
钢结构厚板H钢加工焊接工艺.docx

快乐****蜜蜂


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

钢结构厚板H钢加工焊接工艺.docx
+厚板H钢加工焊接工艺编制:________审核:批准:说明本工艺文件仅适用于本公司内建筑钢结构的加工制造焊接施工。适用于强度等级为Q235和Q345系列的钢材。(板厚为30~40mm)本工艺文件是根据本公司的加工焊接设备所具有的功能,并经焊接工艺性试验,以及焊接技术管理能力和生产实践为基础而编制。本工艺流程符合板厚为30~80mm的H型钢构件制作加工工艺流程及重点部位检查流程图。本工艺文件编制的主要依据为《钢结构工程施工质量验收规范》(GB50205—2001)和《建筑钢结构焊接技术规程》(JGJ81—

建筑钢结构厚板高强钢焊接工艺研究与应用.docx
建筑钢结构厚板高强钢焊接工艺研究与应用建筑钢结构厚板高强钢焊接工艺研究与应用一、引言建筑钢结构在现代建筑中扮演着重要的角色,而厚板的焊接是其中重要的工艺之一。由于建筑钢结构所承受的力学性能要求较高,因此在焊接工艺方面需要更高的要求。本文选取了高强钢焊接为研究对象,旨在探索并应用新的焊接工艺,以达到提高建筑钢结构焊接质量和效率的目的。二、高强钢的焊接特性和应用1.高强钢的材料性能及特点高强钢是一种具有优异机械性能的材料,其强度和刚度都较常规钢材更高。它具有更高的屈服强度、抗拉强度、韧性和冲击韧性等特点,适用
H钢焊接工艺.pdf
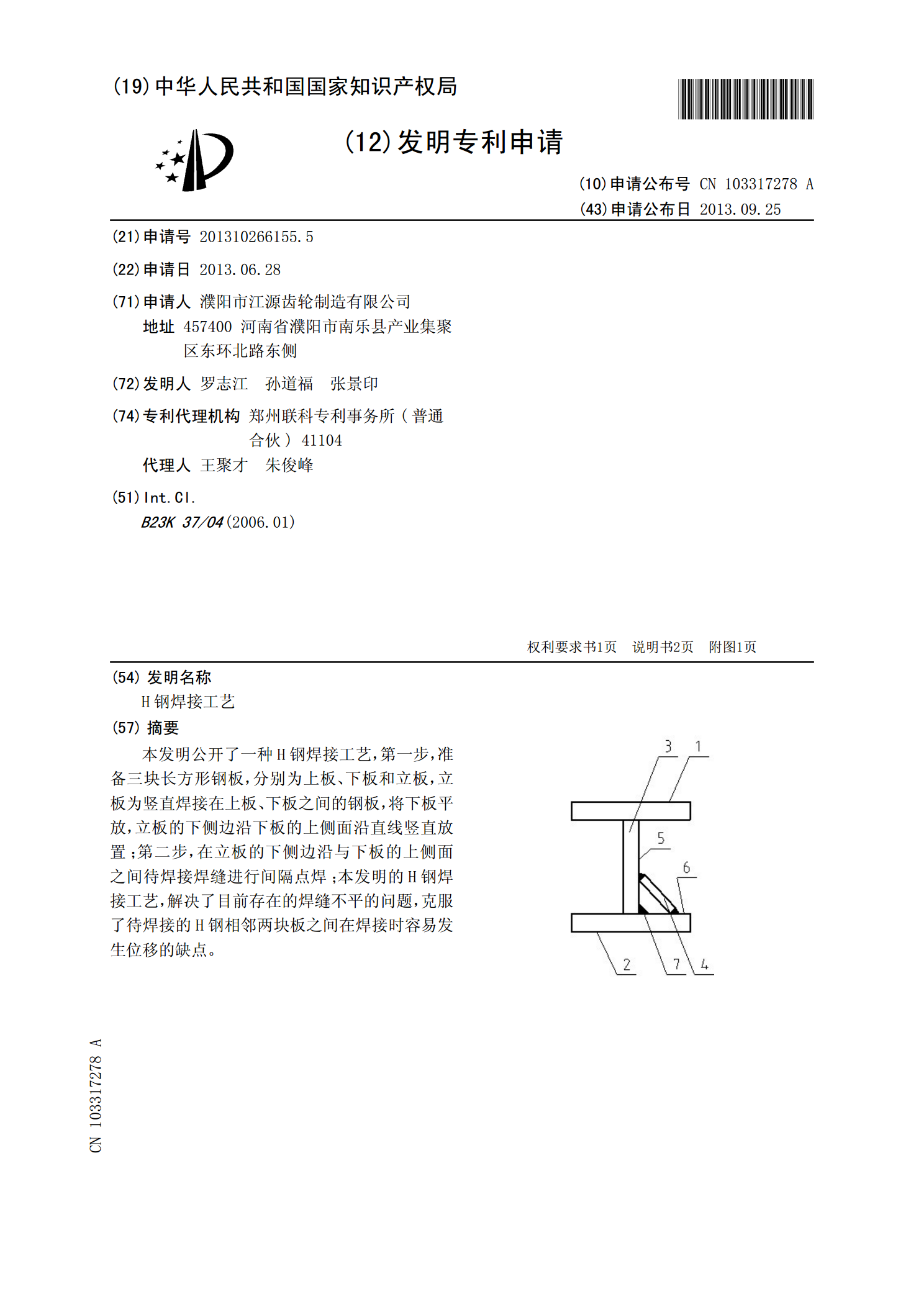
本发明公开了一种H钢焊接工艺,第一步,准备三块长方形钢板,分别为上板、下板和立板,立板为竖直焊接在上板、下板之间的钢板,将下板平放,立板的下侧边沿下板的上侧面沿直线竖直放置;第二步,在立板的下侧边沿与下板的上侧面之间待焊接焊缝进行间隔点焊;本发明的H钢焊接工艺,解决了目前存在的焊缝不平的问题,克服了待焊接的H钢相邻两块板之间在焊接时容易发生位移的缺点。

钢中厚板焊接工艺评定.doc
15CrMo钢中厚板焊接工艺评估王学军摘要:15CrMo钢是珠光体组织耐热钢。根据焊接质量规定,对15CrMo中厚板旳焊接工艺进行了研究,通过进行焊接工艺评估试验,确定了焊接工艺。关键词:低合金耐热钢中厚板焊接工艺我企业承制旳上都电厂二期3#、4#锅炉钢架工程在EL44500标高层有17件板拼箱形梁,材质为15CrMo钢,板材厚度由6~40mm,覆盖绝大部分中厚板。这些构件处在受热面部位,工作温度高达500℃。为了保证焊接质量,手工电弧焊选用了E5515-B2型焊条,埋弧自动焊选用了H13CrMoA+SJ

船用钢厚板焊接工艺探讨.docx
船用钢厚板焊接工艺探讨随着全球海洋经济的发展,船舶建造业不断壮大。而船用钢厚板在船舶建造中占据着至关重要的地位,作为船体的基础结构材料,其质量和稳定性能直接关系到船舶的使用寿命和安全性能。因此,船用钢厚板的焊接工艺是一个非常重要的问题。一、船用钢厚板焊接方法的常见类型在船用钢厚板的焊接中,常用的焊接方法有以下几种:1.手工电弧焊手工电弧焊(ShieldedMetalArcWelding,SMAW)是一种常见的手动焊接方法。它主要使用石墨鞍形电极、焊条和电弧进行焊接。手工电弧焊适用于直接焊接船体的边缘和结构