
一种内冷式螺旋钻头坯料成型机.pdf

思洁****爱吗


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种内冷式螺旋钻头坯料成型机.pdf
本发明公开了一种内冷式螺旋钻头坯料成型机,包括电机、主轴和卡盘,扭轮架滑动支撑在床身的导轨上且与主轴上的卡盘相对,两个相同的扭轮分别套设在两个扭轮轴上,此扭轮轴转动支撑在扭轮架的侧板孔中,两个相同且啮合的齿轮分别套设在所述扭轮轴上,一绳轮套设在所述两个扭轮轴中的一个轴上,所述扭轮的周面上设有截面形状与钻头坯料沟背相配的槽,扭轮设有缺口,在一个扭轮的端面上设有挡板与扭轮架上的限位块相对。本发明用于成型螺旋沟背沟槽的钻头坯料。
深孔双螺旋内冷钻头.pdf
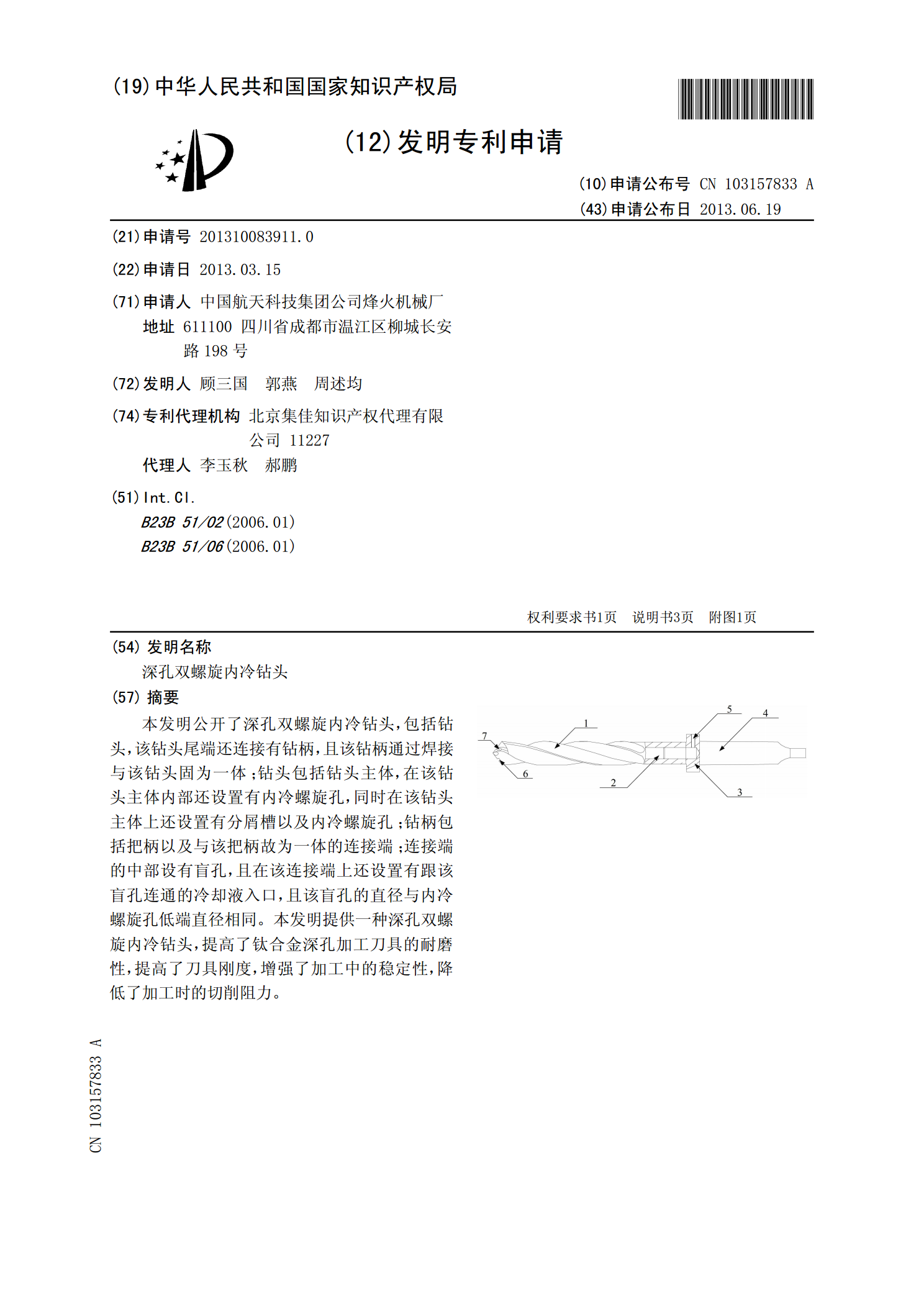
本发明公开了深孔双螺旋内冷钻头,包括钻头,该钻头尾端还连接有钻柄,且该钻柄通过焊接与该钻头固为一体;钻头包括钻头主体,在该钻头主体内部还设置有内冷螺旋孔,同时在该钻头主体上还设置有分屑槽以及内冷螺旋孔;钻柄包括把柄以及与该把柄故为一体的连接端;连接端的中部设有盲孔,且在该连接端上还设置有跟该盲孔连通的冷却液入口,且该盲孔的直径与内冷螺旋孔低端直径相同。本发明提供一种深孔双螺旋内冷钻头,提高了钛合金深孔加工刀具的耐磨性,提高了刀具刚度,增强了加工中的稳定性,降低了加工时的切削阻力。

一种内冷钻头.pdf
本发明公开了一种内冷钻头,设置刀刃,所述刀刃的端部设置钻尖,按钻头顶角角度,钻尖包括径向依次对接的第一分段钻尖和第二分段钻尖;第一分段钻尖角度θ1=90±10°,第二分段钻尖角度θ2=140±10°。解决了钻加工孔底挤屑、排屑不畅的问题;降低了孔底挤屑难以去除及去除不干净有残留的风险,提高了零件质量;提高了刀具寿命,单次刃磨加工由2000件左右提高至3000件左右;单把刀具价格降低了16.4%,加工该处单件成本降低了79.5%。
一种内冷螺旋孔棒料成型方法.pdf
本发明公开了一种内冷螺旋孔棒料成型方法,其步骤包括:将各种原料粉末配制成混合料,以PEG为成型剂,以乙醇为湿磨介质在湿磨机中进行研磨,研磨后的混合料进行喷雾干燥;制备好的混合料,按照棒材的外形尺寸和规格要求,设计制作模具,通过等静压成型工艺压制成型,然后通过半成品磨削加工得到棒材成品所需的毛坯;以氢气为载体,在真空烧结炉中把压坯中的成型剂PEG进行脱除,氢气和PEG蒸汽被燃烧为水蒸气和CO

内螺旋花键冷挤模具.pdf
本发明涉及一种内螺旋花键冷挤模具,包括上模及下模,所述上模包括上模座及安装在所述上模座内的花键凸模,所述下模包括下模座及固定在所述下模座内的下凹模,所述下凹模的下面设置有顶出机构;所述上模座内固定有凸模外套,所述凸模外套内可转动地安装有所述花键凸模。本发明中的凸模可作自由旋转运动,在挤压过程中凸模可随凸模螺旋线方向旋转从而挤压成型内螺旋线花键;本发明充分发挥冷挤技术完成对盲孔、半盲孔工艺结构的内螺旋花键工件的挤压成形,解决了切削加工无法完成的工艺结构,工艺简单,加工精度高。