
能够消除焊缝减薄的带状焊丝随焊送入搅拌摩擦焊方法.pdf

慧娇****文章


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

能够消除焊缝减薄的带状焊丝随焊送入搅拌摩擦焊方法.pdf
能够消除焊缝减薄的带状焊丝随焊送入搅拌摩擦焊方法,它涉及一种随焊填丝搅拌摩擦焊接方法,以解决传统搅拌摩擦焊接技术无法解决的焊缝厚度减薄的问题。方法:一、焊前准备:送丝轮和定位导轮安装于焊机主轴上,母材装夹,带状焊丝置于定位导轮下,定位导轮紧贴母材表面,带状焊丝的端部置于搅拌头的正下方;二、施焊:启动焊机,搅拌头开始垂直向下进给,搅拌头上的搅拌针开始与带状焊丝的端部接触并钻入母材内,焊接开始,焊接过程中,送丝轮、定位导轮和搅拌头与主轴一同沿焊接方向运动,通过搅拌针和轴肩的搅拌加热作用实现对母材的焊接;三、焊
随动式改善Al/Cu搅拌摩擦焊焊缝组织的方法.pdf
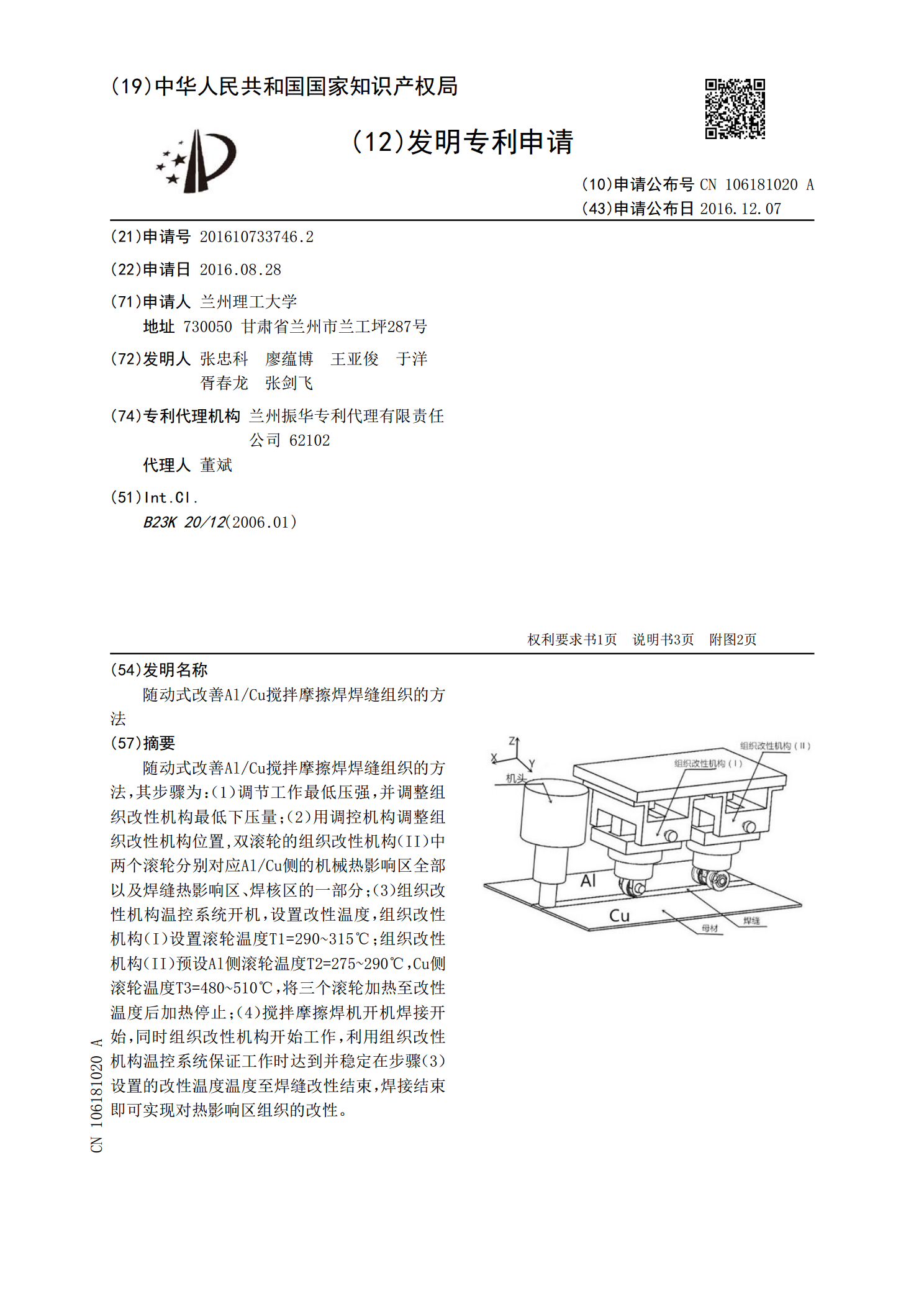
随动式改善Al/Cu搅拌摩擦焊焊缝组织的方法,其步骤为:(1)调节工作最低压强,并调整组织改性机构最低下压量;(2)用调控机构调整组织改性机构位置,双滚轮的组织改性机构(II)中两个滚轮分别对应Al/Cu侧的机械热影响区全部以及焊缝热影响区、焊核区的一部分;(3)组织改性机构温控系统开机,设置改性温度,组织改性机构(I)设置滚轮温度T1=290~315℃;组织改性机构(II)预设Al侧滚轮温度T2=275~290℃,Cu侧滚轮温度T3=480~510℃,将三个滚轮加热至改性温度后加热停止;(4)搅拌摩擦焊

一种用于搅拌摩擦焊的随焊挤压装置及其随焊挤压方法.pdf
本发明属于搅拌摩擦焊领域,具体地说是一种用于搅拌摩擦焊的随焊挤压装置及其随焊挤压方法,装置包括支座、支撑臂、施力弹簧和挤压轮,支座通过螺栓与搅拌摩擦焊机的静止轴套相连接,使该装置固定于焊机上;支撑臂呈L型,与施力弹簧一起,通过销轴与支座相连接;挤压轮连接在L型支撑臂的末端,通过主轴向下移动向被焊工件施加压力。采用本发明的随焊挤压装置焊接宽度较大或较小的金属板材,能够有效降低卡具的制造成本,简化焊前装卡过程,增大焊具的施焊空间,从而保证了焊缝的优质成形并拓宽了搅拌摩擦焊技术的应用范围。
一种长焊缝搅拌摩擦焊设备及搅拌摩擦焊接方法.pdf
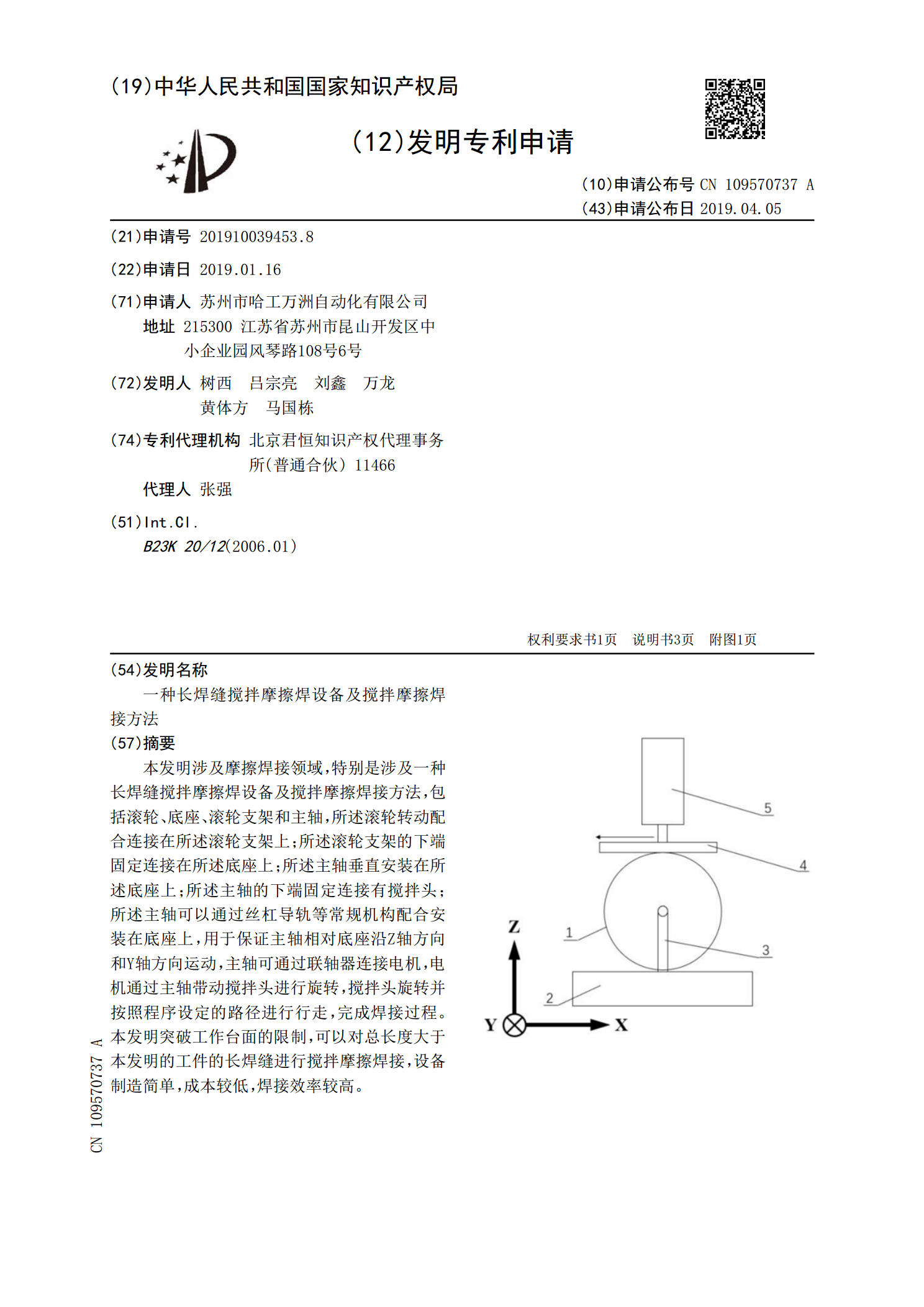
本发明涉及摩擦焊接领域,特别是涉及一种长焊缝搅拌摩擦焊设备及搅拌摩擦焊接方法,包括滚轮、底座、滚轮支架和主轴,所述滚轮转动配合连接在所述滚轮支架上;所述滚轮支架的下端固定连接在所述底座上;所述主轴垂直安装在所述底座上;所述主轴的下端固定连接有搅拌头;所述主轴可以通过丝杠导轨等常规机构配合安装在底座上,用于保证主轴相对底座沿Z轴方向和Y轴方向运动,主轴可通过联轴器连接电机,电机通过主轴带动搅拌头进行旋转,搅拌头旋转并按照程序设定的路径进行行走,完成焊接过程。本发明突破工作台面的限制,可以对总长度大于本发明的

一种消除搅拌摩擦焊汽车轮毂环焊缝匙孔的装置及方法.pdf
本发明公开了一种消除搅拌摩擦焊汽车轮毂环焊缝匙孔的装置及方法,该装置包括底座、轮毂旋转夹具、X轴导轨、Y轴导轨、主轴系统、搅拌头、引出块、引出块装卡传送机构及其底座、刮刀、刮刀装卡传送机构及其底座。引出块装卡传送机构和刮刀装卡传送机构分别位于轮毂旋转夹具两侧,引出块装卡传送机构可使得引出块平面与轮辋外缘顶端的切线重合,刮刀装卡传送机构可使得刮刀刃部与轮辋外缘相切,轮毂旋转夹具、主轴系统分别与主控装置电连接。本发明通过一个装置及工艺便完成了轮毂环焊缝的焊接、匙孔的消除以及焊缝表面的修磨等工艺,有效提高搅拌摩