主转轴的一端与电机的输出轴固定连接,所述调节组件包括螺纹套管,所述主体外壳的顶面贯穿开设有安装孔,所述安装孔的内部固定安装有螺纹套管,所述螺纹套管的内部螺纹套接有螺纹杆,所述螺纹杆的底端转动连接有第二卡接槽。通过上述技术方案,解决了现有技术中在面对不同直径的材料时就
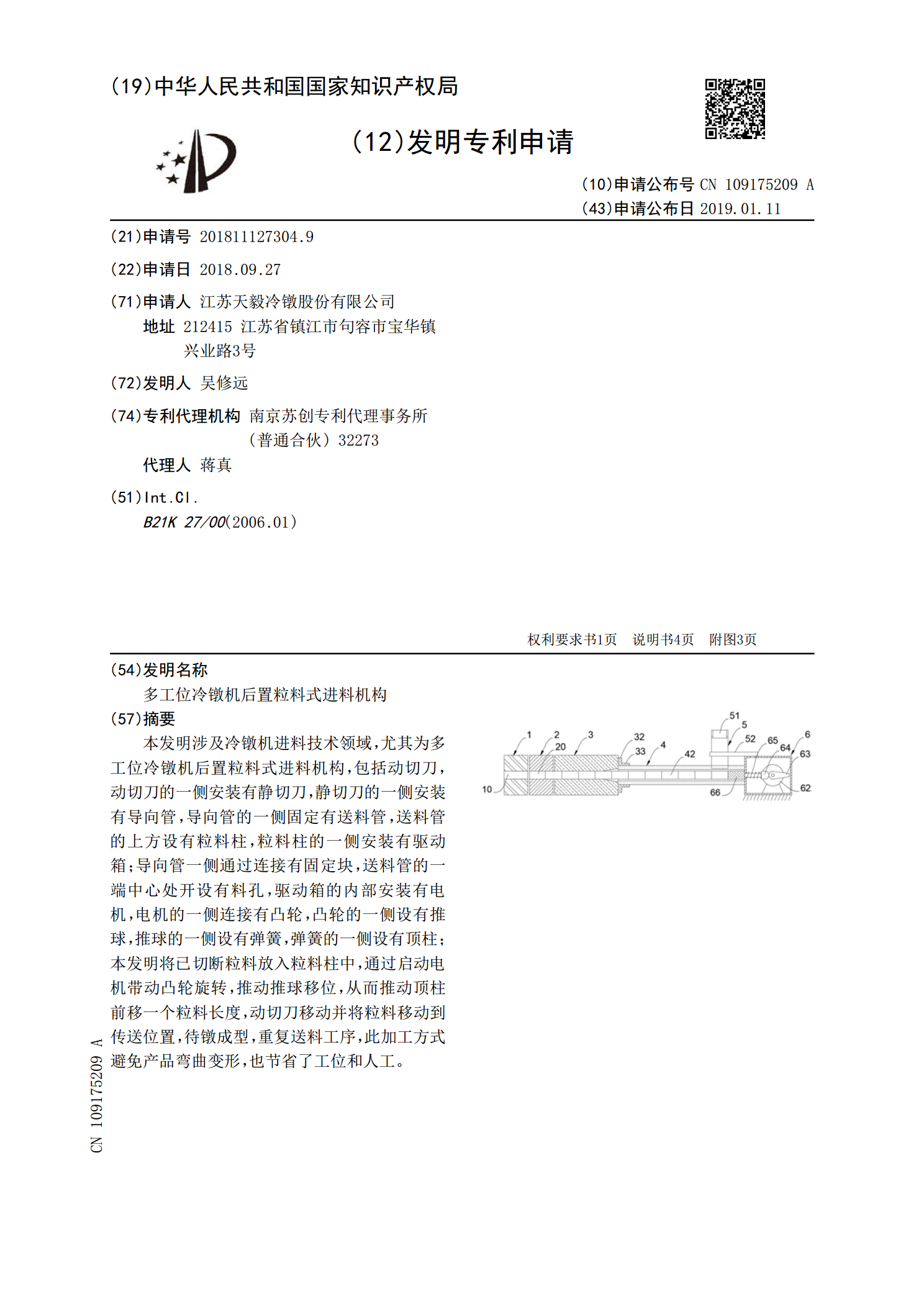
多工位冷镦机后置粒料式进料机构.pdf
本发明涉及冷镦机进料技术领域,尤其为多工位冷镦机后置粒料式进料机构,包括动切刀,动切刀的一侧安装有静切刀,静切刀的一侧安装有导向管,导向管的一侧固定有送料管,送料管的上方设有粒料柱,粒料柱的一侧安装有驱动箱;导向管一侧通过连接有固定块,送料管的一端中心处开设有料孔,驱动箱的内部安装有电机,电机的一侧连接有凸轮,凸轮的一侧设有推球,推球的一侧设有弹簧,弹簧的一侧设有顶柱;本发明将已切断粒料放入粒料柱中,通过启动电机带动凸轮旋转,推动推球移位,从而推动顶柱前移一个粒料长度,动切刀移动并将粒料移动到传送位置,待