
工件内孔磨削气悬浮定位夹持装置.pdf

梅雪****67


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

工件内孔磨削气悬浮定位夹持装置.pdf
本发明提供了一种工件内孔磨削气悬浮定位夹持装置,包括安装在内圆磨床工作台上的磨夹具底座,磨夹具底座上装有夹持装置底座和带动夹持装置底座回转轴旋转的驱动电机,于夹持装置底座上的轴套孔中装有轴套,于轴套两端分别装入前后轴承,回转轴经间隙环和止推板装于后轴承的外端,装在回转轴上的止推板后端装有后盖;所述的轴套、后轴承、间隙环、止推板和后盖上,设有由后盖进气嘴连通的压缩空气气道,前后轴承的轴承体上设有与轴套压缩空气气道连通的通气孔;后盖外端的回转轴上还装有由驱动电机带动的皮带轮,回转轴端头安装的拉紧螺钉贯穿回转轴
内凸台工件夹持装置.pdf
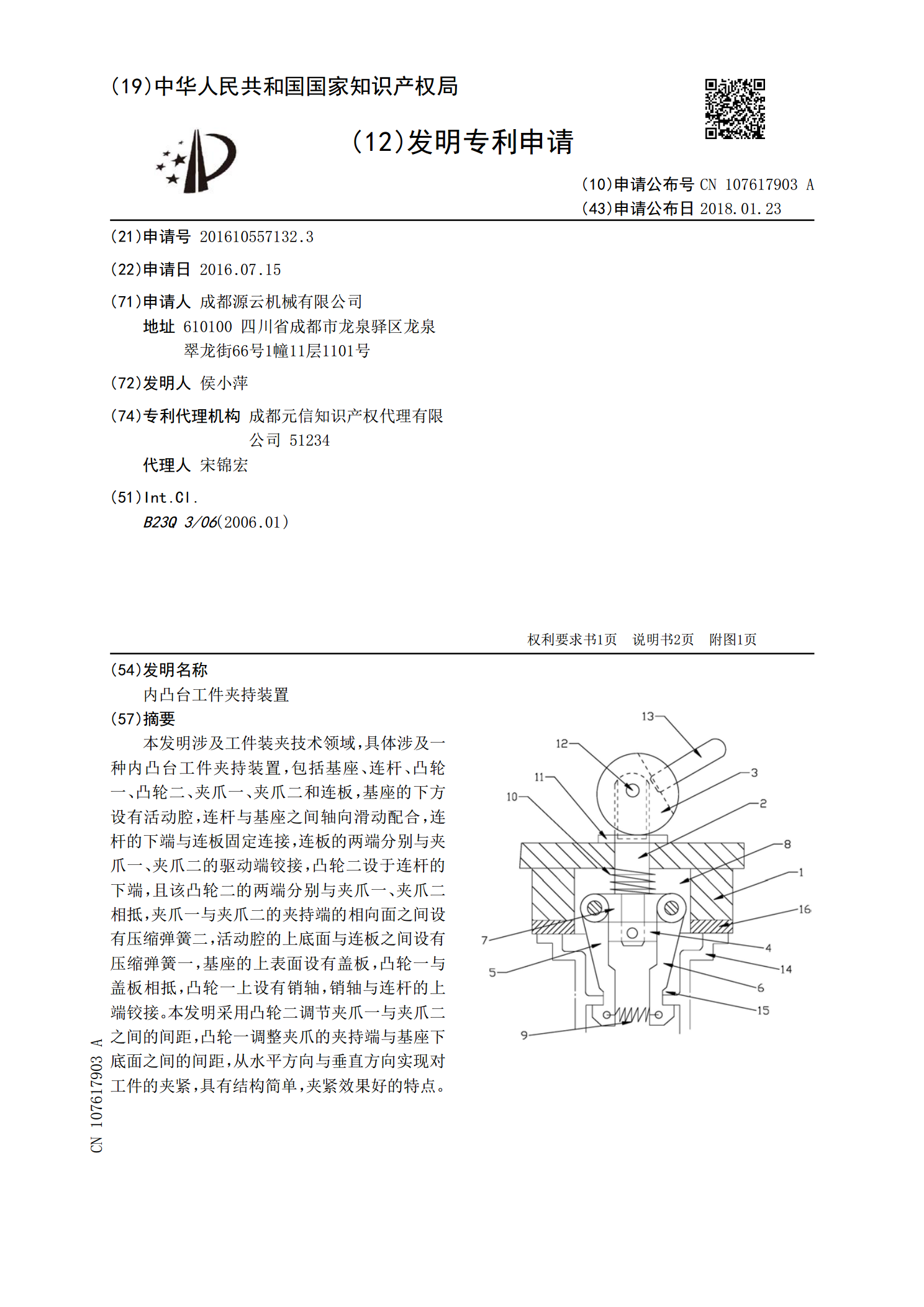
本发明涉及工件装夹技术领域,具体涉及一种内凸台工件夹持装置,包括基座、连杆、凸轮一、凸轮二、夹爪一、夹爪二和连板,基座的下方设有活动腔,连杆与基座之间轴向滑动配合,连杆的下端与连板固定连接,连板的两端分别与夹爪一、夹爪二的驱动端铰接,凸轮二设于连杆的下端,且该凸轮二的两端分别与夹爪一、夹爪二相抵,夹爪一与夹爪二的夹持端的相向面之间设有压缩弹簧二,活动腔的上底面与连板之间设有压缩弹簧一,基座的上表面设有盖板,凸轮一与盖板相抵,凸轮一上设有销轴,销轴与连杆的上端铰接。本发明采用凸轮二调节夹爪一与夹爪二之间的间

螺纹加工机床工件定位夹持装置.pdf
本发明公开了一种螺纹加工机床工件定位夹持装置,它由带内腔的支座、位于支座上平面的运行机构和位于支座腔体内的传动机构组成。运行机构是由两个开口相对的V形卡爪和左、右两个拖板组成,形成一对可开合的钳口;传动机构位于支座的内腔中,由一个固定在支座内腔的一侧气动马达、一套啮合安装在支座内腔中心的大小齿轮、一个左旋滚珠丝杠副和一个右旋滚珠丝杠副组成,小齿轮与马达轴套接,两个滚珠丝杠副轴插接在大齿轮内孔中,滚珠螺母分别与左、右拖板固联。该装置具有外圆自动定位和自适应夹持与保护功能,能跟随刀具切削运动而平稳随动,使刀具
磨削工件夹持辅助机构.pdf
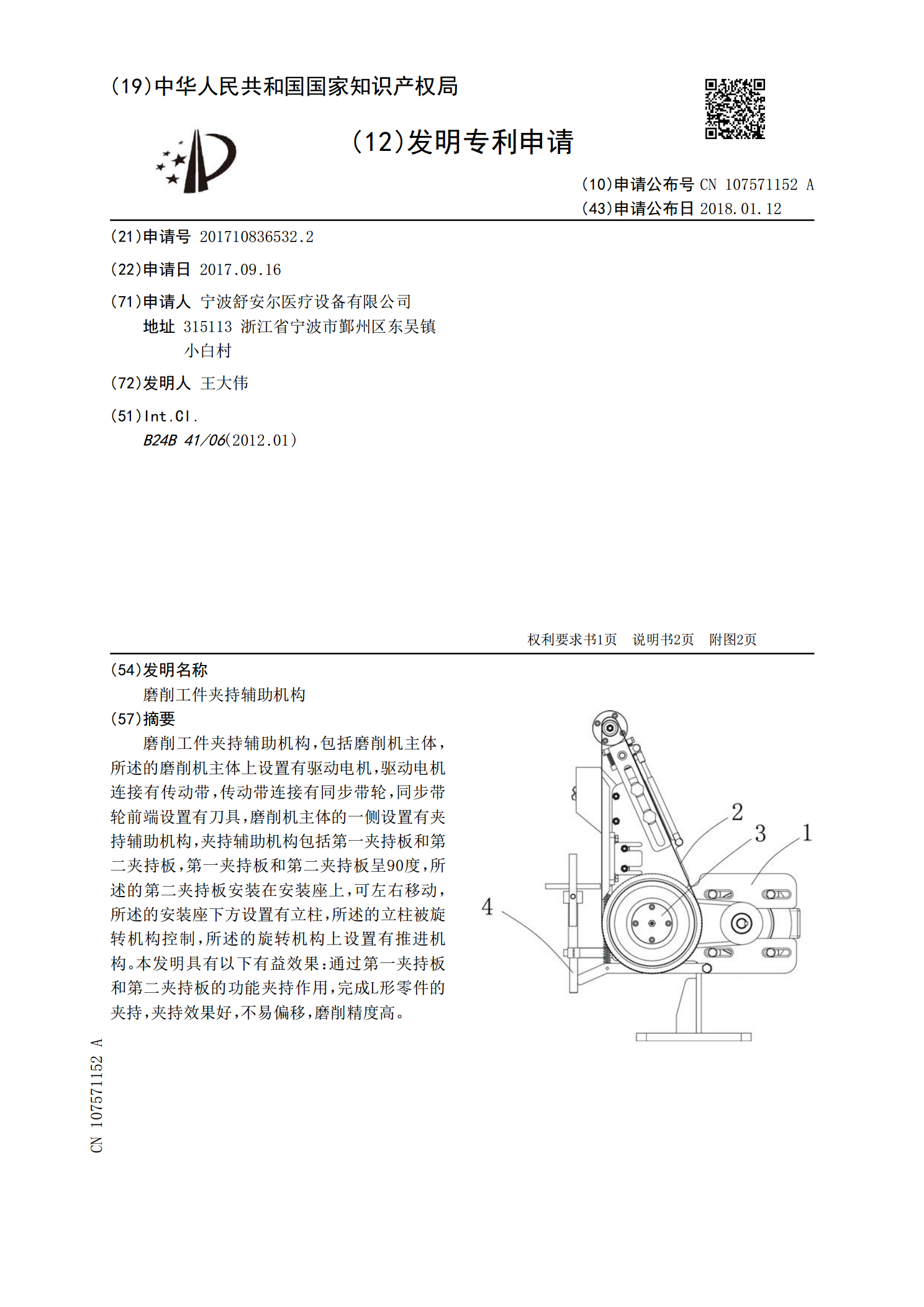
磨削工件夹持辅助机构,包括磨削机主体,所述的磨削机主体上设置有驱动电机,驱动电机连接有传动带,传动带连接有同步带轮,同步带轮前端设置有刀具,磨削机主体的一侧设置有夹持辅助机构,夹持辅助机构包括第一夹持板和第二夹持板,第一夹持板和第二夹持板呈90度,所述的第二夹持板安装在安装座上,可左右移动,所述的安装座下方设置有立柱,所述的立柱被旋转机构控制,所述的旋转机构上设置有推进机构。本发明具有以下有益效果:通过第一夹持板和第二夹持板的功能夹持作用,完成L形零件的夹持,夹持效果好,不易偏移,磨削精度高。

磨削圆柱形工件的夹持方法.docx
磨削圆柱形工件的夹持方法磨削圆柱形工件的夹持方法摘要:磨削圆柱形工件是机械加工中常见的一种工艺,工件的夹持方法对于磨削操作的精度和效果具有重要的影响。本文将介绍几种常见的夹持方法,包括机械夹紧、气动夹紧和真空吸附等方法,并分析各种方法的优缺点以及适用范围。通过对工件夹持方法的研究和实践应用,可以有效提高磨削的质量和效率。关键词:磨削、圆柱形工件、夹持方法、机械夹紧、气动夹紧、真空吸附一、引言磨削是一种通过研磨材料的方法来加工工件表面,以获得更高的精度和光洁度。而圆柱形工件是磨削加工中常见的一种,如轴、套筒