
随动式改善Al/Cu搅拌摩擦焊焊缝组织的方法.pdf

萌运****魔王

1/7

2/7
3/7

4/7
5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
随动式改善Al/Cu搅拌摩擦焊焊缝组织的方法.pdf
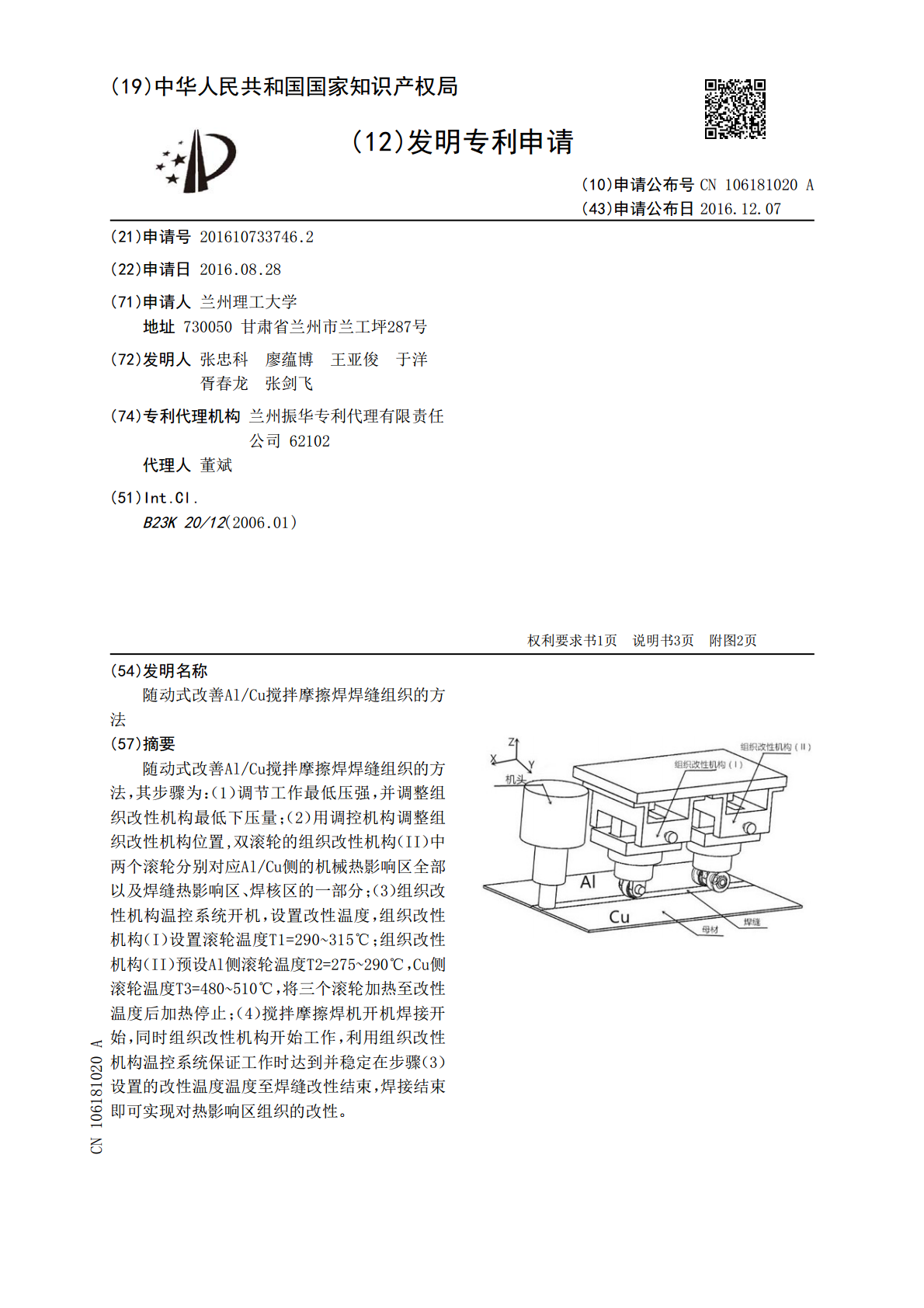
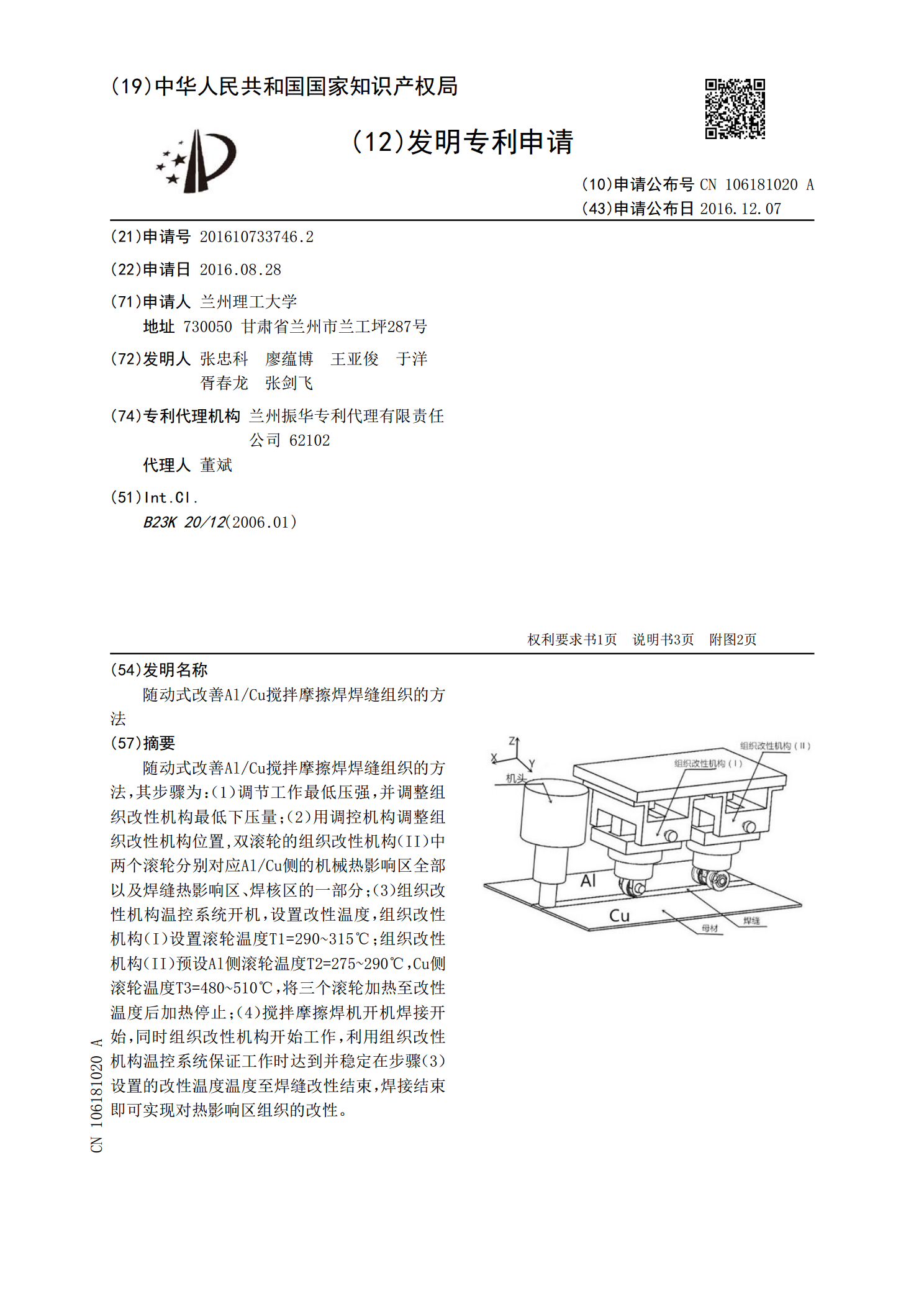
随动式改善Al/Cu搅拌摩擦焊焊缝组织的方法,其步骤为:(1)调节工作最低压强,并调整组织改性机构最低下压量;(2)用调控机构调整组织改性机构位置,双滚轮的组织改性机构(II)中两个滚轮分别对应Al/Cu侧的机械热影响区全部以及焊缝热影响区、焊核区的一部分;(3)组织改性机构温控系统开机,设置改性温度,组织改性机构(I)设置滚轮温度T1=290~315℃;组织改性机构(II)预设Al侧滚轮温度T2=275~290℃,Cu侧滚轮温度T3=480~510℃,将三个滚轮加热至改性温度后加热停止;(4)搅拌摩擦焊

能够消除焊缝减薄的带状焊丝随焊送入搅拌摩擦焊方法.pdf
能够消除焊缝减薄的带状焊丝随焊送入搅拌摩擦焊方法,它涉及一种随焊填丝搅拌摩擦焊接方法,以解决传统搅拌摩擦焊接技术无法解决的焊缝厚度减薄的问题。方法:一、焊前准备:送丝轮和定位导轮安装于焊机主轴上,母材装夹,带状焊丝置于定位导轮下,定位导轮紧贴母材表面,带状焊丝的端部置于搅拌头的正下方;二、施焊:启动焊机,搅拌头开始垂直向下进给,搅拌头上的搅拌针开始与带状焊丝的端部接触并钻入母材内,焊接开始,焊接过程中,送丝轮、定位导轮和搅拌头与主轴一同沿焊接方向运动,通过搅拌针和轴肩的搅拌加热作用实现对母材的焊接;三、焊
一种长焊缝搅拌摩擦焊设备及搅拌摩擦焊接方法.pdf
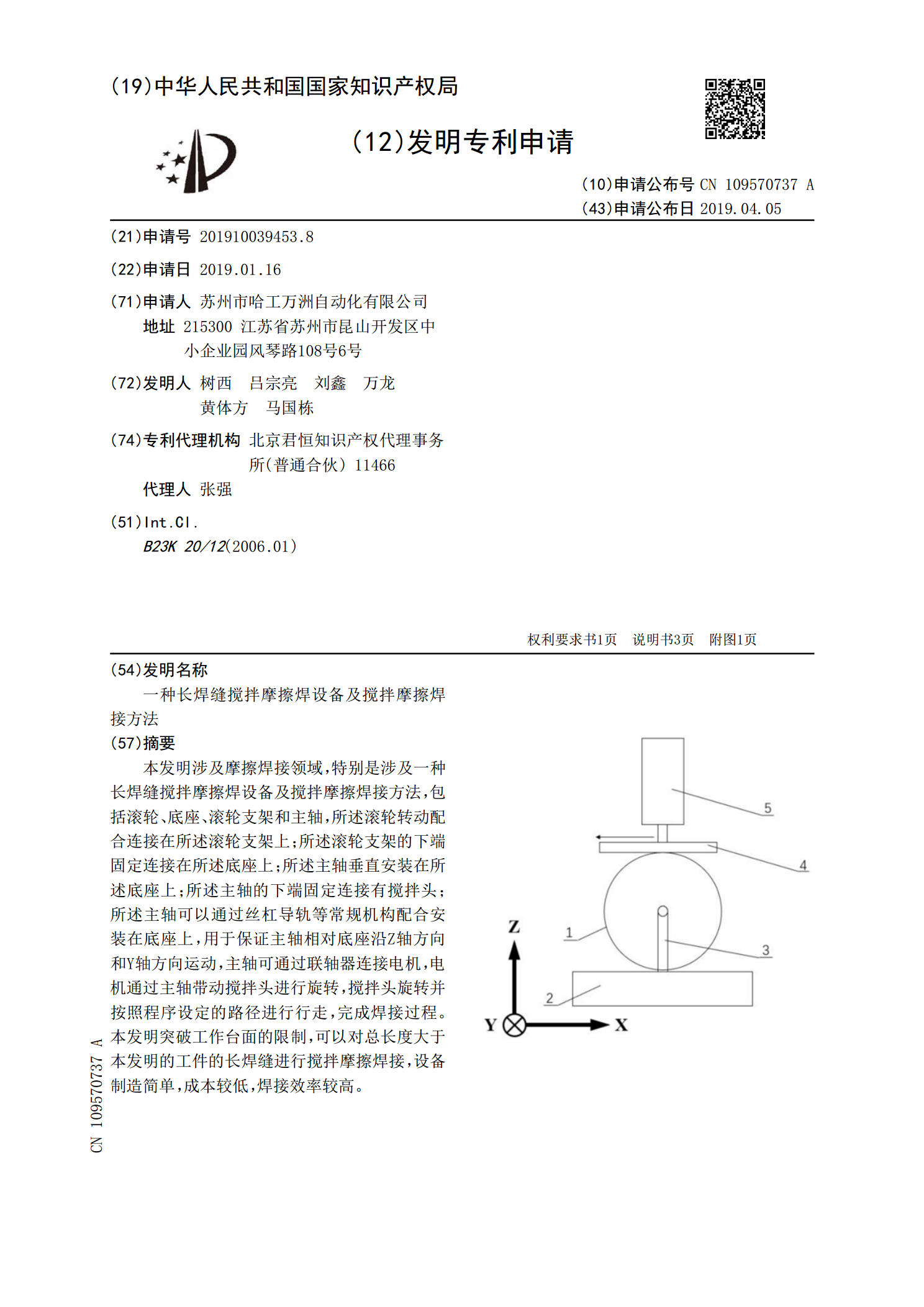
本发明涉及摩擦焊接领域,特别是涉及一种长焊缝搅拌摩擦焊设备及搅拌摩擦焊接方法,包括滚轮、底座、滚轮支架和主轴,所述滚轮转动配合连接在所述滚轮支架上;所述滚轮支架的下端固定连接在所述底座上;所述主轴垂直安装在所述底座上;所述主轴的下端固定连接有搅拌头;所述主轴可以通过丝杠导轨等常规机构配合安装在底座上,用于保证主轴相对底座沿Z轴方向和Y轴方向运动,主轴可通过联轴器连接电机,电机通过主轴带动搅拌头进行旋转,搅拌头旋转并按照程序设定的路径进行行走,完成焊接过程。本发明突破工作台面的限制,可以对总长度大于本发明的

铝钢搅拌摩擦焊对接焊缝组织及机理研究.docx
铝钢搅拌摩擦焊对接焊缝组织及机理研究摘要:搅拌摩擦焊(FrictionStirWelding,FSW)是一种有效的焊接技术,适用于铝合金和钢材的连接。本文通过对FSW试样的显微组织分析和热力学机理研究,探讨了铝钢搅拌摩擦焊对接焊缝的组织结构和形成机制。结果表明,FSW可以在铝钢焊缝处实现高质量的界面连接,焊接区域的组织结构呈现出完整的搅拌区、热影响区和母材区,铝钢原材料的微观结构在焊缝区域被有效地细化并得到了优化。关键词:搅拌摩擦焊;铝钢;对接焊缝;组织结构;形成机制一、引言随着工业制造水平的提升,越来越

一种用于搅拌摩擦焊的随焊挤压装置及其随焊挤压方法.pdf
本发明属于搅拌摩擦焊领域,具体地说是一种用于搅拌摩擦焊的随焊挤压装置及其随焊挤压方法,装置包括支座、支撑臂、施力弹簧和挤压轮,支座通过螺栓与搅拌摩擦焊机的静止轴套相连接,使该装置固定于焊机上;支撑臂呈L型,与施力弹簧一起,通过销轴与支座相连接;挤压轮连接在L型支撑臂的末端,通过主轴向下移动向被焊工件施加压力。采用本发明的随焊挤压装置焊接宽度较大或较小的金属板材,能够有效降低卡具的制造成本,简化焊前装卡过程,增大焊具的施焊空间,从而保证了焊缝的优质成形并拓宽了搅拌摩擦焊技术的应用范围。