
一种汽车轮罩检具.pdf

斌斌****公主


1/5

2/5
3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种汽车轮罩检具.pdf
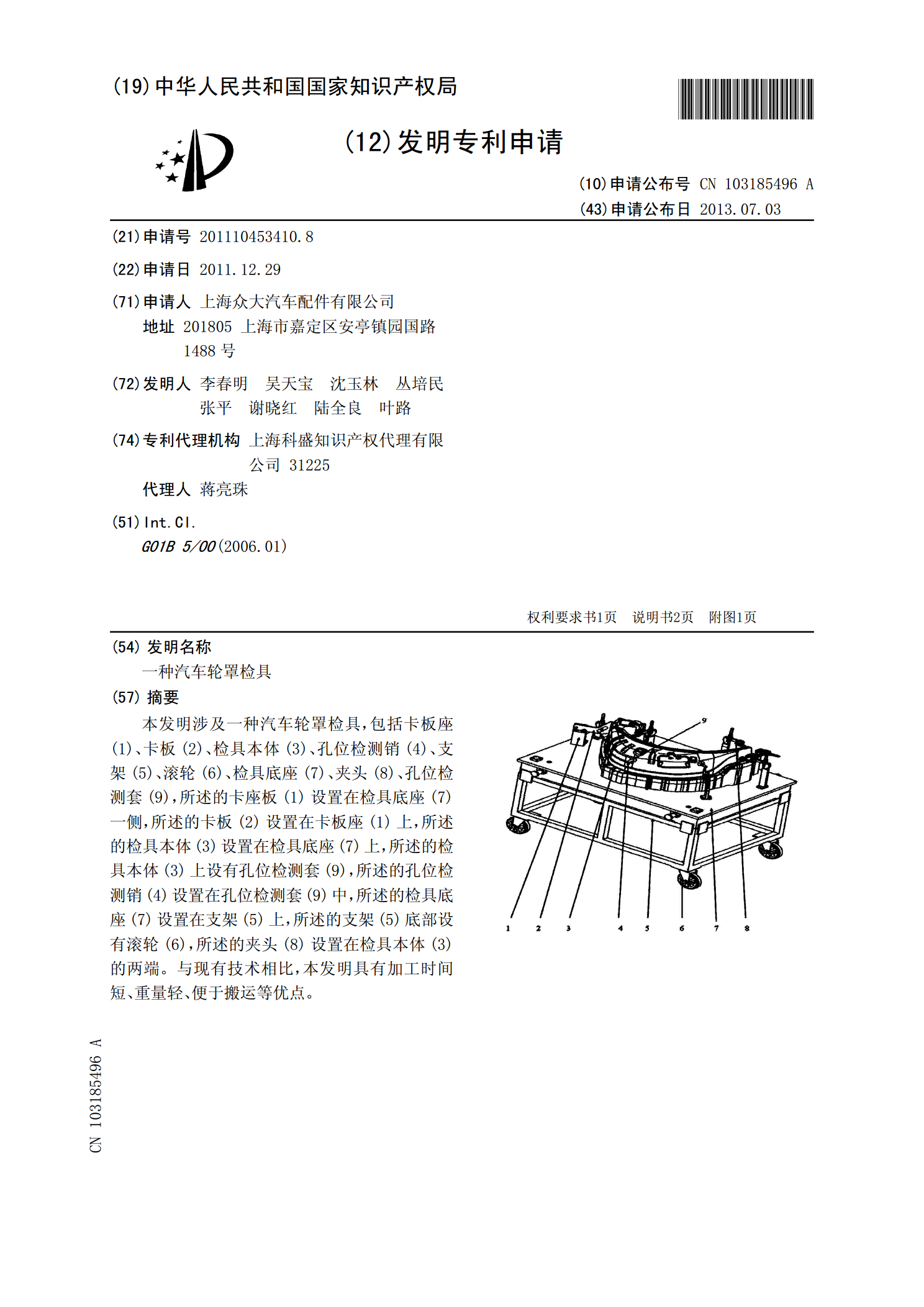
本发明涉及一种汽车轮罩检具,包括卡板座(1)、卡板(2)、检具本体(3)、孔位检测销(4)、支架(5)、滚轮(6)、检具底座(7)、夹头(8)、孔位检测套(9),所述的卡座板(1)设置在检具底座(7)一侧,所述的卡板(2)设置在卡板座(1)上,所述的检具本体(3)设置在检具底座(7)上,所述的检具本体(3)上设有孔位检测套(9),所述的孔位检测销(4)设置在孔位检测套(9)中,所述的检具底座(7)设置在支架(5)上,所述的支架(5)底部设有滚轮(6),所述的夹头(8)设置在检具本体(3)的两端。与现有技术
一种商用车轮罩检具.pdf
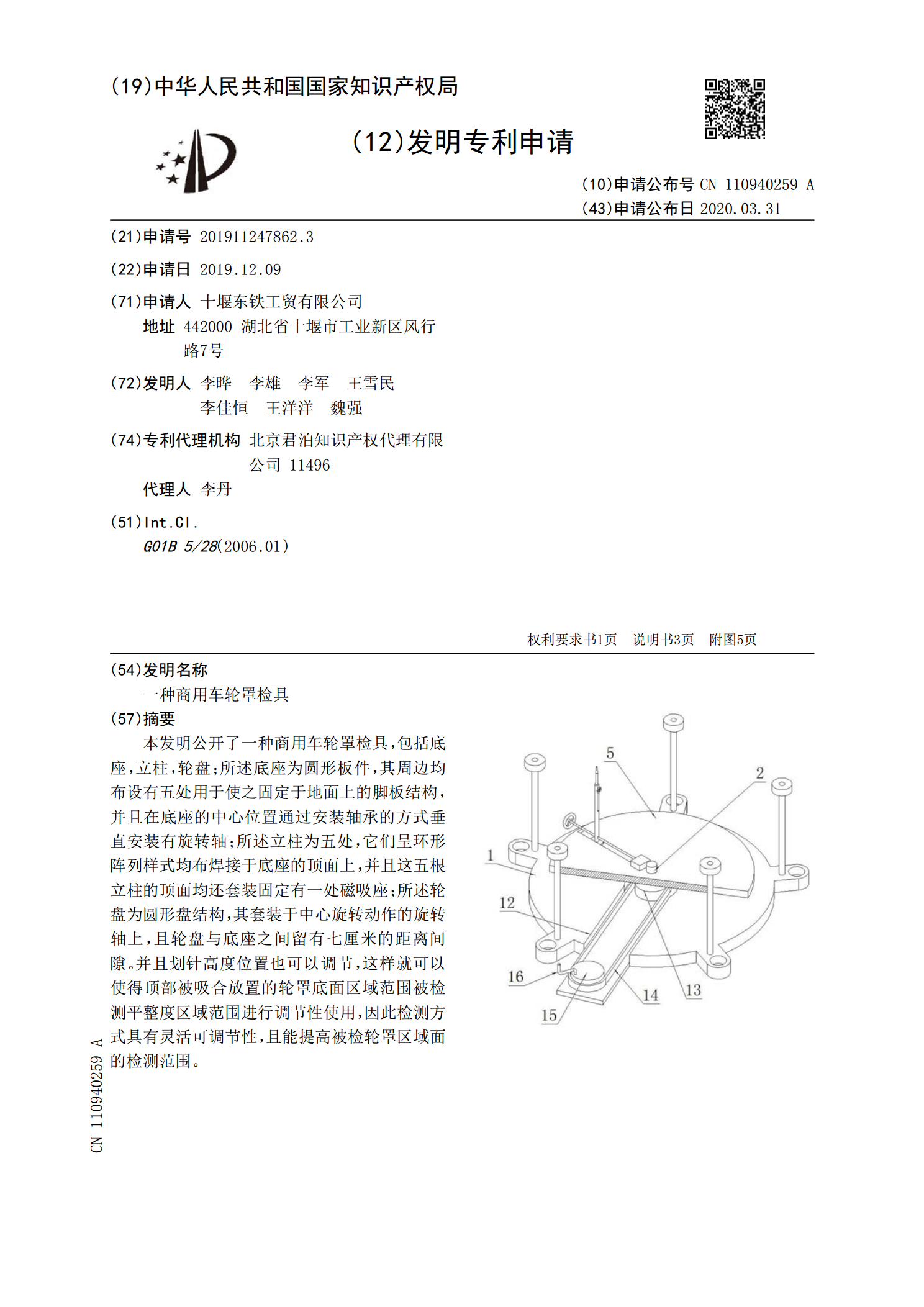
本发明公开了一种商用车轮罩检具,包括底座,立柱,轮盘;所述底座为圆形板件,其周边均布设有五处用于使之固定于地面上的脚板结构,并且在底座的中心位置通过安装轴承的方式垂直安装有旋转轴;所述立柱为五处,它们呈环形阵列样式均布焊接于底座的顶面上,并且这五根立柱的顶面均还套装固定有一处磁吸座;所述轮盘为圆形盘结构,其套装于中心旋转动作的旋转轴上,且轮盘与底座之间留有七厘米的距离间隙。并且划针高度位置也可以调节,这样就可以使得顶部被吸合放置的轮罩底面区域范围被检测平整度区域范围进行调节性使用,因此检测方式具有灵活可调
一种汽车轮罩总成的快速检具.pdf
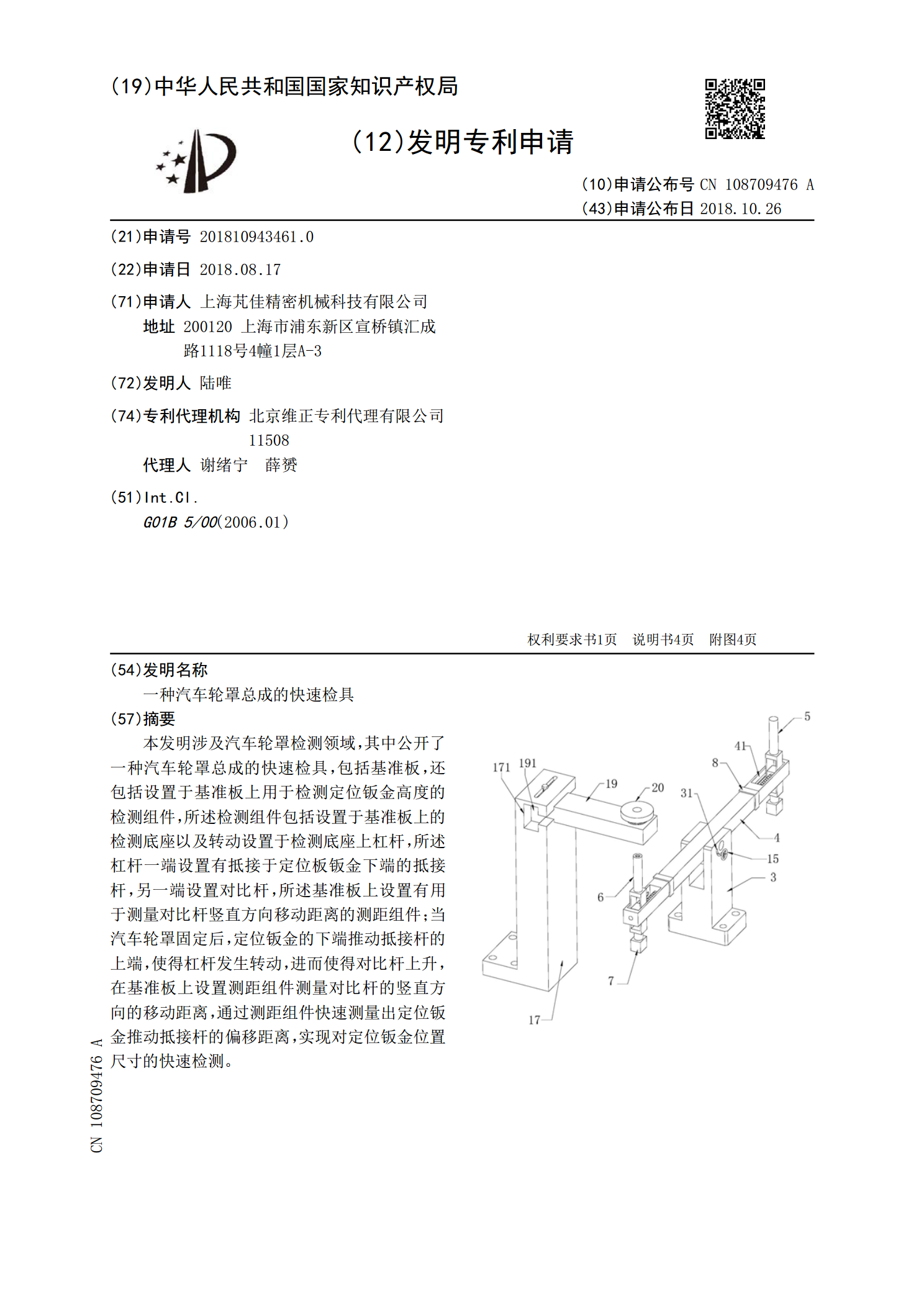
本发明涉及汽车轮罩检测领域,其中公开了一种汽车轮罩总成的快速检具,包括基准板,还包括设置于基准板上用于检测定位钣金高度的检测组件,所述检测组件包括设置于基准板上的检测底座以及转动设置于检测底座上杠杆,所述杠杆一端设置有抵接于定位板钣金下端的抵接杆,另一端设置对比杆,所述基准板上设置有用于测量对比杆竖直方向移动距离的测距组件;当汽车轮罩固定后,定位钣金的下端推动抵接杆的上端,使得杠杆发生转动,进而使得对比杆上升,在基准板上设置测距组件测量对比杆的竖直方向的移动距离,通过测距组件快速测量出定位钣金推动抵接杆的

一种汽车用前轮罩检具.pdf
一种汽车用前轮罩检具,包括底座(1),底座(1)上设有操作台,所述的操作台上安装有两个检测块组件及六个检测块,并通过这两个检测块组件及六个检测块围成产品检测口;在检测口内设有一个中部孔位检测座(10),其特征在于:所述的检测块组件、部分检测块与中部孔位检测座(10)上设有检测销安装孔;先将工作(15)放置在检测口上定位安装好,后使用检测销(12)锁入检测销安装孔中对待检测的孔进行孔位置度及孔径大小检测,后再使用止通规(13)检测工件(15)周边轮廓是否符合公差要求;本发明,操作简单、可成倍提高加工效率、减

一种微型汽车轮罩盛具.pdf
本发明公开了一种微型汽车轮罩盛具,包括底部安装有滚轮的盛具本体,所述盛具本体为在高度方向上水平间隔设置有多层承载层的长方体型框架结构;所述盛具本体在长度方向上的两个侧面,以及宽度方向上的一个侧面为阻挡面;其特征在于:所述多个承载层的支承面均为固定设置的金属网。本发明的推运起来更加轻便,且在转运过程能够有效降低防止轮罩因振动向外掉出,为轮罩的转运提供更大的保护。