
一种用于搅拌摩擦焊的随焊挤压装置及其随焊挤压方法.pdf

fa****楠吖


1/8

2/8

3/8

4/8

5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种用于搅拌摩擦焊的随焊挤压装置及其随焊挤压方法.pdf
本发明属于搅拌摩擦焊领域,具体地说是一种用于搅拌摩擦焊的随焊挤压装置及其随焊挤压方法,装置包括支座、支撑臂、施力弹簧和挤压轮,支座通过螺栓与搅拌摩擦焊机的静止轴套相连接,使该装置固定于焊机上;支撑臂呈L型,与施力弹簧一起,通过销轴与支座相连接;挤压轮连接在L型支撑臂的末端,通过主轴向下移动向被焊工件施加压力。采用本发明的随焊挤压装置焊接宽度较大或较小的金属板材,能够有效降低卡具的制造成本,简化焊前装卡过程,增大焊具的施焊空间,从而保证了焊缝的优质成形并拓宽了搅拌摩擦焊技术的应用范围。
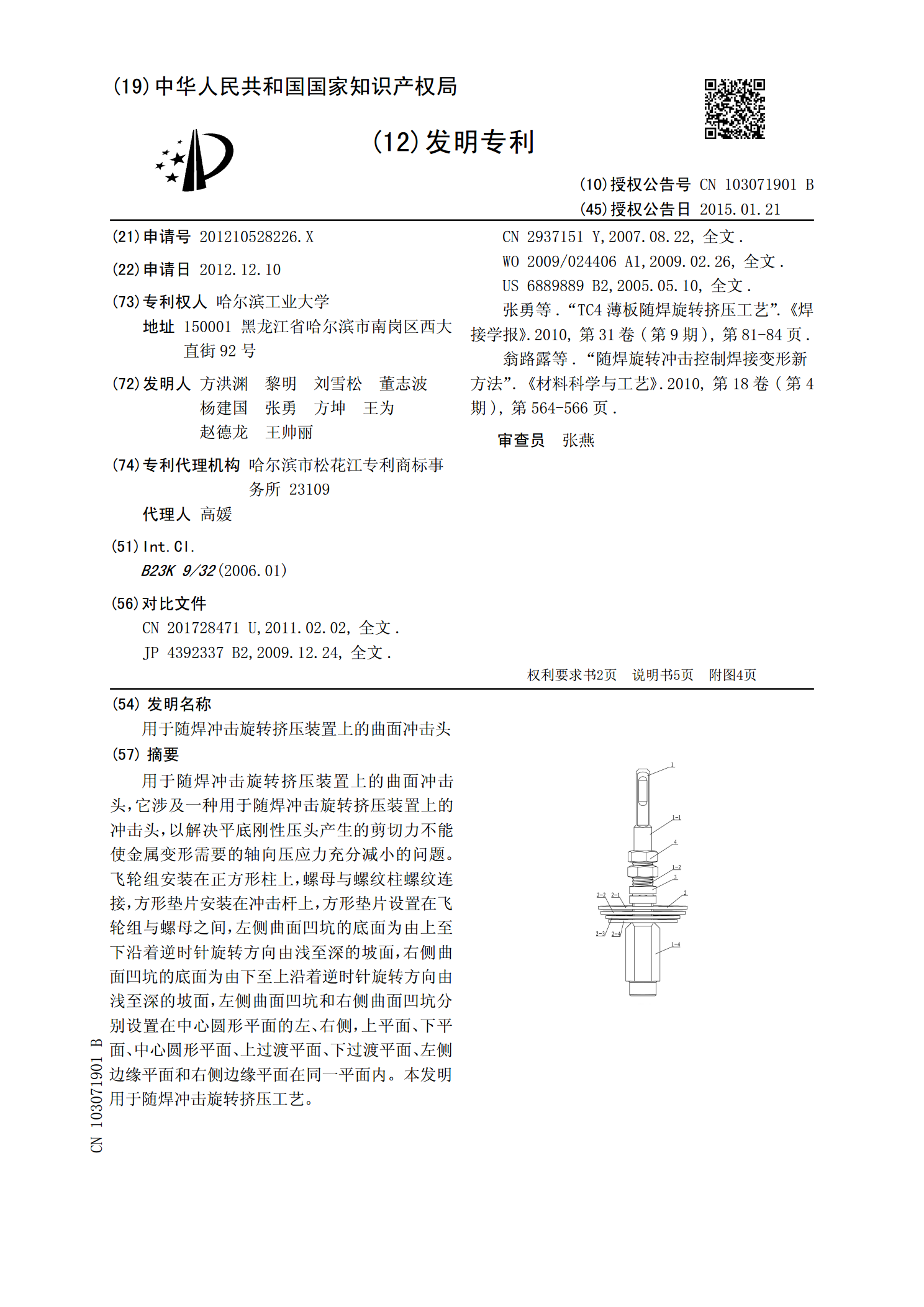
用于随焊冲击旋转挤压装置上的曲面冲击头.pdf
用于随焊冲击旋转挤压装置上的曲面冲击头,它涉及一种用于随焊冲击旋转挤压装置上的冲击头,以解决平底刚性压头产生的剪切力不能使金属变形需要的轴向压应力充分减小的问题。飞轮组安装在正方形柱上,螺母与螺纹柱螺纹连接,方形垫片安装在冲击杆上,方形垫片设置在飞轮组与螺母之间,左侧曲面凹坑的底面为由上至下沿着逆时针旋转方向由浅至深的坡面,右侧曲面凹坑的底面为由下至上沿着逆时针旋转方向由浅至深的坡面,左侧曲面凹坑和右侧曲面凹坑分别设置在中心圆形平面的左、右侧,上平面、下平面、中心圆形平面、上过渡平面、下过渡平面、左侧边缘
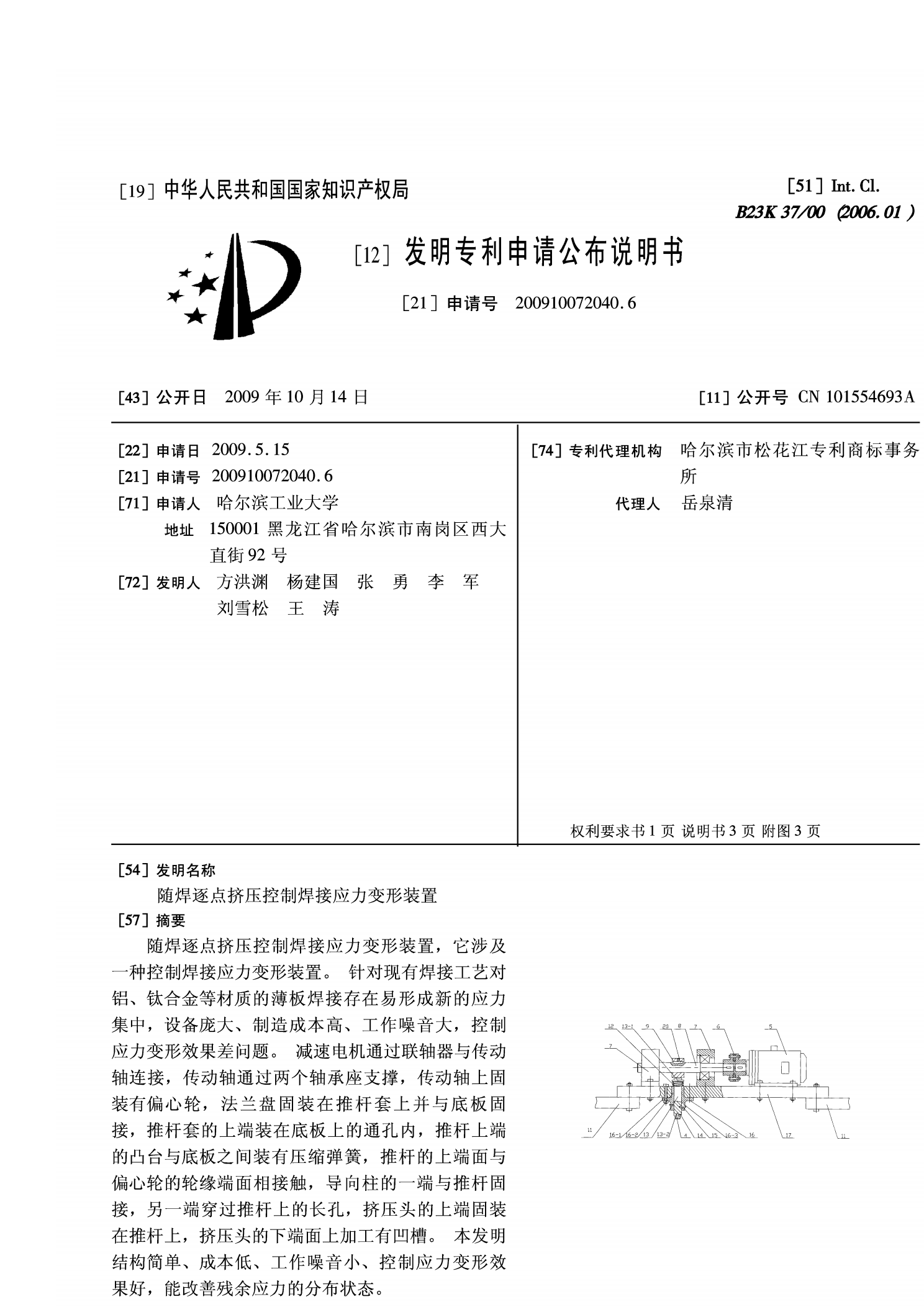
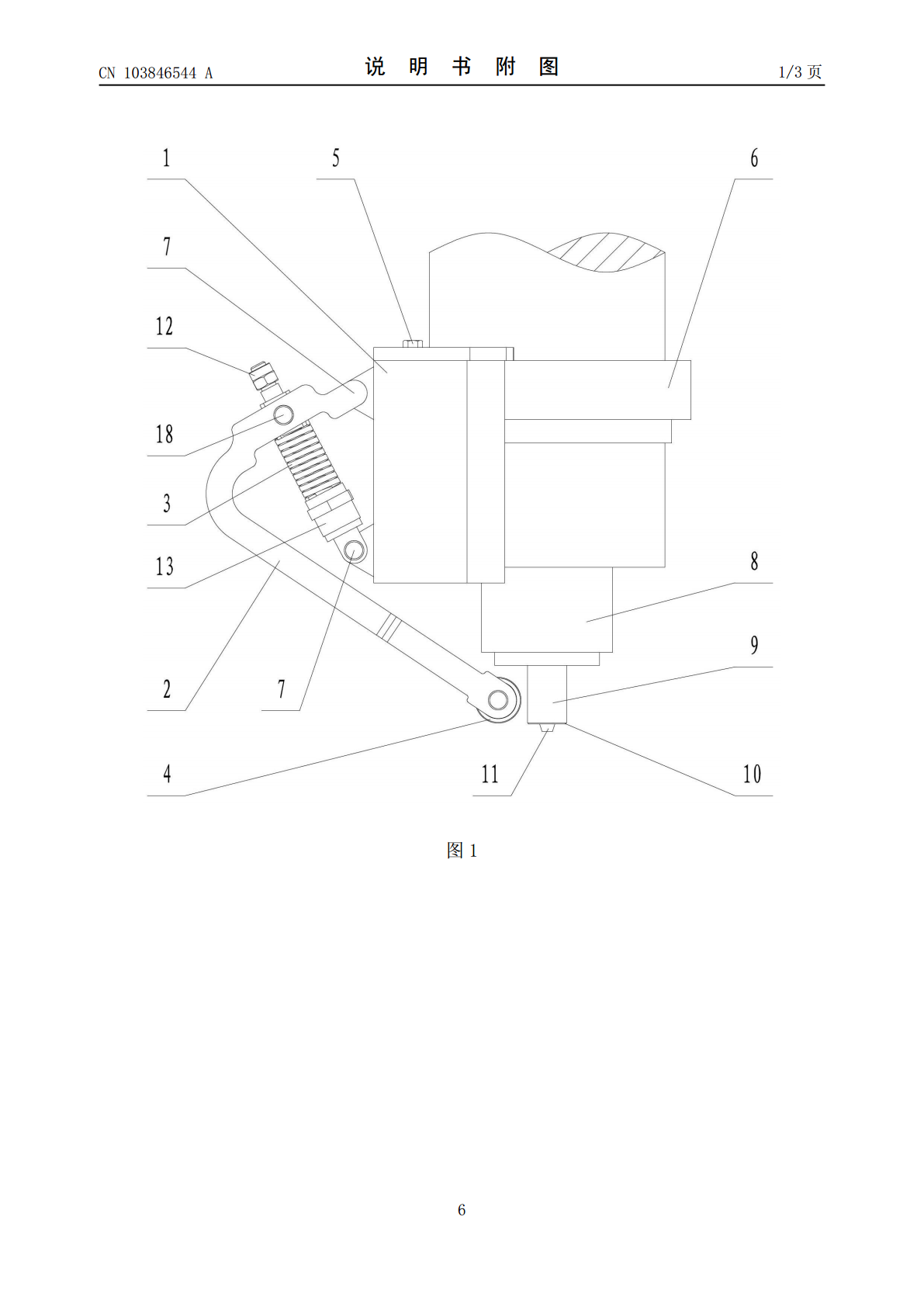
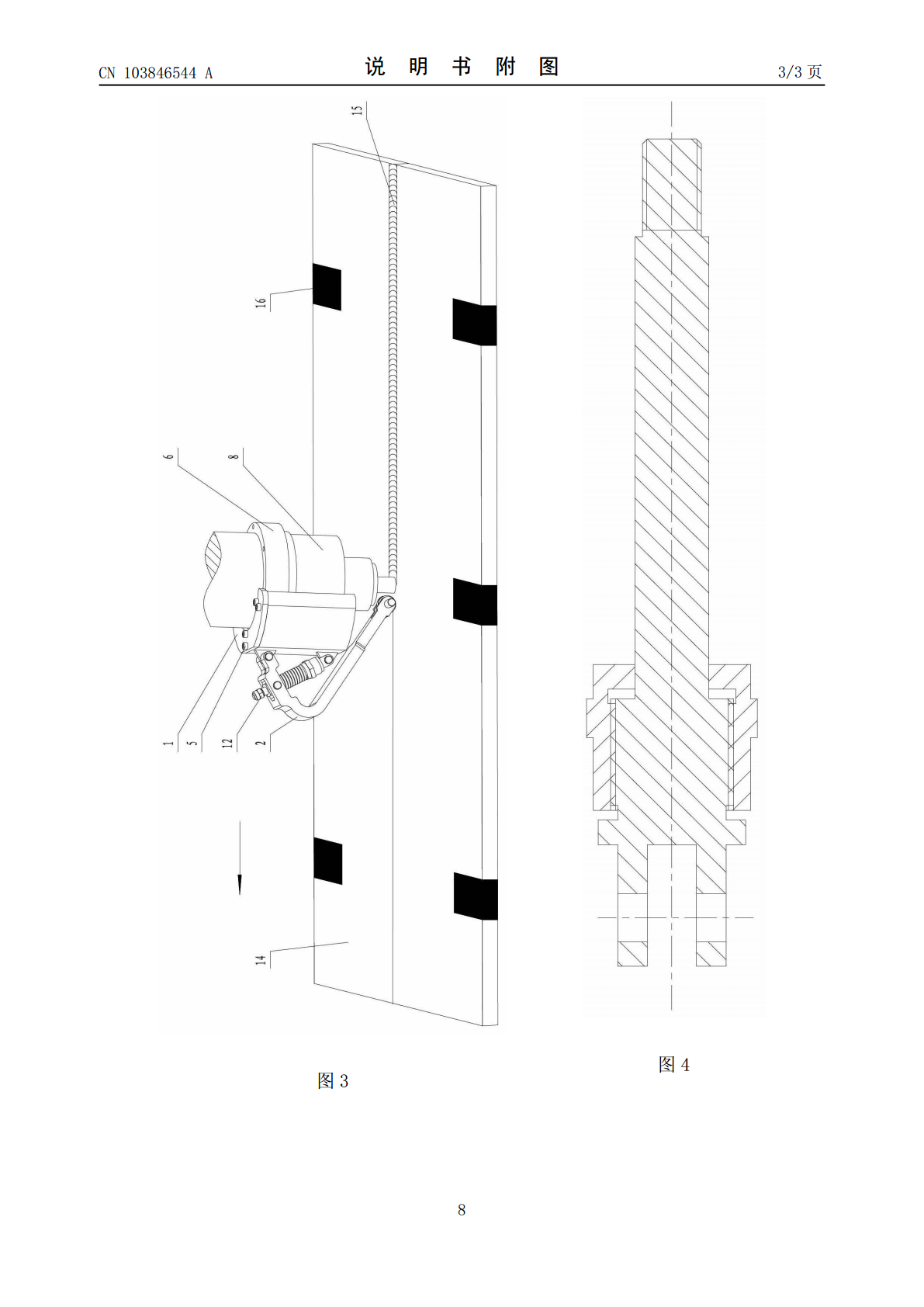
随焊逐点挤压控制焊接应力变形装置.pdf
随焊逐点挤压控制焊接应力变形装置,它涉及一种控制焊接应力变形装置。针对现有焊接工艺对铝、钛合金等材质的薄板焊接存在易形成新的应力集中,设备庞大、制造成本高、工作噪音大,控制应力变形效果差问题。减速电机通过联轴器与传动轴连接,传动轴通过两个轴承座支撑,传动轴上固装有偏心轮,法兰盘固装在推杆套上并与底板固接,推杆套的上端装在底板上的通孔内,推杆上端的凸台与底板之间装有压缩弹簧,推杆的上端面与偏心轮的轮缘端面相接触,导向柱的一端与推杆固接,另一端穿过推杆上的长孔,挤压头的上端固装在推杆上,挤压头的下

能够消除焊缝减薄的带状焊丝随焊送入搅拌摩擦焊方法.pdf
能够消除焊缝减薄的带状焊丝随焊送入搅拌摩擦焊方法,它涉及一种随焊填丝搅拌摩擦焊接方法,以解决传统搅拌摩擦焊接技术无法解决的焊缝厚度减薄的问题。方法:一、焊前准备:送丝轮和定位导轮安装于焊机主轴上,母材装夹,带状焊丝置于定位导轮下,定位导轮紧贴母材表面,带状焊丝的端部置于搅拌头的正下方;二、施焊:启动焊机,搅拌头开始垂直向下进给,搅拌头上的搅拌针开始与带状焊丝的端部接触并钻入母材内,焊接开始,焊接过程中,送丝轮、定位导轮和搅拌头与主轴一同沿焊接方向运动,通过搅拌针和轴肩的搅拌加热作用实现对母材的焊接;三、焊
用于搅拌摩擦焊的夹具.pdf
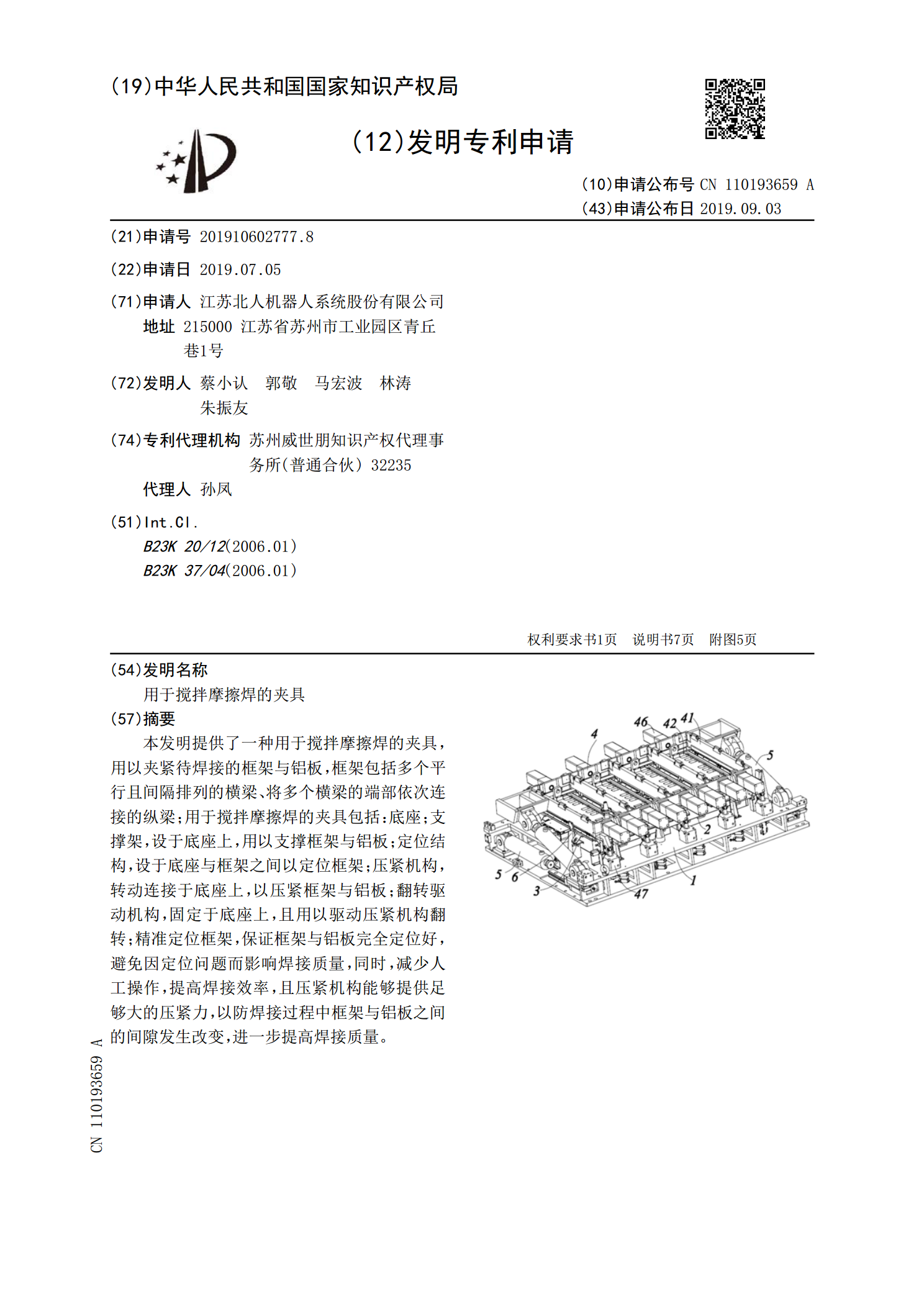
本发明提供了一种用于搅拌摩擦焊的夹具,用以夹紧待焊接的框架与铝板,框架包括多个平行且间隔排列的横梁、将多个横梁的端部依次连接的纵梁;用于搅拌摩擦焊的夹具包括:底座;支撑架,设于底座上,用以支撑框架与铝板;定位结构,设于底座与框架之间以定位框架;压紧机构,转动连接于底座上,以压紧框架与铝板;翻转驱动机构,固定于底座上,且用以驱动压紧机构翻转;精准定位框架,保证框架与铝板完全定位好,避免因定位问题而影响焊接质量,同时,减少人工操作,提高焊接效率,且压紧机构能够提供足够大的压紧力,以防焊接过程中框架与铝板之间的