
一种汽车用飞轮总成的齿圈毛坯成型设备.pdf

努力****星驰


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种汽车用飞轮总成的齿圈毛坯成型设备.pdf
本发明公开了一种汽车用飞轮总成的齿圈毛坯成型设备,包括机架,在机架上沿圆钢料进给方向,自进料端至成型出料端分别设置有定位导向机构、进给机构、折弯绕型机构以及切断机构,所述机架上还设有控制切断机构在单位时间内完成单个折弯绕形毛坯后及时切断的控制系统;所述折弯绕型机构由设于出料端、中心轴线低于进给轮组啮合水平线的折弯成型轮以及与所述折弯成型轮相配合并完成整圆绕形的绕形轮组成;所述切断机构由设于机架上并与所述绕形的整圆相切的剪切承压块及与所述剪切承压块剪切配合的切断刀组成,所述切断刀与动力装置相连;极大的降低了
一种飞轮及齿圈总成吊具.pdf
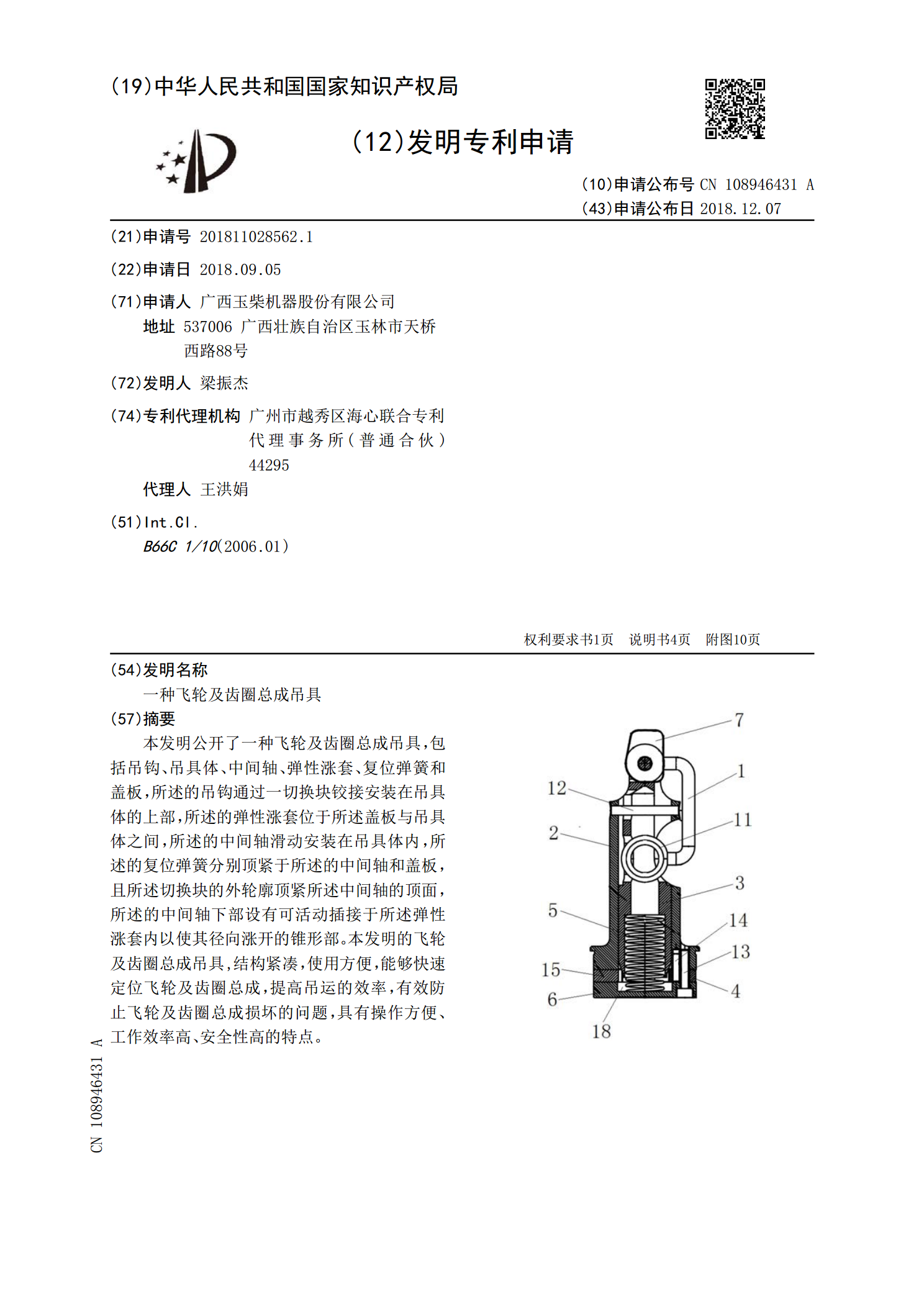
本发明公开了一种飞轮及齿圈总成吊具,包括吊钩、吊具体、中间轴、弹性涨套、复位弹簧和盖板,所述的吊钩通过一切换块铰接安装在吊具体的上部,所述的弹性涨套位于所述盖板与吊具体之间,所述的中间轴滑动安装在吊具体内,所述的复位弹簧分别顶紧于所述的中间轴和盖板,且所述切换块的外轮廓顶紧所述中间轴的顶面,所述的中间轴下部设有可活动插接于所述弹性涨套内以使其径向涨开的锥形部。本发明的飞轮及齿圈总成吊具,结构紧凑,使用方便,能够快速定位飞轮及齿圈总成,提高吊运的效率,有效防止飞轮及齿圈总成损坏的问题,具有操作方便、工作效率
一种飞轮总成压装齿圈装置.pdf
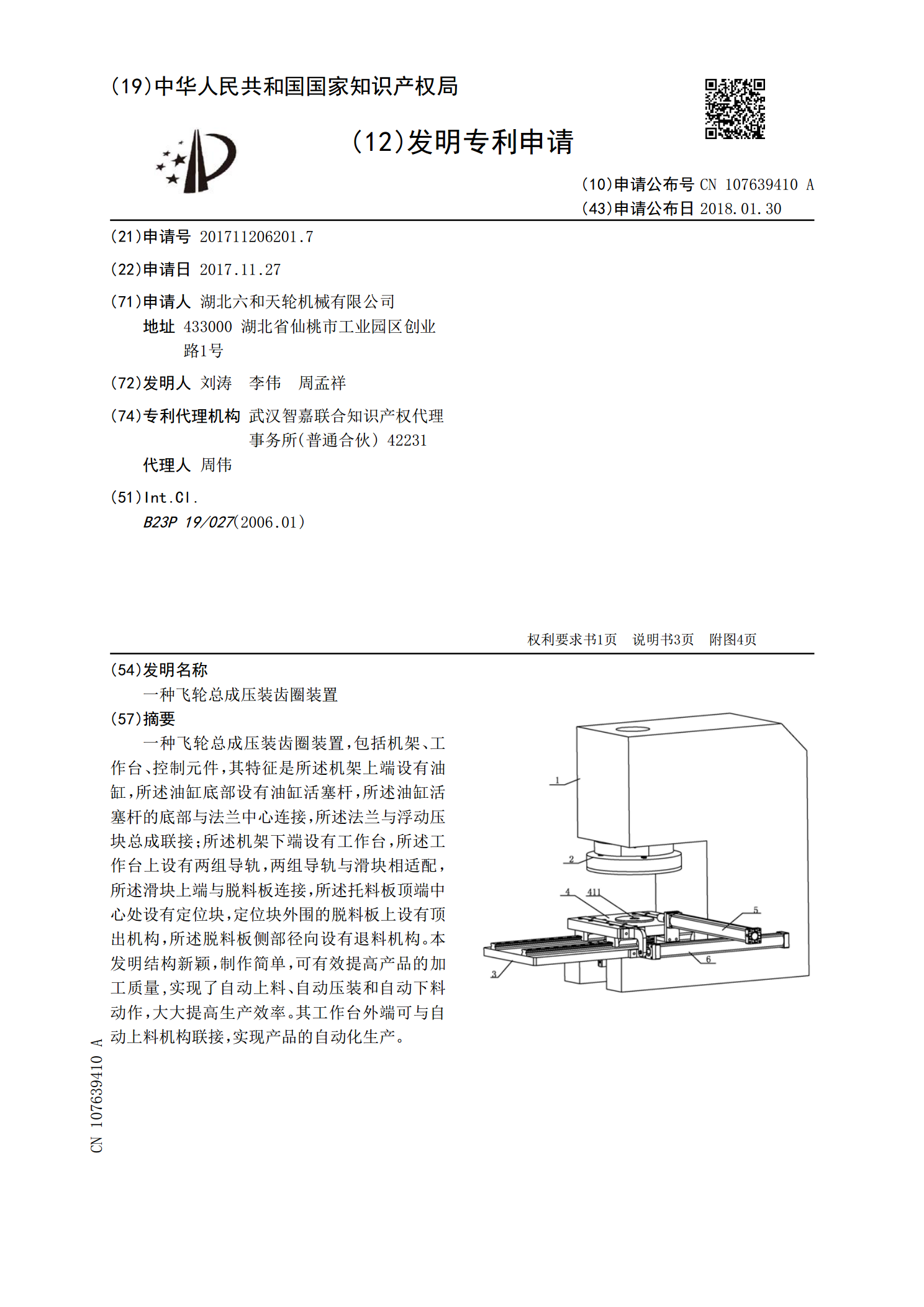
一种飞轮总成压装齿圈装置,包括机架、工作台、控制元件,其特征是所述机架上端设有油缸,所述油缸底部设有油缸活塞杆,所述油缸活塞杆的底部与法兰中心连接,所述法兰与浮动压块总成联接;所述机架下端设有工作台,所述工作台上设有两组导轨,两组导轨与滑块相适配,所述滑块上端与脱料板连接,所述托料板顶端中心处设有定位块,定位块外围的脱料板上设有顶出机构,所述脱料板侧部径向设有退料机构。本发明结构新颖,制作简单,可有效提高产品的加工质量,实现了自动上料、自动压装和自动下料动作,大大提高生产效率。其工作台外端可与自动上料机构

一种汽车飞轮总成.pdf
本发明公开一种汽车飞轮总成,包括挠性盘、齿圈和第一质量块,所述齿圈设置于所述挠性盘外周上,所述第一质量块设置于所述挠性盘的一侧盘体上。本发明提供的汽车飞轮总成,通过第一质量块增加挠性盘的质量,以增加挠性盘的惯量,与现有技术当中同类设计相比,具有不变更发动机与液力变矩器布局、不影响其他相关件布局的前提下,增加转动惯量,增加杠机的缓冲和振动能力;本发明所提供的汽车飞轮总成,便于维护和管理,同时采用普通材料,可方便的实现制造。
一种齿圈毛坯的加工设备与加工工艺.pdf
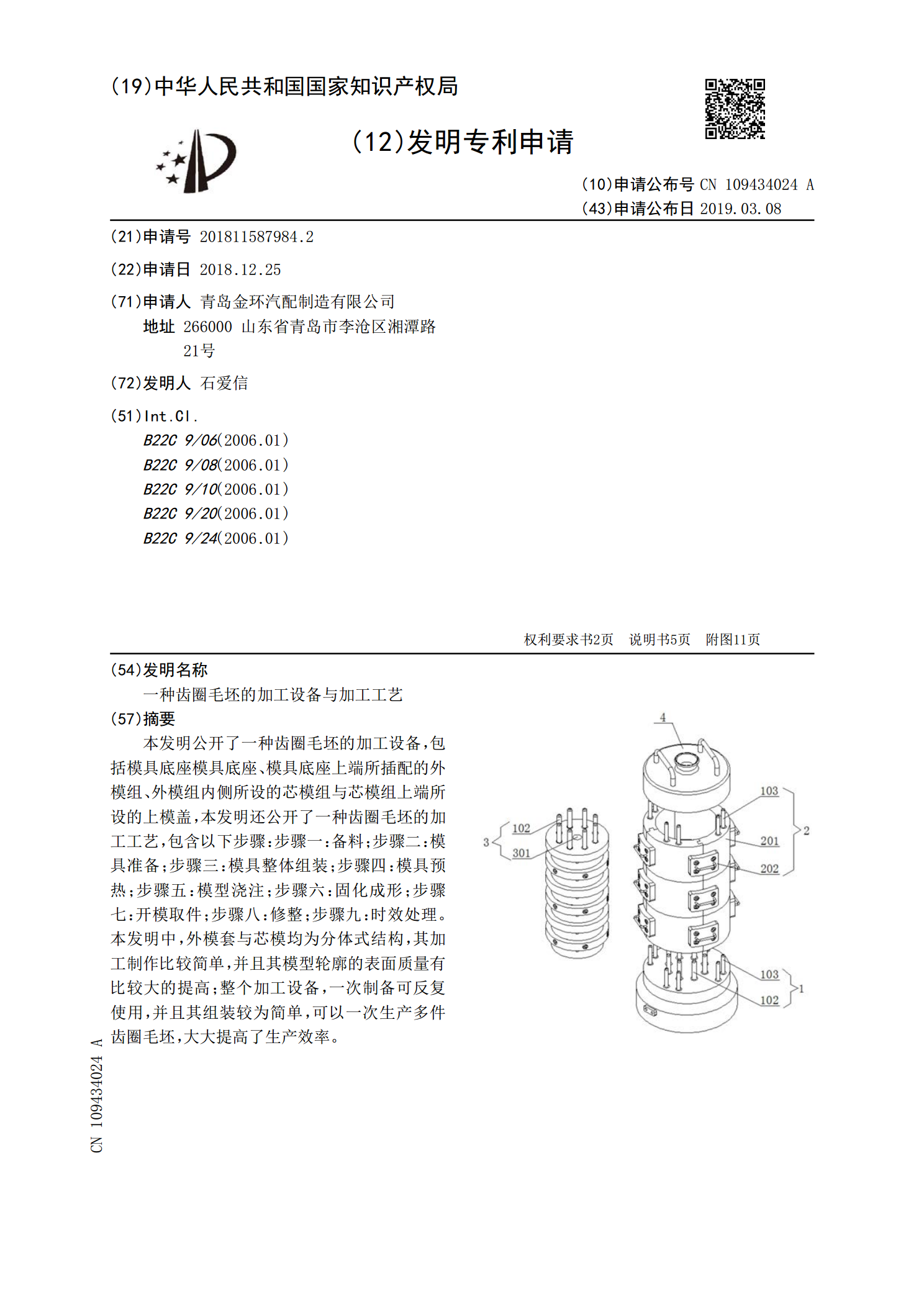
本发明公开了一种齿圈毛坯的加工设备,包括模具底座模具底座、模具底座上端所插配的外模组、外模组内侧所设的芯模组与芯模组上端所设的上模盖,本发明还公开了一种齿圈毛坯的加工工艺,包含以下步骤:步骤一:备料;步骤二:模具准备;步骤三:模具整体组装;步骤四:模具预热;步骤五:模型浇注;步骤六:固化成形;步骤七:开模取件;步骤八:修整;步骤九:时效处理。本发明中,外模套与芯模均为分体式结构,其加工制作比较简单,并且其模型轮廓的表面质量有比较大的提高;整个加工设备,一次制备可反复使用,并且其组装较为简单,可以一次生产多