
一种用于内齿线齿轮加工的成形铣刀及方法.pdf

Jo****31

1/8
2/8
3/8
4/8
5/8
6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种用于内齿线齿轮加工的成形铣刀及方法.pdf
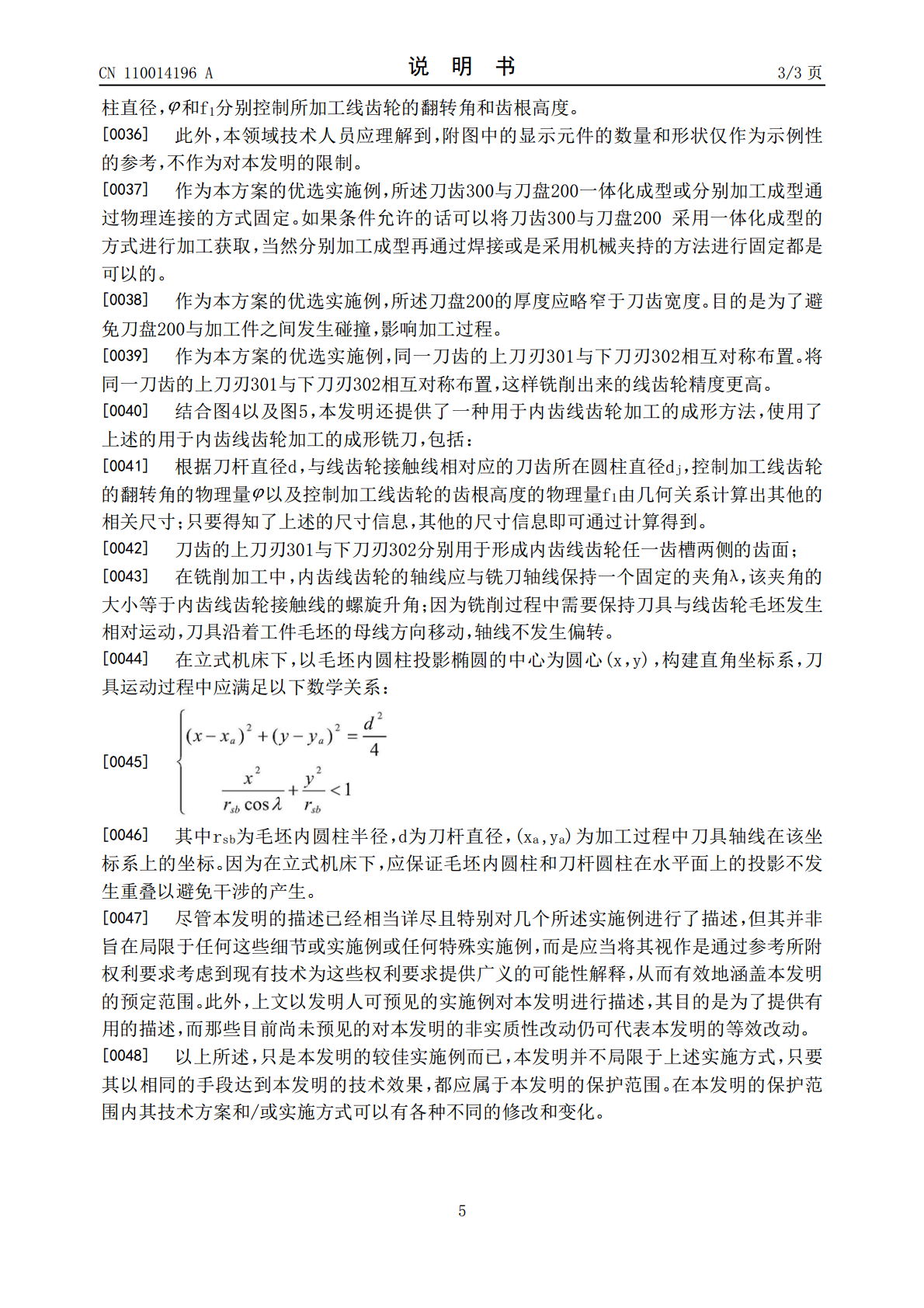
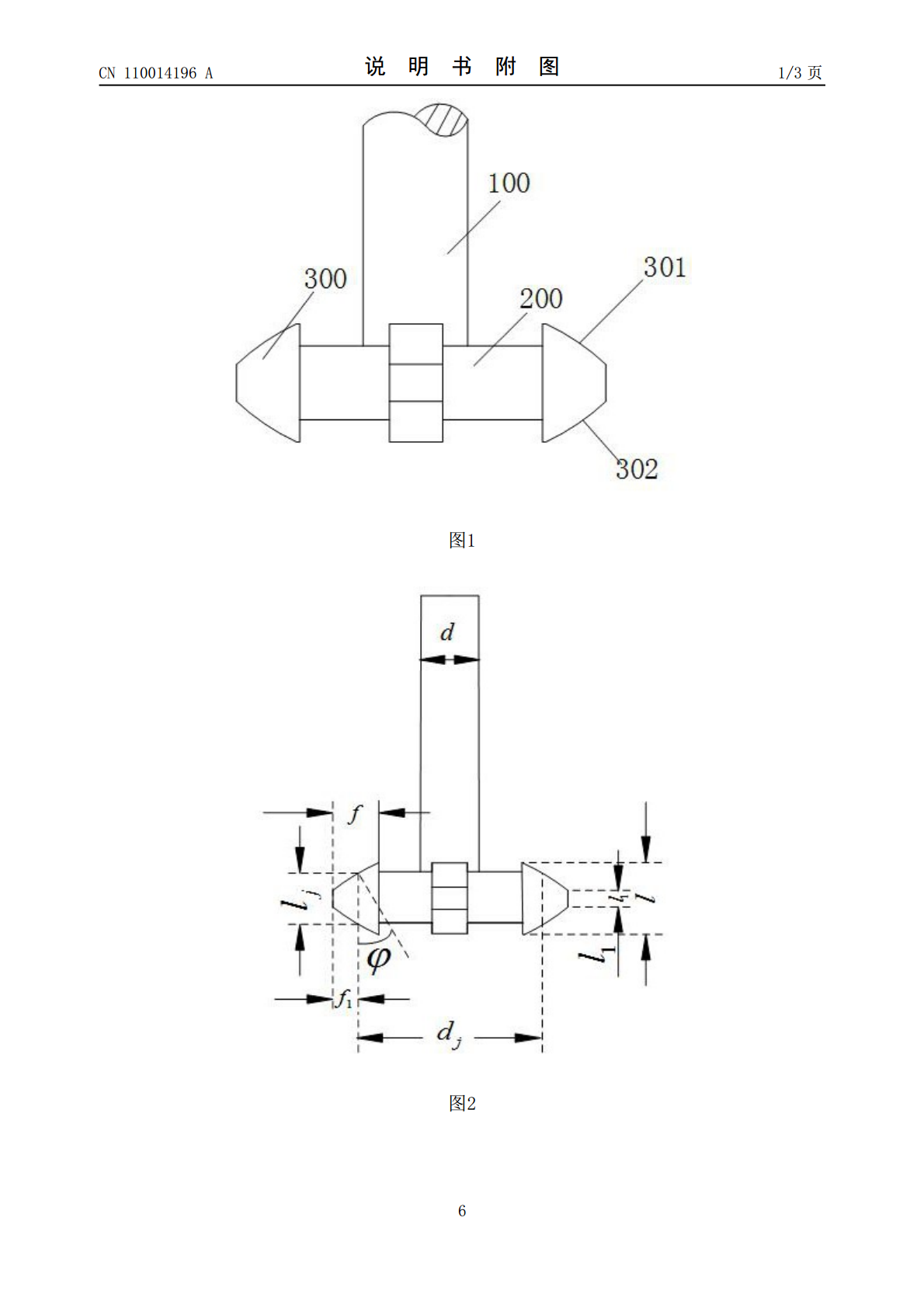
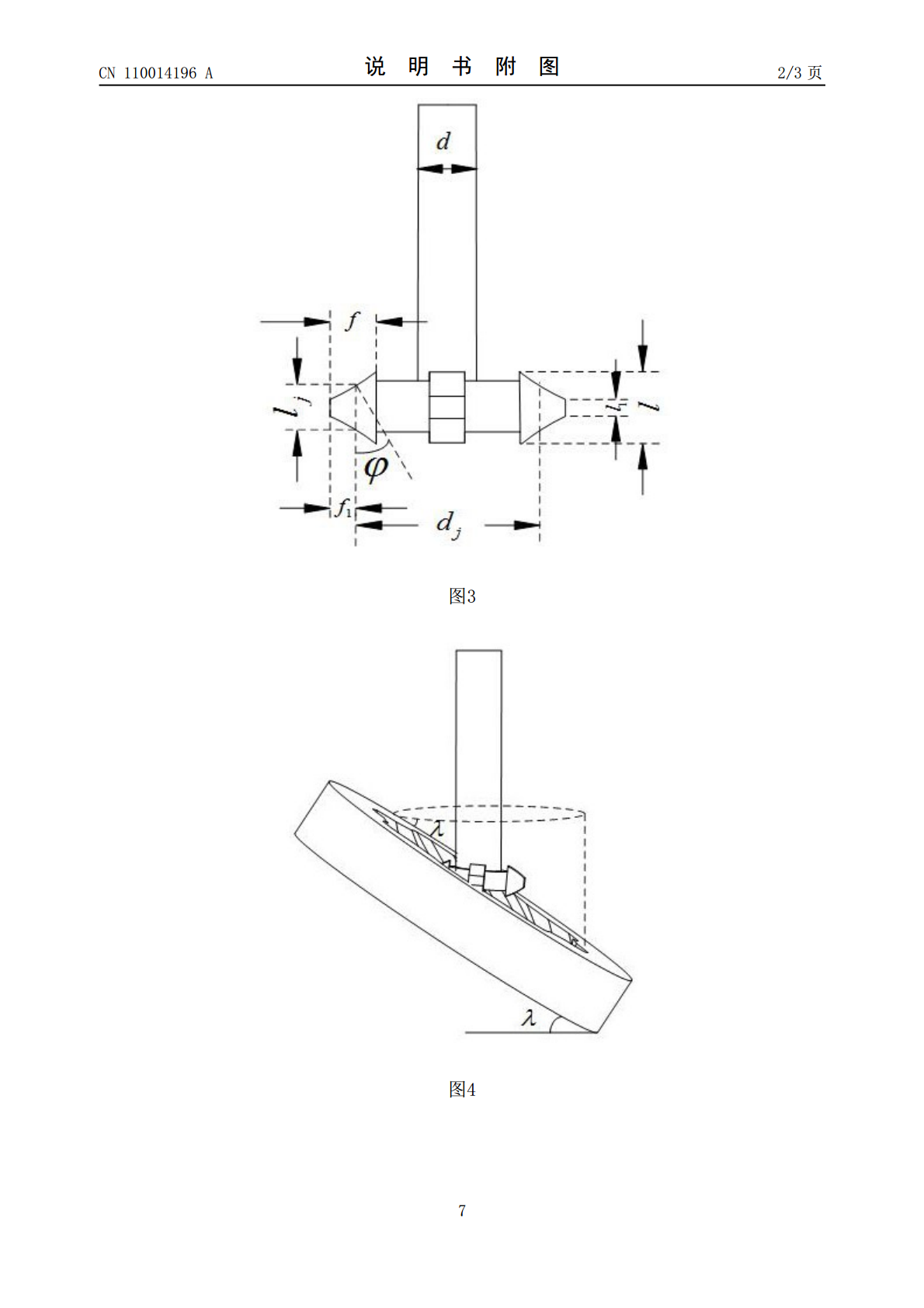
本发明公开了一种用于内齿线齿轮加工的成形铣刀及方法,包括:刀杆,所述刀杆用于铣刀的装夹;刀盘,所述刀盘固定设置于所述刀杆的底部;刀齿,所述刀齿呈内凹或外凸状,内凹形状的刀齿用于加工齿廓外凸形式的内齿线齿轮,外凸形状的刀齿用于加工齿廓内凹形式的内齿线齿轮,所述刀齿固定设置于所述刀盘的左右两端。本发明提出将成形铣刀的切削刃廓形与线齿轮的齿面母线共轭,并给出了铣削过程中铣刀的运动轨迹的数学关系式,本发明能够对齿面位于轮体内部的线齿轮具有较好的适应性,提高铣齿轮的加工效率并改善加工质量。
一种用于圆弧齿线圆柱内齿轮的加工机床及加工方法.pdf
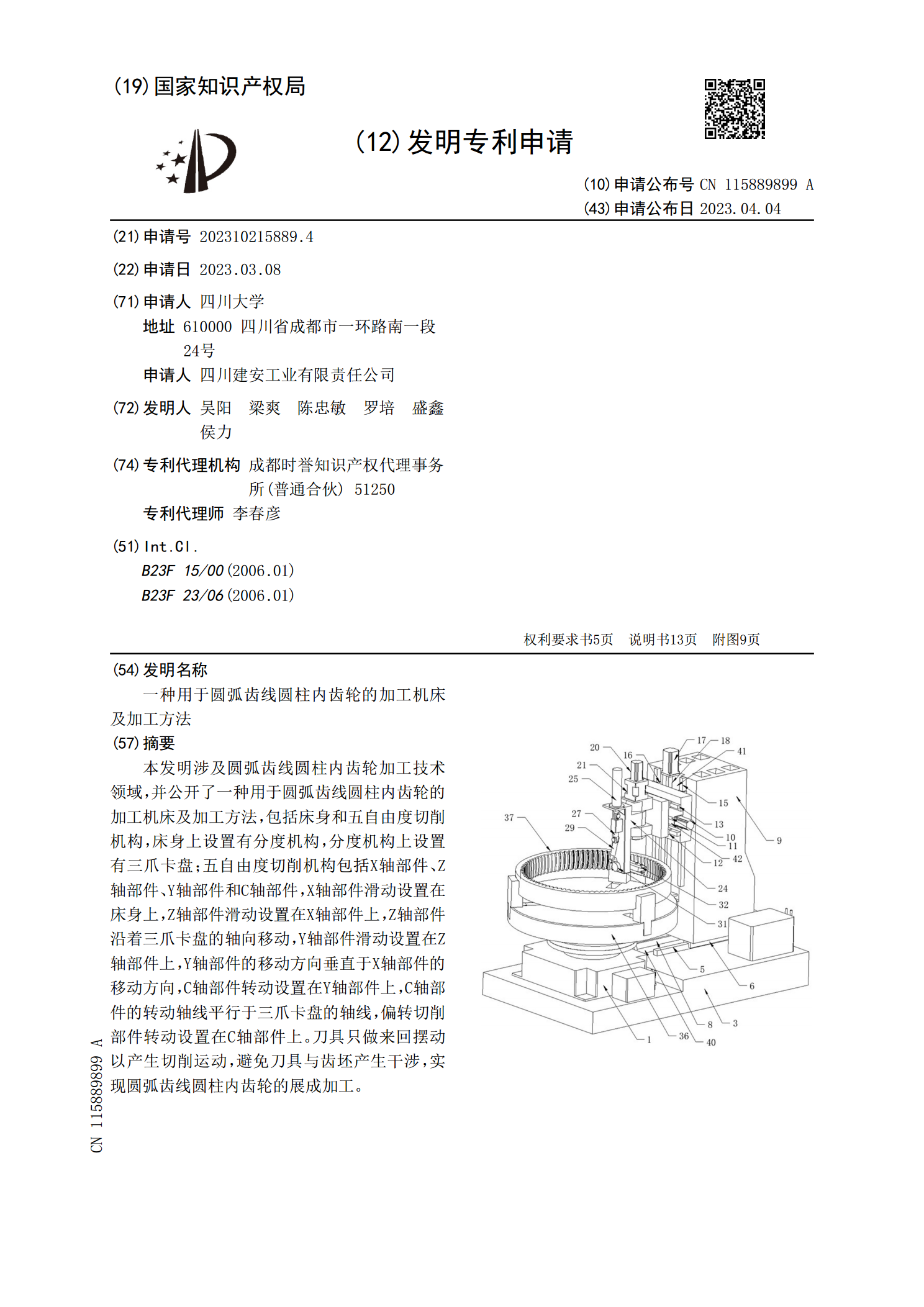
本发明涉及圆弧齿线圆柱内齿轮加工技术领域,并公开了一种用于圆弧齿线圆柱内齿轮的加工机床及加工方法,包括床身和五自由度切削机构,床身上设置有分度机构,分度机构上设置有三爪卡盘;五自由度切削机构包括X轴部件、Z轴部件、Y轴部件和C轴部件,X轴部件滑动设置在床身上,Z轴部件滑动设置在X轴部件上,Z轴部件沿着三爪卡盘的轴向移动,Y轴部件滑动设置在Z轴部件上,Y轴部件的移动方向垂直于X轴部件的移动方向,C轴部件转动设置在Y轴部件上,C轴部件的转动轴线平行于三爪卡盘的轴线,偏转切削部件转动设置在C轴部件上。刀具只做来

使用齿底成形铣刀的齿轮加工工艺.pdf
一种使用齿底成形铣刀的齿轮加工工艺,包括如下操作步骤:①齿轮毛坯铸造;②齿轮毛坯热处理;③外圆、端面、内孔粗车;④外圆齿面位置粗开齿;⑤整体时效震动;⑥齿轮各位置进行精车;⑦半精铣齿;齿底成形铣刀在完成齿底精加工的同时,对齿形的渐开线轮廓进行半精切削加工;⑧精滚齿;切削刀具对齿轮两侧渐开线齿面进行精滚削或精铣削加工。本发明齿轮加工工艺,可以减少齿形切削加工工序,提高切削加工速度,降低精铣齿、精滚齿的切削阻力,提高生产效率,尤其提高了齿轮精滚齿、精铣齿加工工序的速度、保证被加工齿轮具有稳定理想的加工质量。

一种用于内啮合齿轮泵中的内齿圈加工方法.pdf
本发明涉及一种用于内啮合齿轮泵中的内齿圈加工方法,属于机械加工技术领域。所述的加工方法包括以下步骤:选用氮化钢材料作为原料,经锯切,锻造后形成内齿圈毛坯;将内齿圈毛坯进行正火处理,正火处理的温度为930-950℃,保温时间为3-4小时,正火处理后空冷;将空冷后的内齿圈毛坯经过粗车,调质处理然后再经过精车、钻孔、去毛刺和退火处理;将退火处理后的内齿圈毛坯先后经过打磨、粗割、半精割、精割,保温处理后再进行离子氮化处理,最后经磨削后成型后得内齿圈产品。本发明内齿圈加工方法的加工工序简单,制得的内齿圈硬度高,可达

一种鼓形齿齿轮及加工方法和加工用铣刀.pdf
本发明公开了一种轮齿的齿形为渐变齿形角的鼓形齿齿轮,其特征是鼓形齿齿轮轮齿(14)的齿形为渐变齿形角齿形,轮齿(14)齿长方向为鼓形,轮齿(14)的径向剖面的齿形相同一致,齿根为全圆弧,其加工方法采用成形法加工齿形,在数控铣床上分齿加工,所用铣刀它包括刀体(8)、刀头(9),刀头(9)切削刃的形状与鼓形齿齿轮鼓形最大部位的齿槽(13)形状大小相同,切削刃包括渐开线段(10)、圆弧段(12),切削刃的顶端为全圆弧光滑连接,本发明设计的鼓形齿结构简单,加工方便,应用于齿轮联轴器,能保证鼓形齿轮齿与齿圈有良好的