
锥形翅片冷凝管的轧制装置和轧制方法.pdf

fu****级甜


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

锥形翅片冷凝管的轧制装置和轧制方法.pdf
一种锥形翅片冷凝管的轧制装置和轧制方法,属于管壳式换热用高效冷凝管的轧制工艺和装备。轧制装置,包括机架和刀轴,刀轴安装在机架上,刀轴连接动力装置,刀轴设置有滚轧刀,进管方向的前侧设置压紧轮,压紧轮设置在刀轴上。轧制方法,包括依次在冷凝管的光滑外表面轧制导液槽,滚轧刀刃部在压紧力作用下在冷凝管外表面轧制出螺旋状导液槽,然后对冷凝管外表面轧制锥形翅片。与传统轧制工艺相比锥形翅片冷凝管轧制工艺具有工序少、效率高的优点,加工精度高,成品率高。

轧制波浪带翅片的模具.pdf
本发明的一种轧制波浪带翅片的模具,包括相互啮合的第一滚轧齿轮和第二滚轧齿轮,用于将通过第一滚轧齿轮和第二滚轧齿轮之间的板料轧制成波浪带翅片,第一滚轧齿轮和/或第二滚轧齿轮的至少一个啮合齿的齿面上设有用于在板料上开设窗口的凸刀。本发明的轧制波浪带翅片的模具,结构简单;能够同时把平板状的板料轧制成波浪状的波浪带,且同时在板料上开设窗口,故本发明的轧制波浪带翅片的模具轧制效率高、成本低、且轧制后的波浪带翅片的质量稳定。
极薄带钢轧制装置及轧制方法.pdf
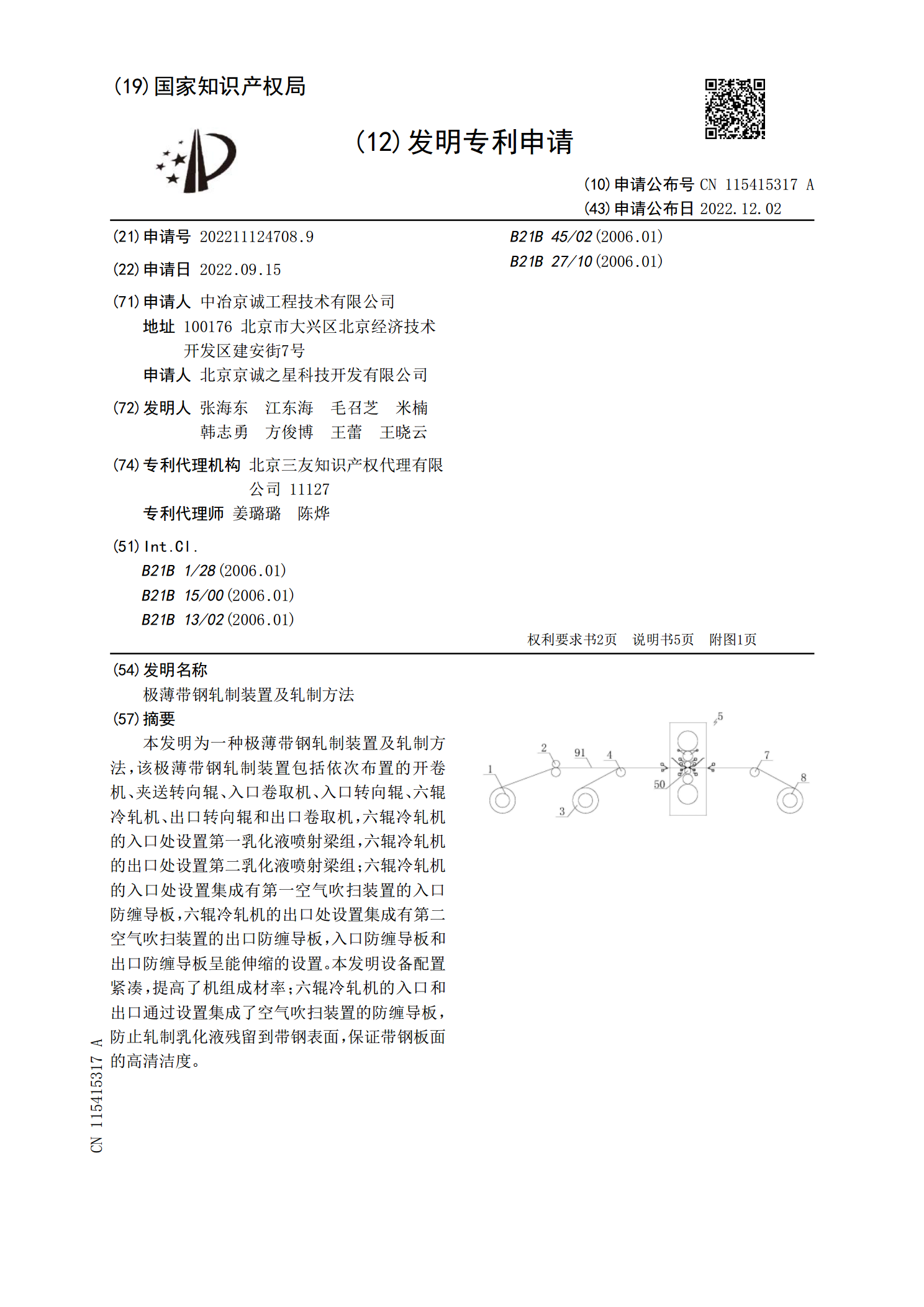
本发明为一种极薄带钢轧制装置及轧制方法,该极薄带钢轧制装置包括依次布置的开卷机、夹送转向辊、入口卷取机、入口转向辊、六辊冷轧机、出口转向辊和出口卷取机,六辊冷轧机的入口处设置第一乳化液喷射梁组,六辊冷轧机的出口处设置第二乳化液喷射梁组;六辊冷轧机的入口处设置集成有第一空气吹扫装置的入口防缠导板,六辊冷轧机的出口处设置集成有第二空气吹扫装置的出口防缠导板,入口防缠导板和出口防缠导板呈能伸缩的设置。本发明设备配置紧凑,提高了机组成材率;六辊冷轧机的入口和出口通过设置集成了空气吹扫装置的防缠导板,防止轧制乳化液
高速线材轧制装置和方法.pdf
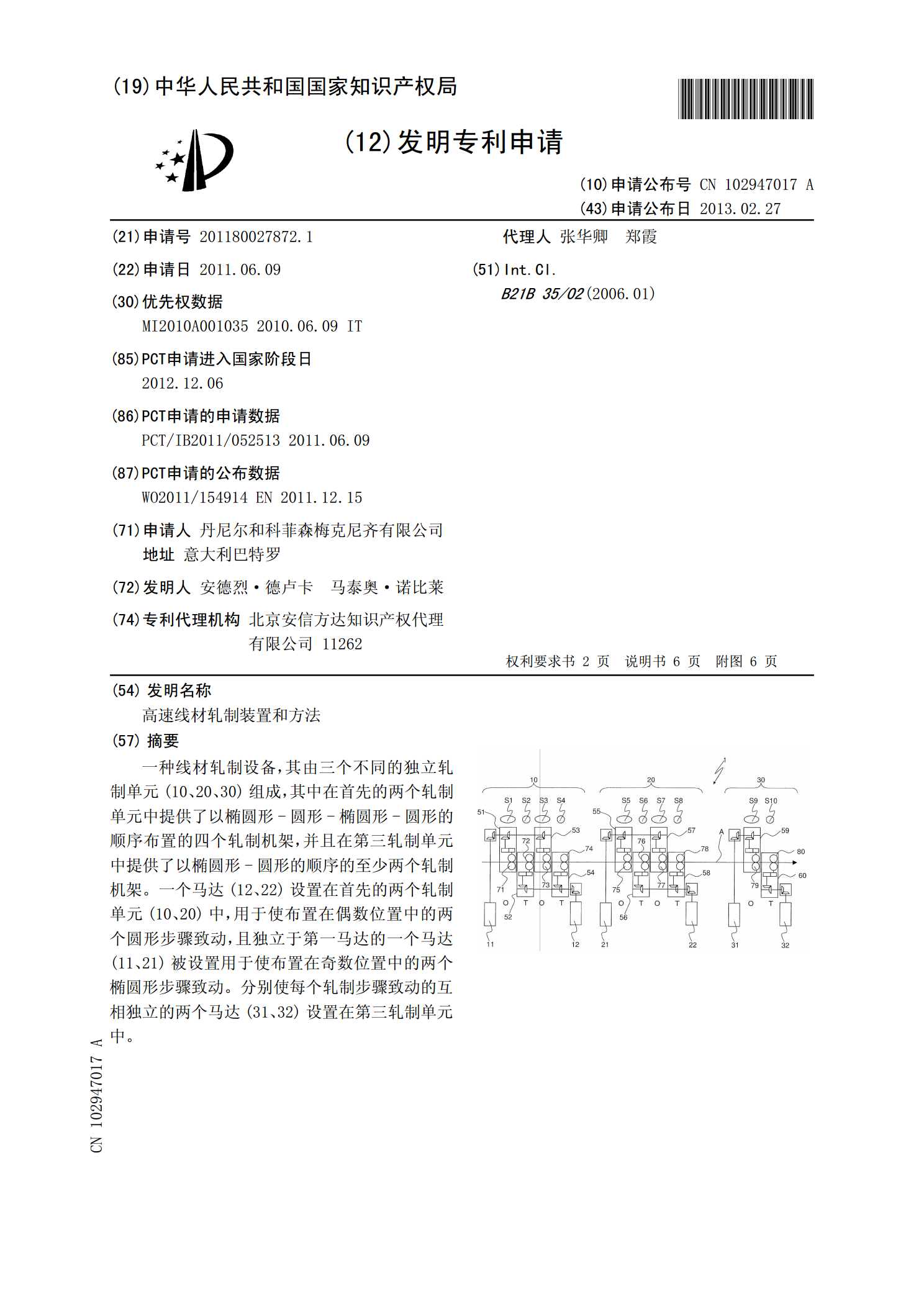
一种线材轧制设备,其由三个不同的独立轧制单元(10、20、30)组成,其中在首先的两个轧制单元中提供了以椭圆形-圆形-椭圆形-圆形的顺序布置的四个轧制机架,并且在第三轧制单元中提供了以椭圆形-圆形的顺序的至少两个轧制机架。一个马达(12、22)设置在首先的两个轧制单元(10、20)中,用于使布置在偶数位置中的两个圆形步骤致动,且独立于第一马达的一个马达(11、21)被设置用于使布置在奇数位置中的两个椭圆形步骤致动。分别使每个轧制步骤致动的互相独立的两个马达(31、32)设置在第三轧制单元中。
电池极片的轧制装置及使用该装置的成套轧制设备.pdf
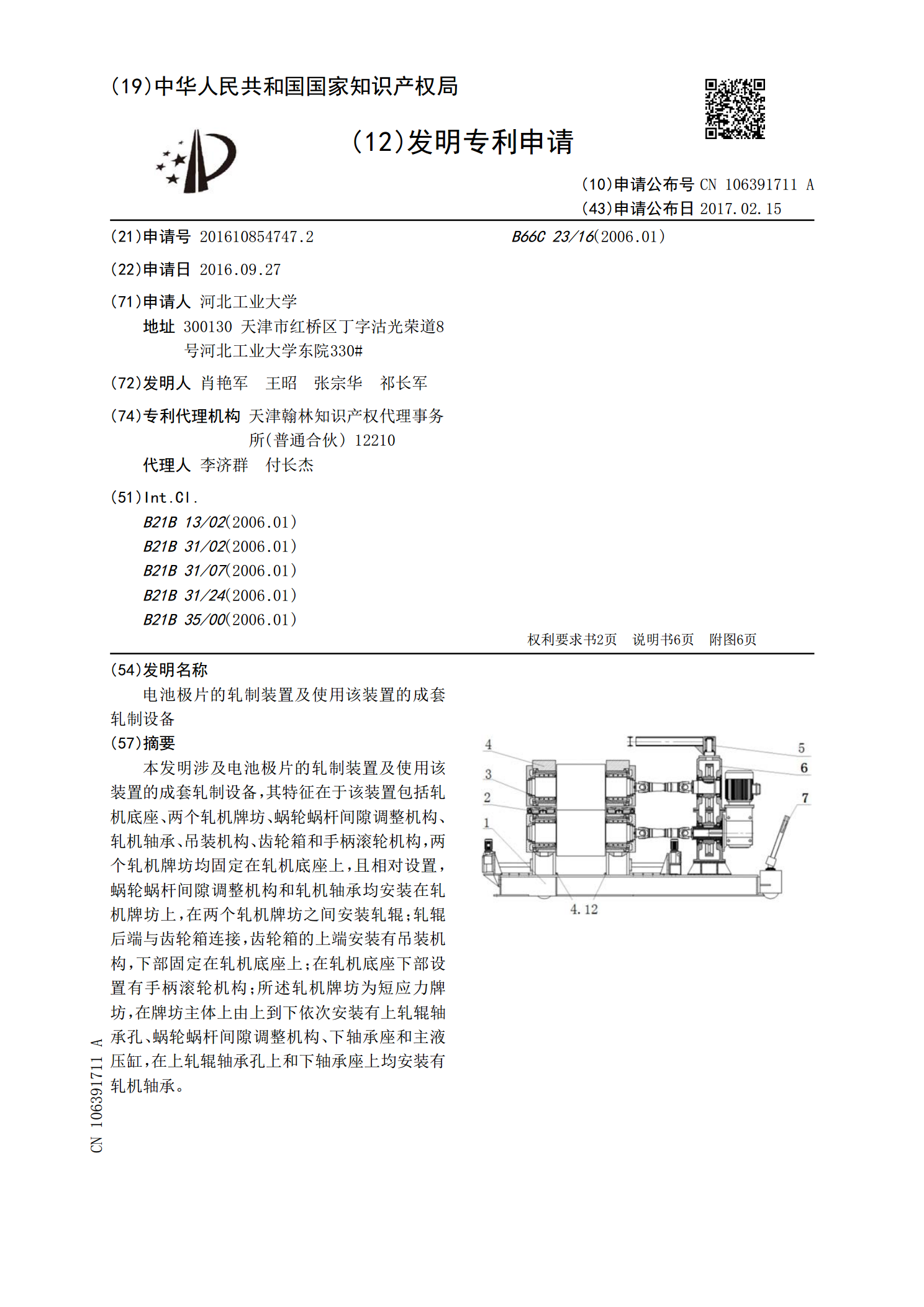
本发明涉及电池极片的轧制装置及使用该装置的成套轧制设备,其特征在于该装置包括轧机底座、两个轧机牌坊、蜗轮蜗杆间隙调整机构、轧机轴承、吊装机构、齿轮箱和手柄滚轮机构,两个轧机牌坊均固定在轧机底座上,且相对设置,蜗轮蜗杆间隙调整机构和轧机轴承均安装在轧机牌坊上,在两个轧机牌坊之间安装轧辊;轧辊后端与齿轮箱连接,齿轮箱的上端安装有吊装机构,下部固定在轧机底座上;在轧机底座下部设置有手柄滚轮机构;所述轧机牌坊为短应力牌坊,在牌坊主体上由上到下依次安装有上轧辊轴承孔、蜗轮蜗杆间隙调整机构、下轴承座和主液压缸,在上轧