
高速线材轧制装置和方法.pdf

飞舟****文章

1/10

2/10

3/10
4/10

5/10
6/10

7/10
8/10

9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
高速线材轧制装置和方法.pdf
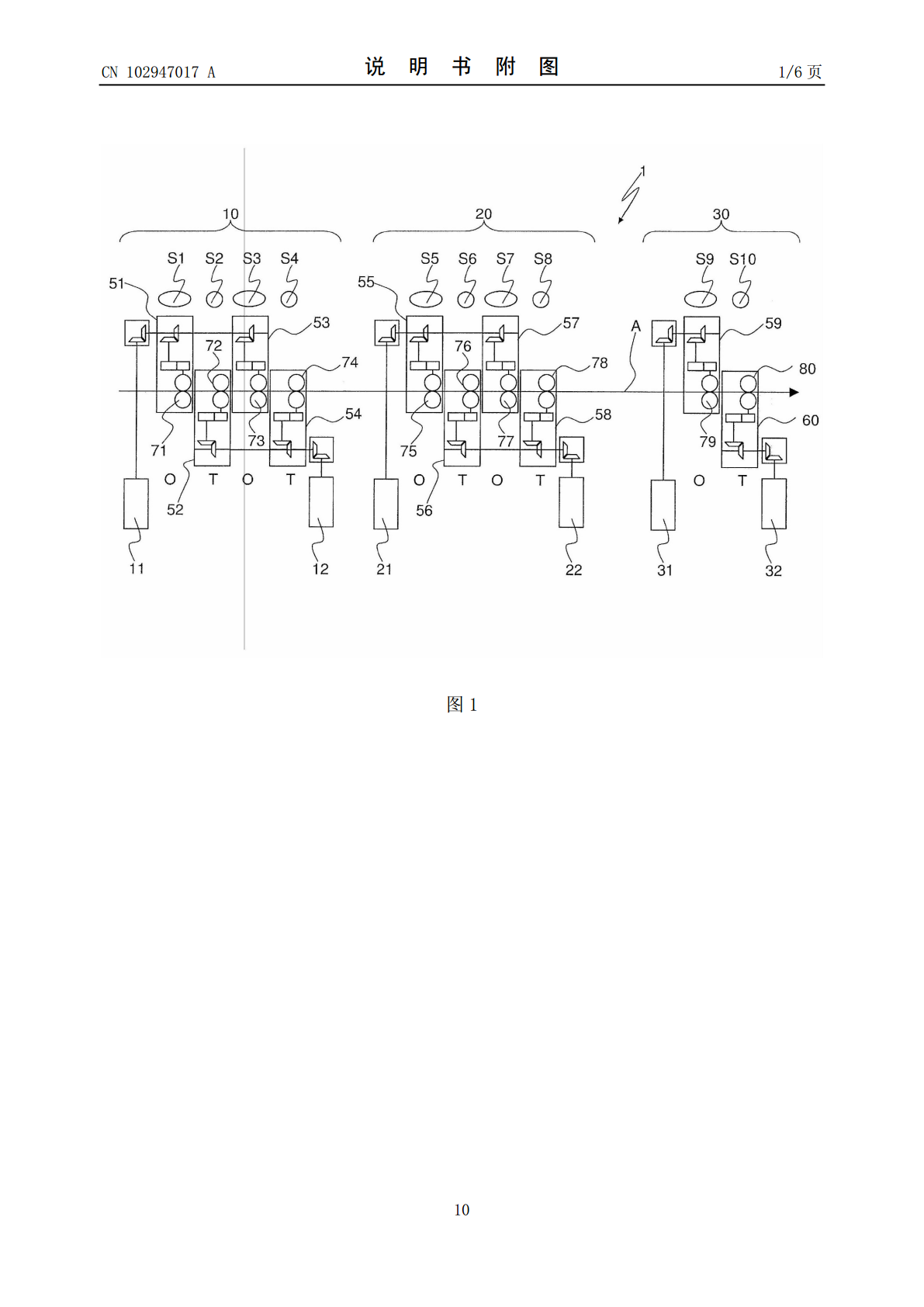
一种线材轧制设备,其由三个不同的独立轧制单元(10、20、30)组成,其中在首先的两个轧制单元中提供了以椭圆形-圆形-椭圆形-圆形的顺序布置的四个轧制机架,并且在第三轧制单元中提供了以椭圆形-圆形的顺序的至少两个轧制机架。一个马达(12、22)设置在首先的两个轧制单元(10、20)中,用于使布置在偶数位置中的两个圆形步骤致动,且独立于第一马达的一个马达(11、21)被设置用于使布置在奇数位置中的两个椭圆形步骤致动。分别使每个轧制步骤致动的互相独立的两个马达(31、32)设置在第三轧制单元中。

高速线材轧制节电的技术和方法.docx
高速线材轧制节电的技术和方法高速线材轧制是一种重要的金属加工方式,广泛用于制造电缆、导线等产品。然而,传统的高速线材轧制过程存在能源浪费、环境污染等问题。为了解决这些问题,需要采取一系列的技术和方法来节电和提高轧制效率。本文将探讨高速线材轧制节电的技术和方法。首先,可以通过优化轧制工艺来节电。轧制工艺的优化可以从多个方面入手,例如优化轧制温度、优化轧制速度和优化轧制压力等。首先,通过降低轧制温度,可以减少热能的损失,降低能源消耗。同时,适当提高轧制速度和轧制压力,可以提高轧制效率,达到节能的目的。此外,还

高速线材轧制节电的技术和方法.docx
高速线材轧制节电的技术和方法近年来,随着国家能源消费问题的日益凸显,各生产领域节能减排的意识也日益增强。在钢铁行业中,高速线材轧制占据了很大的能源消耗。因此,如何控制高速线材轧制的能耗问题,具有重大的经济和社会意义。本文将从高速线材轧制的工艺流程、能耗分析以及现代节能技术应用等方面进行探讨,以此提高高速线材轧制节能水平。一、高速线材轧制的工艺流程高速线材轧制是将经过预处理的碳素钢经过轧制,最终得到不同规格的钢材。主要流程包括预处理、热轧坯轧制、热轧精整等等。1.预处理预处理主要指的是将钢坯进行清洗、去磷、

高速线材控温轧制技术的应用.docx
高速线材控温轧制技术的应用高速线材控温轧制技术的应用摘要:随着工业技术的不断进步,高速线材控温轧制技术得到了广泛的应用。本文就高速线材控温轧制技术的原理、优势和应用进行了详细的介绍,并通过实例分析了其在钢铁行业中的应用与效果。关键词:高速线材、控温轧制、技术应用、钢铁行业一、引言高速线材是一种使用领域广泛的金属材料,其生产过程中控温轧制技术的应用可以提高生产效率,改善产品质量。本文将从控温轧制技术的原理入手,介绍其在高速线材生产中的应用与优势,并以钢铁行业为例,分析其应用效果。二、高速线材控温轧制技术原理

现代高速线材轧制技术的新进展.docx
现代高速线材轧制技术的新进展现代高速线材轧制技术的新进展摘要:随着工业技术的快速发展,线材作为一种重要的金属材料,在多个领域得到广泛应用。而高速线材轧制技术的发展,对于提高线材的质量和生产效率具有重要意义。本文将就现代高速线材轧制技术的新进展进行探讨和分析。关键词:高速线材轧制技术、质量、生产效率、新进展一、引言随着科技的进步和国家经济水平的提高,线材的应用领域不断拓展,对线材的质量要求也越来越高。高速线材轧制技术作为一种重要的生产方式,可以有效提高线材的生产效率和质量。因此,现代高速线材轧制技术的新进展