
使用齿底成形铣刀的齿轮加工工艺.pdf

邻家****66


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

使用齿底成形铣刀的齿轮加工工艺.pdf
一种使用齿底成形铣刀的齿轮加工工艺,包括如下操作步骤:①齿轮毛坯铸造;②齿轮毛坯热处理;③外圆、端面、内孔粗车;④外圆齿面位置粗开齿;⑤整体时效震动;⑥齿轮各位置进行精车;⑦半精铣齿;齿底成形铣刀在完成齿底精加工的同时,对齿形的渐开线轮廓进行半精切削加工;⑧精滚齿;切削刀具对齿轮两侧渐开线齿面进行精滚削或精铣削加工。本发明齿轮加工工艺,可以减少齿形切削加工工序,提高切削加工速度,降低精铣齿、精滚齿的切削阻力,提高生产效率,尤其提高了齿轮精滚齿、精铣齿加工工序的速度、保证被加工齿轮具有稳定理想的加工质量。

齿轮齿底成形铣刀.pdf
一种齿轮齿底成形铣刀,包括铣刀刀体和硬质合金刀片,刀体的切削位置设置有容屑凹槽及硬质合金刀片装配凹槽;刀体上设置有装配轴孔、径向定位键槽、轮毂、容屑槽、刀片装配凹槽和固定刀片螺栓孔;硬质合金刀片通过螺钉固定在刀体凹槽上,刀片在完成齿底精加工的同时,对齿形的渐开线轮廓进行粗切削加工。本发明齿轮齿底成形铣刀,可以减少齿形切削加工工序,提高切削加工速度,降低精铣齿、精滚齿的切削阻力,提高生产效率,尤其提高了齿轮精滚齿、精铣齿加工工序的加工速度、保证被加工齿轮具有稳定理想的精度和质量。

一种用于内齿线齿轮加工的成形铣刀及方法.pdf
本发明公开了一种用于内齿线齿轮加工的成形铣刀及方法,包括:刀杆,所述刀杆用于铣刀的装夹;刀盘,所述刀盘固定设置于所述刀杆的底部;刀齿,所述刀齿呈内凹或外凸状,内凹形状的刀齿用于加工齿廓外凸形式的内齿线齿轮,外凸形状的刀齿用于加工齿廓内凹形式的内齿线齿轮,所述刀齿固定设置于所述刀盘的左右两端。本发明提出将成形铣刀的切削刃廓形与线齿轮的齿面母线共轭,并给出了铣削过程中铣刀的运动轨迹的数学关系式,本发明能够对齿面位于轮体内部的线齿轮具有较好的适应性,提高铣齿轮的加工效率并改善加工质量。

摆线齿轮成形磨齿工艺.docx
摆线齿轮成形磨齿工艺摆线齿轮是一种具有特殊齿形的齿轮,其齿形是由一条不断滚动在一个固定圆上的线段所形成的。摆线齿轮具有许多优点,例如具有更高的传动效率、更小的回转间隙、更平稳的传动特性等。因此,在工程应用中,摆线齿轮被广泛用于机床、汽车和航空航天等领域。成形磨齿是一种常用的加工方法,用于生产高精度的摆线齿轮。在摆线齿轮成形磨齿工艺中,首先需要制作磨齿刀具,然后使用磨齿刀具进行磨齿加工。整个过程需要优化每个步骤,以确保最终产品的质量和精度。摆线齿轮成形磨齿的工艺流程可以分为以下几个步骤:选材、设计、加工和检
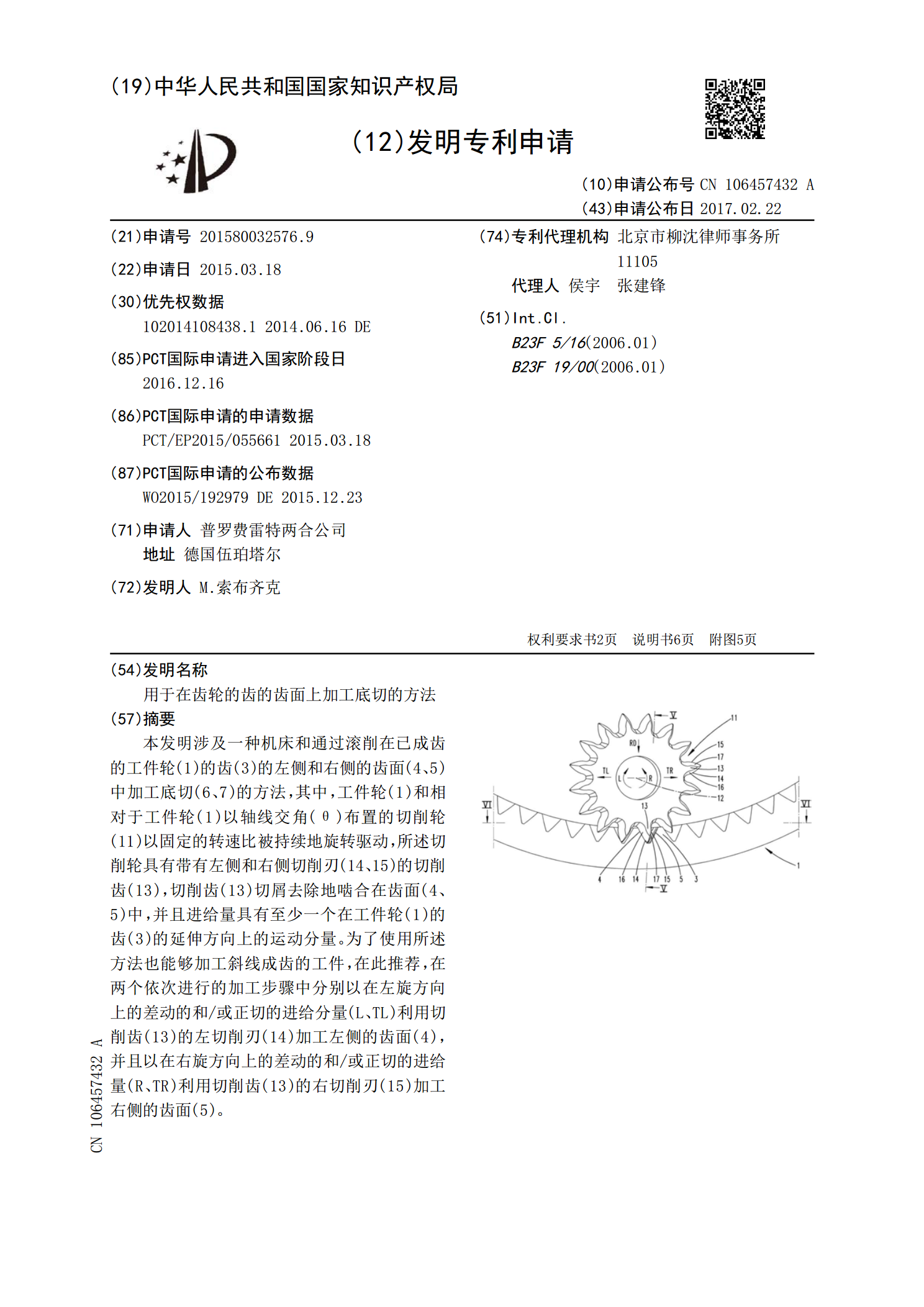
用于在齿轮的齿的齿面上加工底切的方法.pdf
本发明涉及一种机床和通过滚削在已成齿的工件轮(1)的齿(3)的左侧和右侧的齿面(4、5)中加工底切(6、7)的方法,其中,工件轮(1)和相对于工件轮(1)以轴线交角(θ)布置的切削轮(11)以固定的转速比被持续地旋转驱动,所述切削轮具有带有左侧和右侧切削刃(14、15)的切削齿(13),切削齿(13)切屑去除地啮合在齿面(4、5)中,并且进给量具有至少一个在工件轮(1)的齿(3)的延伸方向上的运动分量。为了使用所述方法也能够加工斜线成齿的工件,在此推荐,在两个依次进行的加工步骤中分别以在左旋方向上的差动的