
新型钢筋笼成型机的自动焊接装置.pdf

努力****承悦


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

新型钢筋笼成型机的自动焊接装置.pdf
本发明公开一种新型钢筋笼成型机的自动焊接装置,所述自动焊接装置包括:装有纵筋的移动转盘机架,在移动转盘机架的一个侧面上滑配装有安装臂的一端、驱动安装臂上下移动和水平移动的焊接位置调整机构;安装臂的另一端位于移动转盘机架正面的一侧且设置有安装轴,在安装轴上铰接安装座,在安装座上装有压板、焊枪、滚轮、压板焊枪位置调整机构、滚轮调整机构和安装座转动调整机构。本发明有益效果是:滚轮调整装置能实现不同位置和角度的调整;随着钢筋笼的旋转,压板、焊枪与钢筋笼同步旋转始终对准钢筋笼的箍筋与纵筋的交点,进行自动焊接。生产效
钢筋笼自动滚焊设备及钢筋笼自动焊接方法.pdf
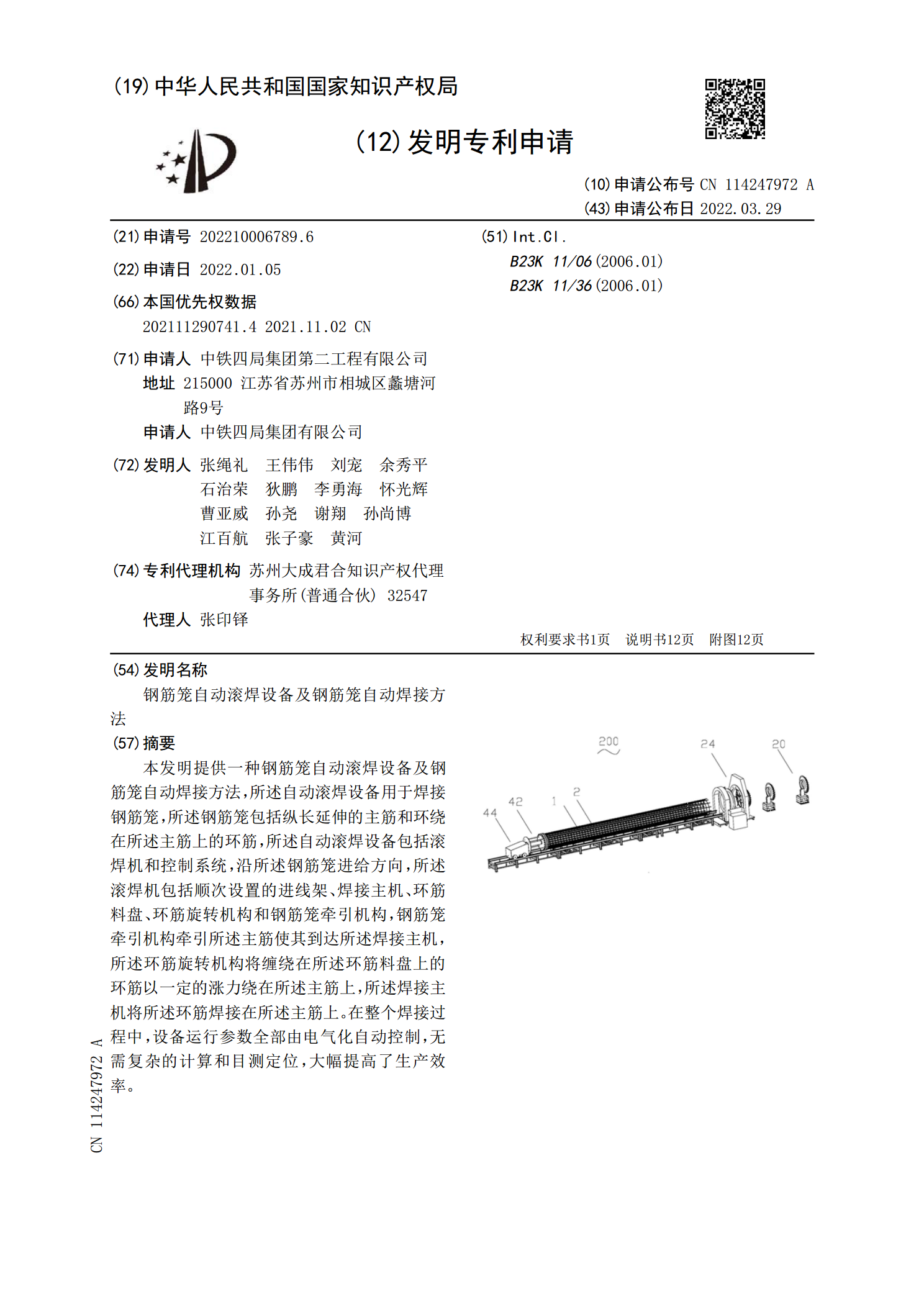
本发明提供一种钢筋笼自动滚焊设备及钢筋笼自动焊接方法,所述自动滚焊设备用于焊接钢筋笼,所述钢筋笼包括纵长延伸的主筋和环绕在所述主筋上的环筋,所述自动滚焊设备包括滚焊机和控制系统,沿所述钢筋笼进给方向,所述滚焊机包括顺次设置的进线架、焊接主机、环筋料盘、环筋旋转机构和钢筋笼牵引机构,钢筋笼牵引机构牵引所述主筋使其到达所述焊接主机,所述环筋旋转机构将缠绕在所述环筋料盘上的环筋以一定的涨力绕在所述主筋上,所述焊接主机将所述环筋焊接在所述主筋上。在整个焊接过程中,设备运行参数全部由电气化自动控制,无需复杂的计算和

一种钢筋笼自动捕捉及焊接装置.pdf
一种钢筋笼自动捕捉及焊接装置,涉及建筑用机械制造领域,解决了在钢筋笼加工过程中存在的对运动焊点的捕捉焊接不够精准和自动化的问题。本发明包括控制系统、焊头垂直移动组件和焊头水平移动组件。焊头水平移动组件包括第一气缸、第一浮动接头、两个带插头感应式接近开关、连接体、两个开关触板、四个滚轮轴、四个滚轮、两个锥面滑道、两个防护板、安装板、两个气缸脚座、连接板。焊头垂直移动组件包括第二气缸、直线滑轨、油压缓冲器、第二浮动接头、焊枪、调整板、U型架、焊枪夹块、焊点勾爪、加强板、焊枪托板、缓冲器安装板、Z型安装板。本发

盾构管片钢筋笼自动焊接设备中的夹紧提升装置.pdf
本发明公开一种盾构管片钢筋笼自动焊接设备中的夹紧提升装置,所述夹紧提升装置包括框型机架,在机架上部设置有夹紧提升装置,其结构包括:位于机架内的弧形提升架,在提升架顶面连接驱动其上下移动的提升机构,提升机构设置在机架顶部上横梁上;在提升架面前后两侧设置有能伸缩提升单片网的多个提升夹紧爪。本发明有益效果是:对一个单片网焊接在多个C型箍筋后向上提升,为下一个单片网继续焊接在多个C型箍筋上提供准确位置;本发明自动化程度高,具有结构简单,易制造,成本低,维修方便,工作平稳的优点。

用于钢筋笼加劲箍的焊接装置.pdf
本实用新型公开了一种用于钢筋笼加劲箍的焊接装置,包括滑动轮(1)、单元底座、环架(5)、定位件(6)、槽道(8)和支撑组件;若干个单元底座拼接构成底座主体,一对槽道(8)对称安装在底座主体上;环架连接在支撑组件的上部,支撑组件的底部两端分别设有滑动轮,滑动轮可滑动式嵌装于槽道内,使环架可滑动式设置在底座主体的上方;环架为环形结构,使加劲箍能匹配套接在环架上;若干个定位件周向间隔布置在环架的外壁上,使纵筋能通过定位件平行于加劲箍的轴向设置在环架上。本实用新型能定位纵筋和加劲箍,并提供稳定可靠的支撑,有利于提