
基于蜗杆砂轮的面齿轮磨齿加工方法.pdf

运升****魔王


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

基于蜗杆砂轮的面齿轮磨齿加工方法.pdf
一种基于蜗杆砂轮的面齿轮磨齿加工方法,包括面齿轮28、蜗杆砂轮21、直齿轮30和修整蜗杆的砂轮片22。其特征是:在加工过程中面齿轮28以恒定的转速Wf绕Z-f旋转,蜗杆砂轮21以恒定的转速Ww绕Zw旋转,直齿轮以恒定的转速绕Wc绕Zc轴旋转,砂轮片22以恒定的转速绕Wt绕Xt轴旋转。在旋转过程中,蜗杆砂轮齿面磨削掉与其相接触的面齿轮齿面,达到磨削加工面齿轮的效果。同时蜗杆砂轮21沿着面齿轮的齿宽Xf方向做直线进给,直至加工完面齿轮的整个齿廓。该方法可以实现对面齿轮齿面的高精度创成,达到面齿轮高精度加工的效
基于圆柱齿轮蜗杆磨齿机床的面齿轮磨齿加工方法.pdf
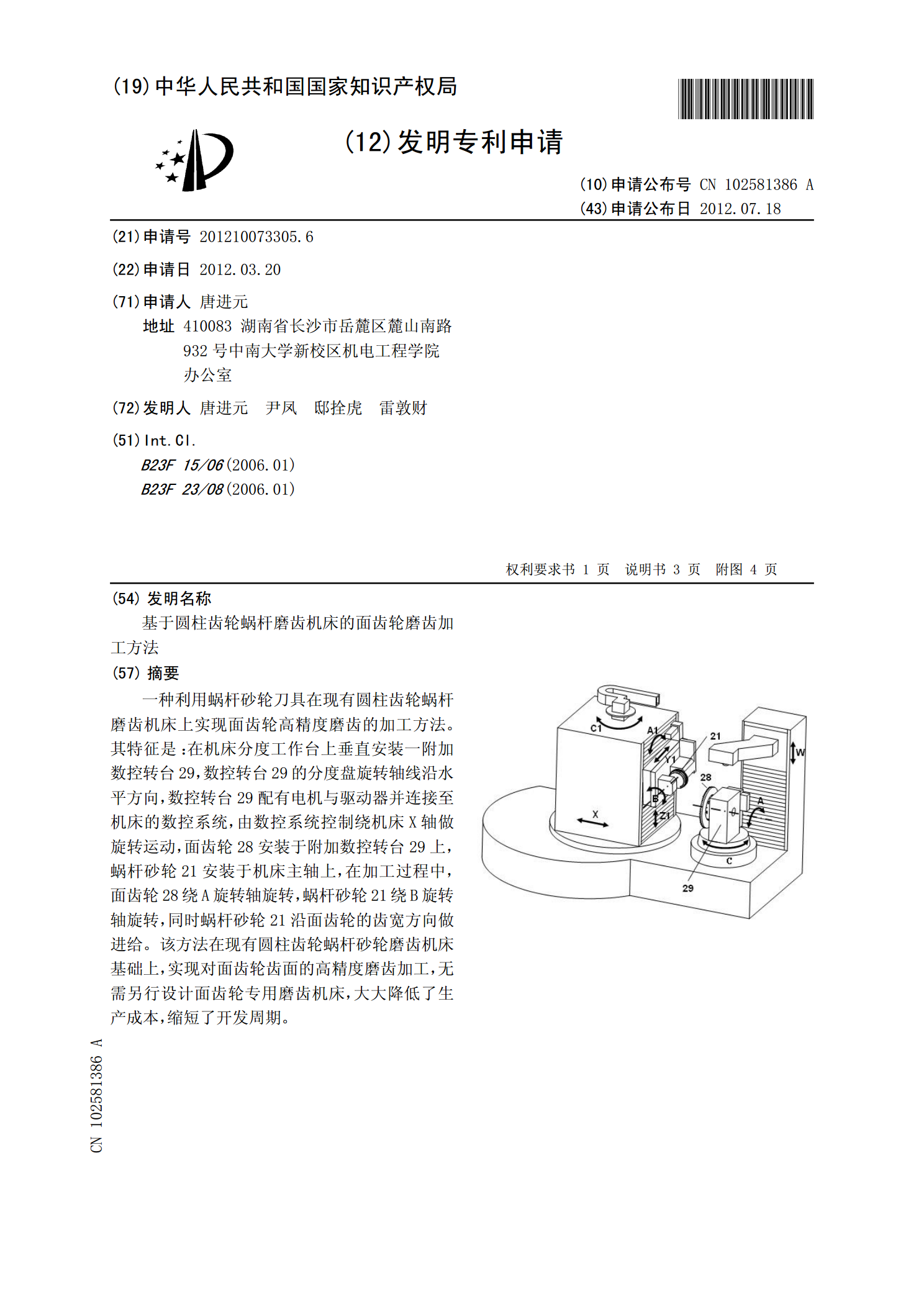
一种利用蜗杆砂轮刀具在现有圆柱齿轮蜗杆磨齿机床上实现面齿轮高精度磨齿的加工方法。其特征是:在机床分度工作台上垂直安装一附加数控转台29,数控转台29的分度盘旋转轴线沿水平方向,数控转台29配有电机与驱动器并连接至机床的数控系统,由数控系统控制绕机床X轴做旋转运动,面齿轮28安装于附加数控转台29上,蜗杆砂轮21安装于机床主轴上,在加工过程中,面齿轮28绕A旋转轴旋转,蜗杆砂轮21绕B旋转轴旋转,同时蜗杆砂轮21沿面齿轮的齿宽方向做进给。该方法在现有圆柱齿轮蜗杆砂轮磨齿机床基础上,实现对面齿轮齿面的高精度磨
数控蜗杆砂轮磨齿机床扩展磨头及其加工齿轮的方法.pdf
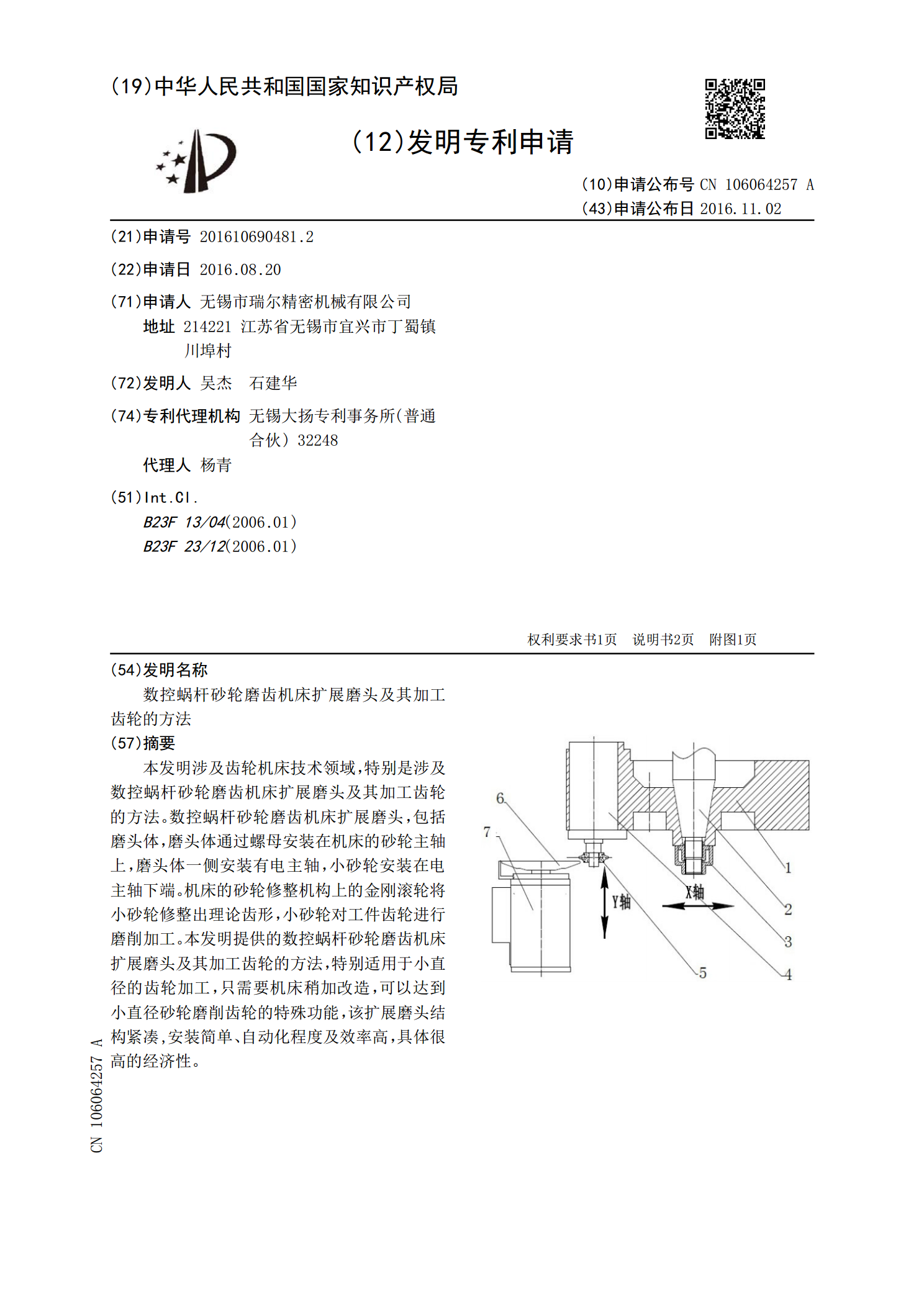
本发明涉及齿轮机床技术领域,特别是涉及数控蜗杆砂轮磨齿机床扩展磨头及其加工齿轮的方法。数控蜗杆砂轮磨齿机床扩展磨头,包括磨头体,磨头体通过螺母安装在机床的砂轮主轴上,磨头体一侧安装有电主轴,小砂轮安装在电主轴下端。机床的砂轮修整机构上的金刚滚轮将小砂轮修整出理论齿形,小砂轮对工件齿轮进行磨削加工。本发明提供的数控蜗杆砂轮磨齿机床扩展磨头及其加工齿轮的方法,特别适用于小直径的齿轮加工,只需要机床稍加改造,可以达到小直径砂轮磨削齿轮的特殊功能,该扩展磨头结构紧凑,安装简单、自动化程度及效率高,具体很高的经济性

蜗杆砂轮磨齿面扭曲补偿方法.pdf
本发明属于齿轮的制造领域,涉及一种蜗杆砂轮磨齿面扭曲补偿方法,解决带有齿向修形斜齿轮磨削过程中的齿面扭曲问题。区别于标准的蜗杆砂轮修整过程,本发明中的修整运动需附加金刚滚轮的偏转运动,并改变砂轮的轴向导程及螺旋角。首先根据齿轮的磨削工艺,将蜗杆砂轮在宽度方向上划分为粗磨区、精磨区及中间过渡区,利用对角磨削原理,选取合适的磨削对角比,使得齿轮宽度方向的截面与蜗杆砂轮宽度方向截面呈严格的映射关系。再根据被加工齿轮各截面上的左右齿面扭曲量,通过组合偏转滚轮和改变砂轮轴向导程两种方法实现任意齿面扭曲的补偿。由于金

基于圆柱齿轮成形砂轮磨齿机床的面齿轮磨削加工方法.pdf
一种利用盘形砂轮在现有圆柱齿轮成形砂轮磨齿机床上,通过安装一附加数控转台4实现面齿轮高精度磨齿的加工方法。其特征是:在机床分度工作台上垂直安装一附加数控转台4,数控转台4的分度盘旋转轴线沿水平方向,数控转台4配有电机与驱动器并连接至机床的数控系统,由数控系统控制绕机床Y轴做旋转运动,面齿轮1安装于附加数控转台4上,盘形砂轮2安装于机床主轴上,在加工过程中,面齿轮1绕B1旋转轴旋转,同时面齿轮1随机床A旋转轴摆动,盘形砂轮2随主轴高速旋转,同时盘形砂轮2在面齿轮的径向有进给运动,该方法在现有机床基础上实现面