
一种末级长叶片耐水蚀涂层的制造方法.pdf

山梅****ai


1/10
2/10

3/10

4/10
5/10
6/10
7/10
8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种末级长叶片耐水蚀涂层的制造方法.pdf
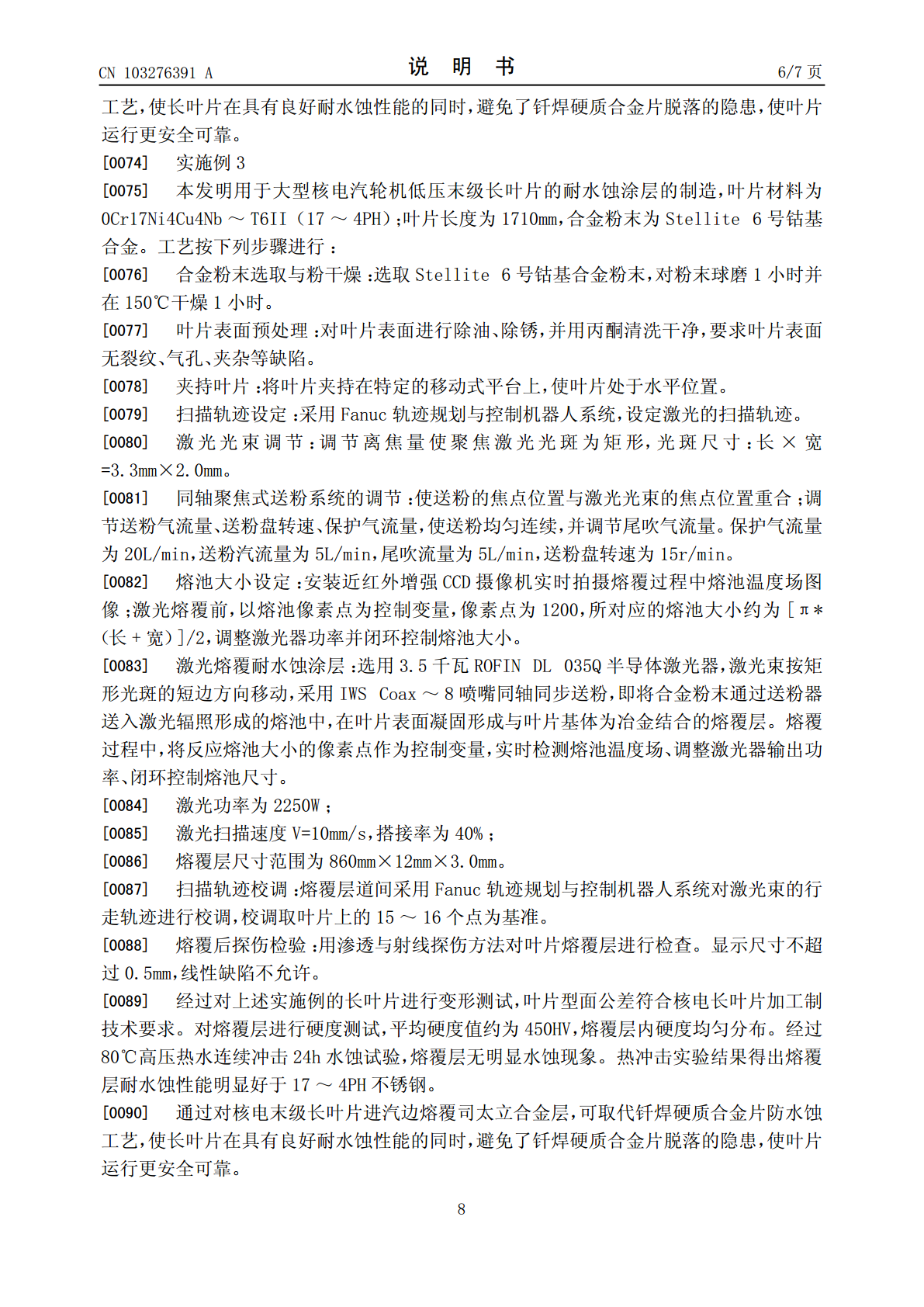
本发明属于激光熔覆领域,涉及一种末级长叶片耐水蚀涂层的制造方法,特别是涉及一种激光熔覆技术制备大型核电汽轮机末级长叶片耐水蚀涂层的方法。本发明提供一种末级长叶片耐水蚀涂层的制造方法,包括如下步骤:将合金粉末干燥,并将叶片夹持在平台上,叶片处于水平位置;选用半导体激光器;同轴聚焦式送粉系统调节;熔池大小设定;激光熔覆耐水蚀涂层。本发明可用于大型核电汽轮机末级长叶片的耐水蚀涂层的制造方法中,熔覆层硬度分布均匀,上下偏差在10%之内,硬度约为500HV;熔覆层热冲击性能与耐水蚀性能优良;激光熔覆后长叶片变形很小
一种汽轮机末级叶片水蚀防护涂层及其制备方法.pdf
一种汽轮机末级叶片水蚀防护涂层,其结构包括金属底层和防水蚀层,所述金属底层为活性燃烧高速燃气喷涂设备制备的NiCrBSi涂层,所述防水蚀层为大气等离子喷涂设备制备的NiCrBSi‑YSZ涂层,所述防水蚀层中YSZ为纳米结构。金属底层作为过渡层起到缓解叶片基材和陶瓷防水蚀层间的膨胀系数不匹配问题,减缓陶瓷防水蚀层在制备及使用过程中因温度变化导致的脱落;其次,金属底层可作为陶瓷防水蚀层的“软底”,可在服役过程中分散水滴对防水蚀层表面的冲击;防水蚀层中添加一定量的过渡层金属粉末,采用大气等离子喷涂工艺制备,喷涂
一种汽轮机末级叶片防水蚀处理方法.pdf
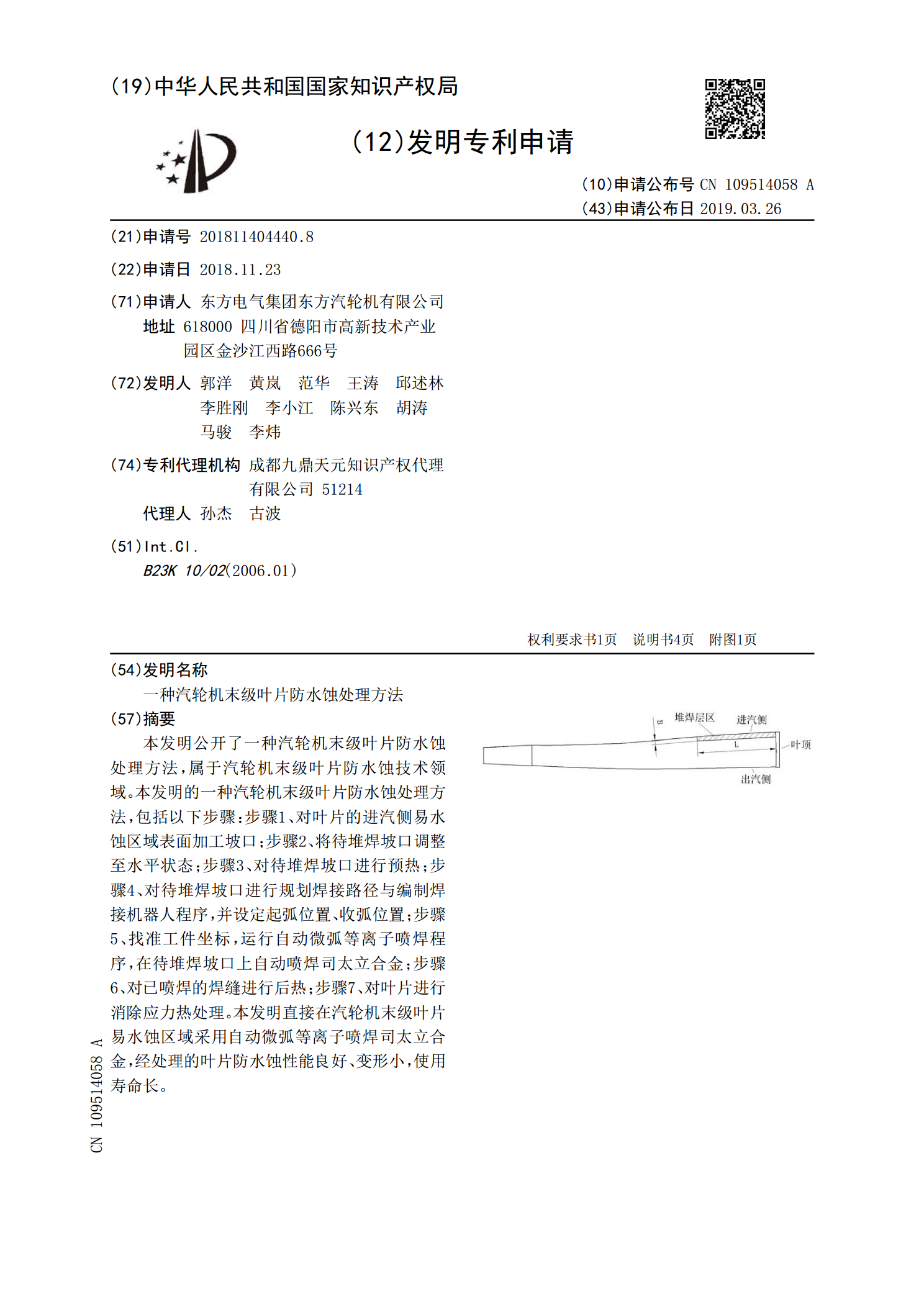
本发明公开了一种汽轮机末级叶片防水蚀处理方法,属于汽轮机末级叶片防水蚀技术领域。本发明的一种汽轮机末级叶片防水蚀处理方法,包括以下步骤:步骤1、对叶片的进汽侧易水蚀区域表面加工坡口;步骤2、将待堆焊坡口调整至水平状态;步骤3、对待堆焊坡口进行预热;步骤4、对待堆焊坡口进行规划焊接路径与编制焊接机器人程序,并设定起弧位置、收弧位置;步骤5、找准工件坐标,运行自动微弧等离子喷焊程序,在待堆焊坡口上自动喷焊司太立合金;步骤6、对已喷焊的焊缝进行后热;步骤7、对叶片进行消除应力热处理。本发明直接在汽轮机末级叶片易

高阻尼末级长叶片调频方法研究.docx
高阻尼末级长叶片调频方法研究高阻尼末级长叶片调频方法研究摘要:本论文主要研究高阻尼末级长叶片调频方法。通过研究现有的调频技术,结合高阻尼末级长叶片的特点,提出了一种新的调频方法,并进行了实验验证。研究结果表明,该调频方法能够有效地提高高阻尼末级长叶片的调频性能,具有较好的应用前景。关键词:高阻尼末级长叶片、调频方法、实验验证、应用前景1.引言高阻尼末级长叶片是一种常见的动力系统,广泛应用于飞机、汽车、机器人等领域。调频是高阻尼末级长叶片的重要功能之一,可以提高系统的性能和稳定性。因此,研究高阻尼末级长叶片
一种汽轮机叶片防水蚀的方法.pdf
本发明公开了一种汽轮机叶片防水蚀的方法,包括超音速电弧喷涂的工艺步骤,在喷涂处理之前,对汽轮机叶片进行喷丸处理,具体包括以下步骤:a、表面预处理:对汽轮机叶片表面的杂物进行清理;b、喷丸:用超声喷丸机喷射弹丸对汽轮机叶片的表面进行超声喷丸处理;c、喷涂:喷丸处理后,采用超音速电弧喷涂设备,对喷丸处理后的汽轮机叶片喷涂HDS‑88A涂层,厚度为0.6‑0.8mm。该方法在对汽轮机叶片表面采用超音速电弧喷涂之前,先对叶片进行超声喷丸处理,既可提高叶片表面的强度、耐侵蚀性和耐磨性,还可以增加叶片表面的粗糙度,使