
一种胎圈钢丝热处理收线装置及收线方法.pdf

雨巷****碧易


1/8
2/8

3/8
4/8
5/8
6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种胎圈钢丝热处理收线装置及收线方法.pdf
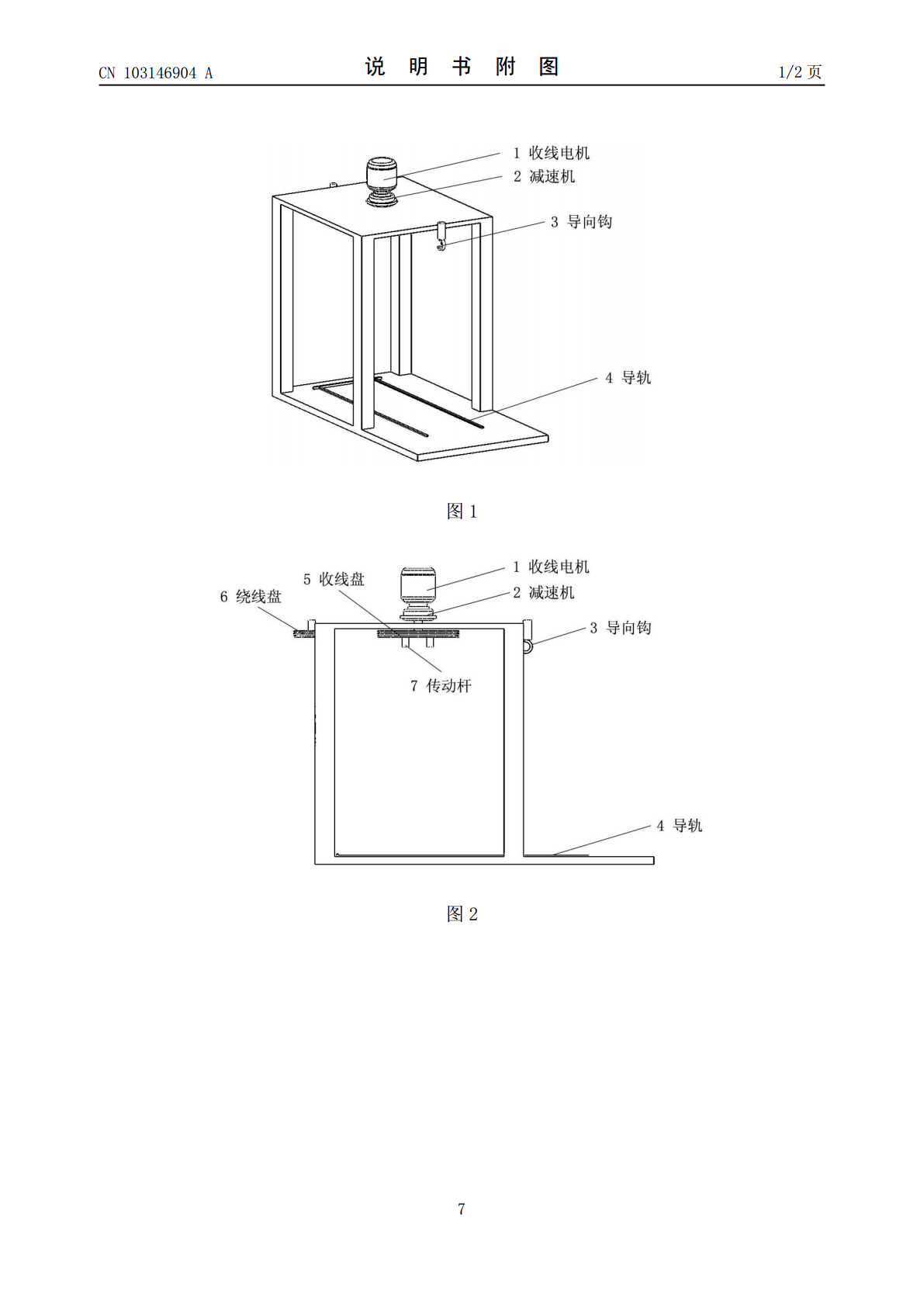
本发明涉及一种胎圈钢丝热处理收线装置及收线方法,包括支撑控制装置,收线装置及推车,所述支撑控制装置为一框架结构,上部设置有收线电机与减速机相连接,所述减速机与设置于所述支撑控制装置内部的收线盘相连接,所述收线盘上还设置至少二个传动杆;所述收线装置设置一收丝架,在所述收丝架顶端设置一挡板与所述传动杆匹配设置,所述推车下方活动轮与所所述支撑控制装置底部设置导轨匹配设置。采用上述方案,其结构简洁、高效,并可以有效的监控磷化后钢丝的表面质量。

一种胎圈钢丝拉丝机收线装置及收线方法.pdf
本发明涉及一种胎圈钢丝拉丝机收线装置,包括立式放置工字轮的放置部,其中,所述放置部设置顶入工字轮的顶针孔的顶针,所述放置部上方设置传动皮带,在所述传动皮带上设置控制钢丝进入的导轮。一种胎圈钢丝拉丝机收线方法,其特征在于,包括以下步骤:A:将带有顶针孔的工字轮置于收线装置的放置部;B:气缸推动顶针顶入工字轮的顶针孔;C:设置拉丝机拉拔后的钢丝经导轮进入所述收线装置;D:控制电机连接的传动皮带完成收线及排线。采用本发明的技术方案,可以克服传统收线装置在实际操作过程中的不足,提高效率的同时实现高速拉拔。

钢丝热处理收线装置.pdf
本发明提供的一种钢丝热处理收线装置,包括铁皮轮、蜗轮、蜗轮轴、联轴器、收线滚筒、蜗轮减速机、蜗轮架和整体支架构成。所述铁皮轮有三个,置于装置上端,呈倒三角形垂直式,钢丝从三个轮中穿过,在运转中能剃除钢丝热处理后可能产生的氧化铁。蜗轮架固定于整体支架上,蜗轮置于蜗轮架上,蜗轮中间设有蜗轮减速机,用以控制转速,蜗轮一端连接至蜗轮轴,通过连轴器可以根据产能要求连接多个蜗轮。收线滚筒套于蜗轮上用于收线缠绕。本发明提供的一种钢丝热处理收线装置易于安装使用操作,可以双向组合多个蜗轮,同时用于生产不同规格的钢丝热处理后

一种钢丝热处理用收线装置及方法.pdf
一种钢丝热处理用收线装置,包括仪表、电机、收线卷筒、通过导线与收线卷筒连接的操作手柄、收线架设置在底盘之上,收线架和底盘之间还固定有平面轴承,支撑座支撑住收线架底座、底盘和平面轴承,在钢丝的入口端还设置有三个变向滑轮,所述收线卷筒内设有两组对称的夹头、所述仪表与电机相连后设置在收线卷筒上。使用钢丝热处理用收线装置的方法是让钢丝通过第一变向滑轮上进入收线卷筒,离开收线卷筒后经过第二变向滑轮再次进入收线卷筒,然后通过第三变向滑轮的引导变向收在收线架上,最后拉动操作手柄,收线卷筒内的夹头夹紧收线夹,调整与电机和
一种钢丝热处理后续收线装置.pdf
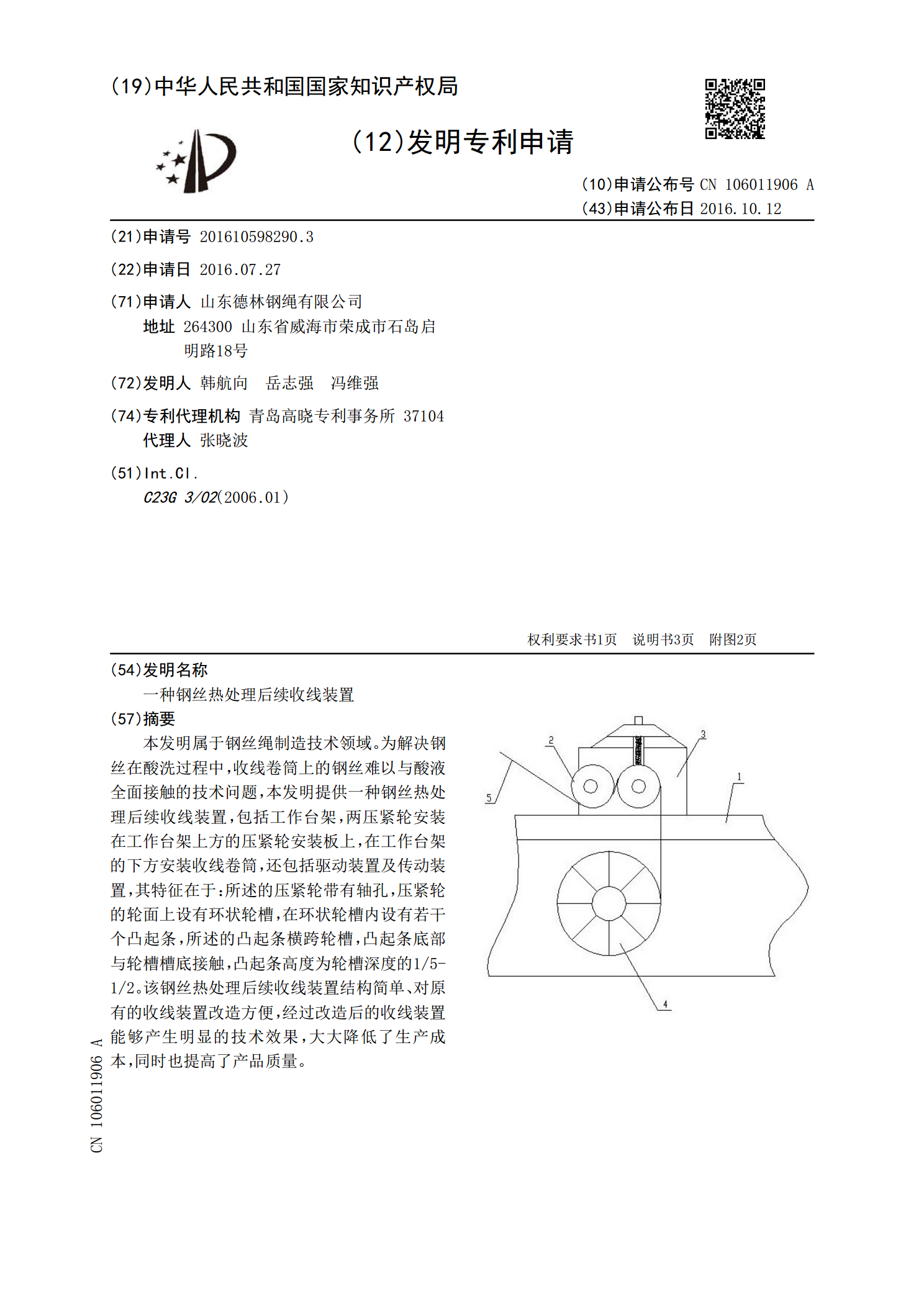
本发明属于钢丝绳制造技术领域。为解决钢丝在酸洗过程中,收线卷筒上的钢丝难以与酸液全面接触的技术问题,本发明提供一种钢丝热处理后续收线装置,包括工作台架,两压紧轮安装在工作台架上方的压紧轮安装板上,在工作台架的下方安装收线卷筒,还包括驱动装置及传动装置,其特征在于:所述的压紧轮带有轴孔,压紧轮的轮面上设有环状轮槽,在环状轮槽内设有若干个凸起条,所述的凸起条横跨轮槽,凸起条底部与轮槽槽底接触,凸起条高度为轮槽深度的1/5‑1/2。该钢丝热处理后续收线装置结构简单、对原有的收线装置改造方便,经过改造后的收线装置