
磨削圆柱形工件的夹持方法.docx

快乐****蜜蜂


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

磨削圆柱形工件的夹持方法.docx
磨削圆柱形工件的夹持方法磨削圆柱形工件的夹持方法摘要:磨削圆柱形工件是机械加工中常见的一种工艺,工件的夹持方法对于磨削操作的精度和效果具有重要的影响。本文将介绍几种常见的夹持方法,包括机械夹紧、气动夹紧和真空吸附等方法,并分析各种方法的优缺点以及适用范围。通过对工件夹持方法的研究和实践应用,可以有效提高磨削的质量和效率。关键词:磨削、圆柱形工件、夹持方法、机械夹紧、气动夹紧、真空吸附一、引言磨削是一种通过研磨材料的方法来加工工件表面,以获得更高的精度和光洁度。而圆柱形工件是磨削加工中常见的一种,如轴、套筒
磨削工件夹持辅助机构.pdf
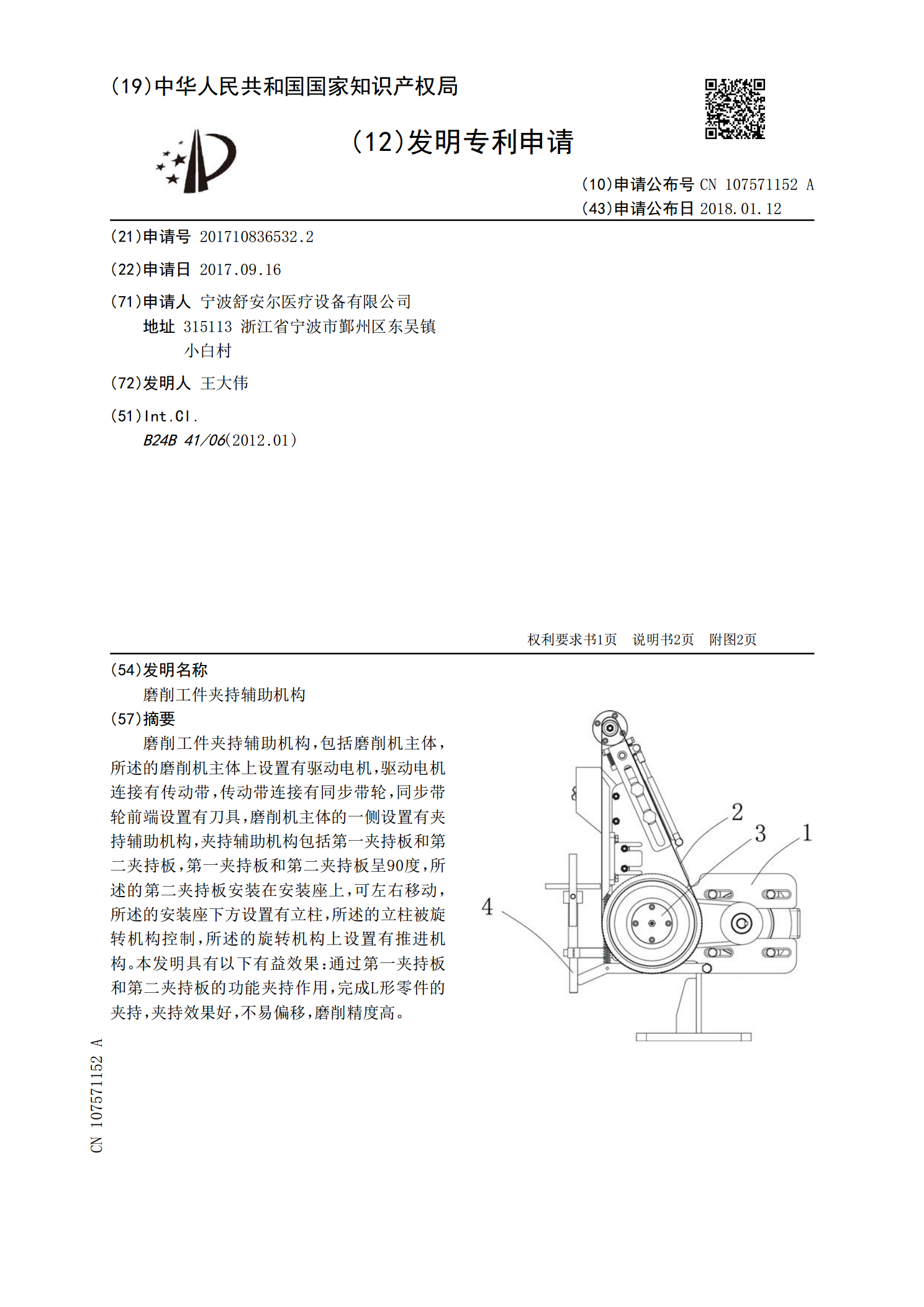
磨削工件夹持辅助机构,包括磨削机主体,所述的磨削机主体上设置有驱动电机,驱动电机连接有传动带,传动带连接有同步带轮,同步带轮前端设置有刀具,磨削机主体的一侧设置有夹持辅助机构,夹持辅助机构包括第一夹持板和第二夹持板,第一夹持板和第二夹持板呈90度,所述的第二夹持板安装在安装座上,可左右移动,所述的安装座下方设置有立柱,所述的立柱被旋转机构控制,所述的旋转机构上设置有推进机构。本发明具有以下有益效果:通过第一夹持板和第二夹持板的功能夹持作用,完成L形零件的夹持,夹持效果好,不易偏移,磨削精度高。

工件内孔磨削气悬浮定位夹持装置.pdf
本发明提供了一种工件内孔磨削气悬浮定位夹持装置,包括安装在内圆磨床工作台上的磨夹具底座,磨夹具底座上装有夹持装置底座和带动夹持装置底座回转轴旋转的驱动电机,于夹持装置底座上的轴套孔中装有轴套,于轴套两端分别装入前后轴承,回转轴经间隙环和止推板装于后轴承的外端,装在回转轴上的止推板后端装有后盖;所述的轴套、后轴承、间隙环、止推板和后盖上,设有由后盖进气嘴连通的压缩空气气道,前后轴承的轴承体上设有与轴套压缩空气气道连通的通气孔;后盖外端的回转轴上还装有由驱动电机带动的皮带轮,回转轴端头安装的拉紧螺钉贯穿回转轴
用于在夹持状态下磨削工件的外轮廓和内轮廓的方法和磨床.pdf
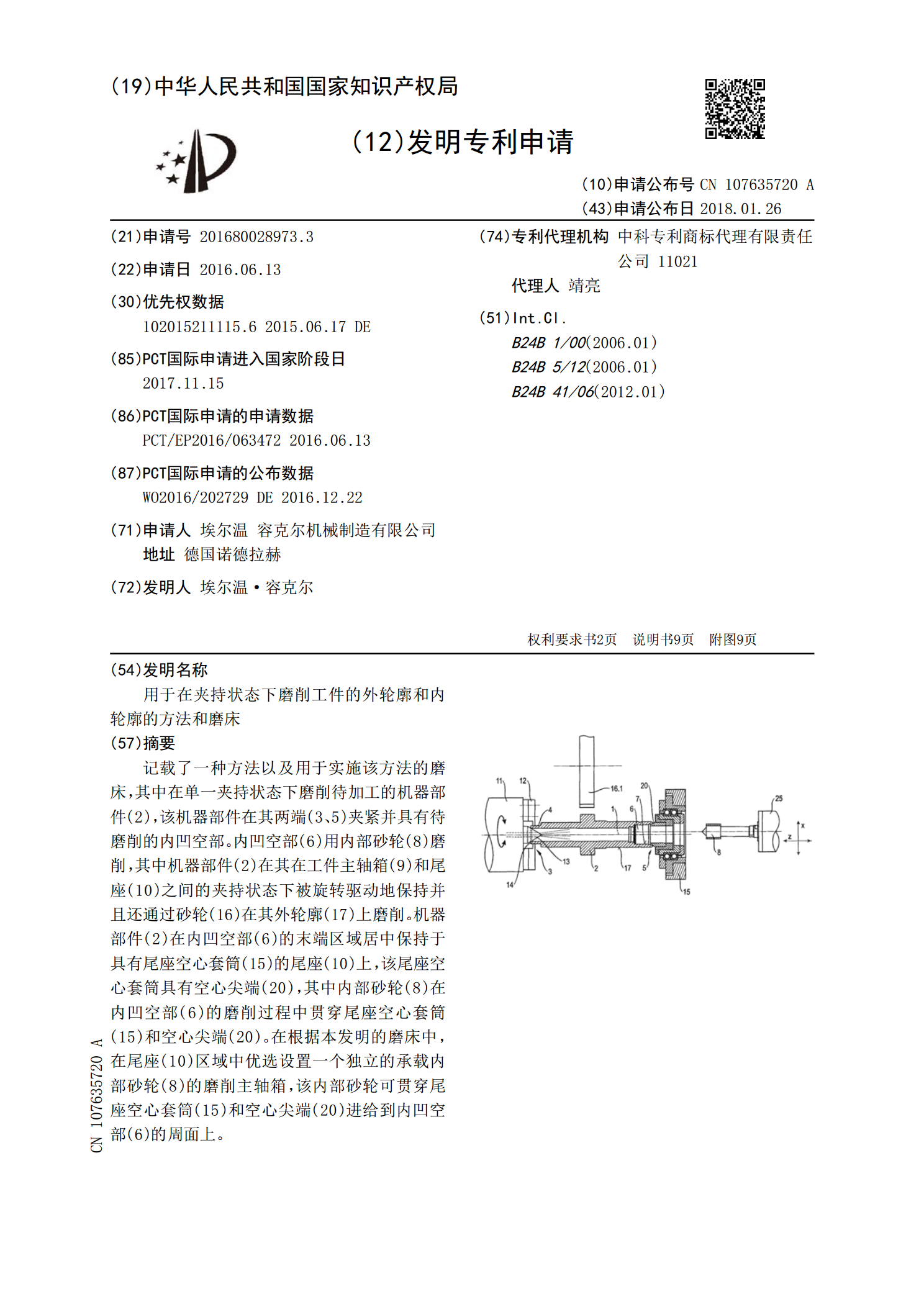
记载了一种方法以及用于实施该方法的磨床,其中在单一夹持状态下磨削待加工的机器部件(2),该机器部件在其两端(3、5)夹紧并具有待磨削的内凹空部。内凹空部(6)用内部砂轮(8)磨削,其中机器部件(2)在其在工件主轴箱(9)和尾座(10)之间的夹持状态下被旋转驱动地保持并且还通过砂轮(16)在其外轮廓(17)上磨削。机器部件(2)在内凹空部(6)的末端区域居中保持于具有尾座空心套筒(15)的尾座(10)上,该尾座空心套筒具有空心尖端(20),其中内部砂轮(8)在内凹空部(6)的磨削过程中贯穿尾座空心套筒(15

陶瓷工件的磨削方法.pdf
一种陶瓷工件的磨削方法,包括如下步骤:S1、初始化控制系统,使磨床的砂轮组件在X轴方向位于若干呈直线排列的陶瓷工件的一端,此时所述砂轮的位置定义为初始位置;S2、启动控制系统,控制所述砂轮转动,控制所述砂轮或承载若干陶瓷工件的工作台自初始位置沿X轴方向移动以对若干个陶瓷工件的加工面进行第一次磨削加工;S3、改变所述砂轮组件在Z轴方向位置增加切削量,重复步骤S2对所述陶瓷工件的加工面进行再次磨削,直至多次切削量之和等于预定磨削厚度。本申请磨削方法使加工后的陶瓷工件拥有更优的平面度。