
2014铝合金轮毂模锻件的成型工艺.pdf

雨巷****碧易

1/10
2/10

3/10
4/10

5/10

6/10
7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
2014铝合金轮毂模锻件的成型工艺.pdf
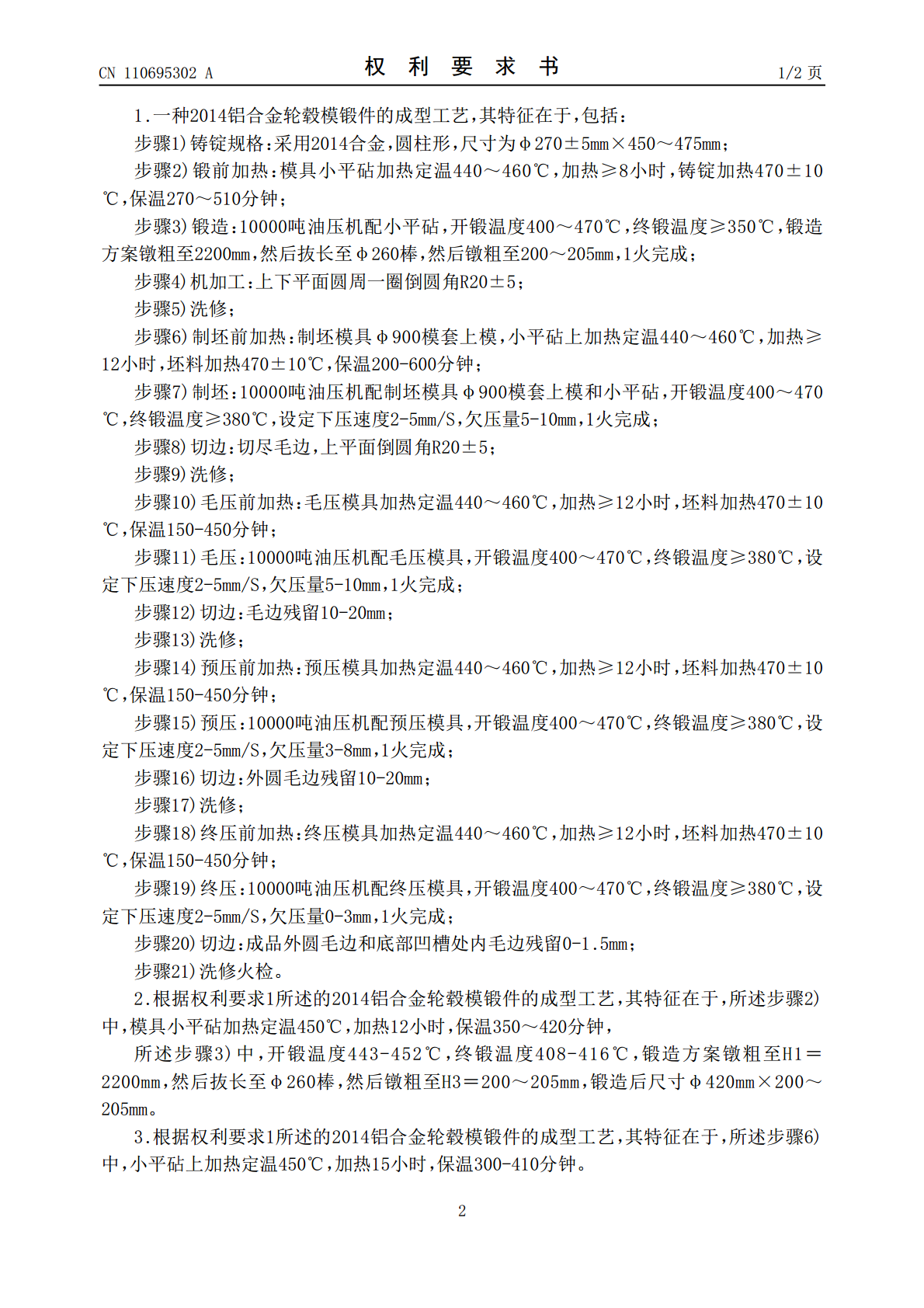
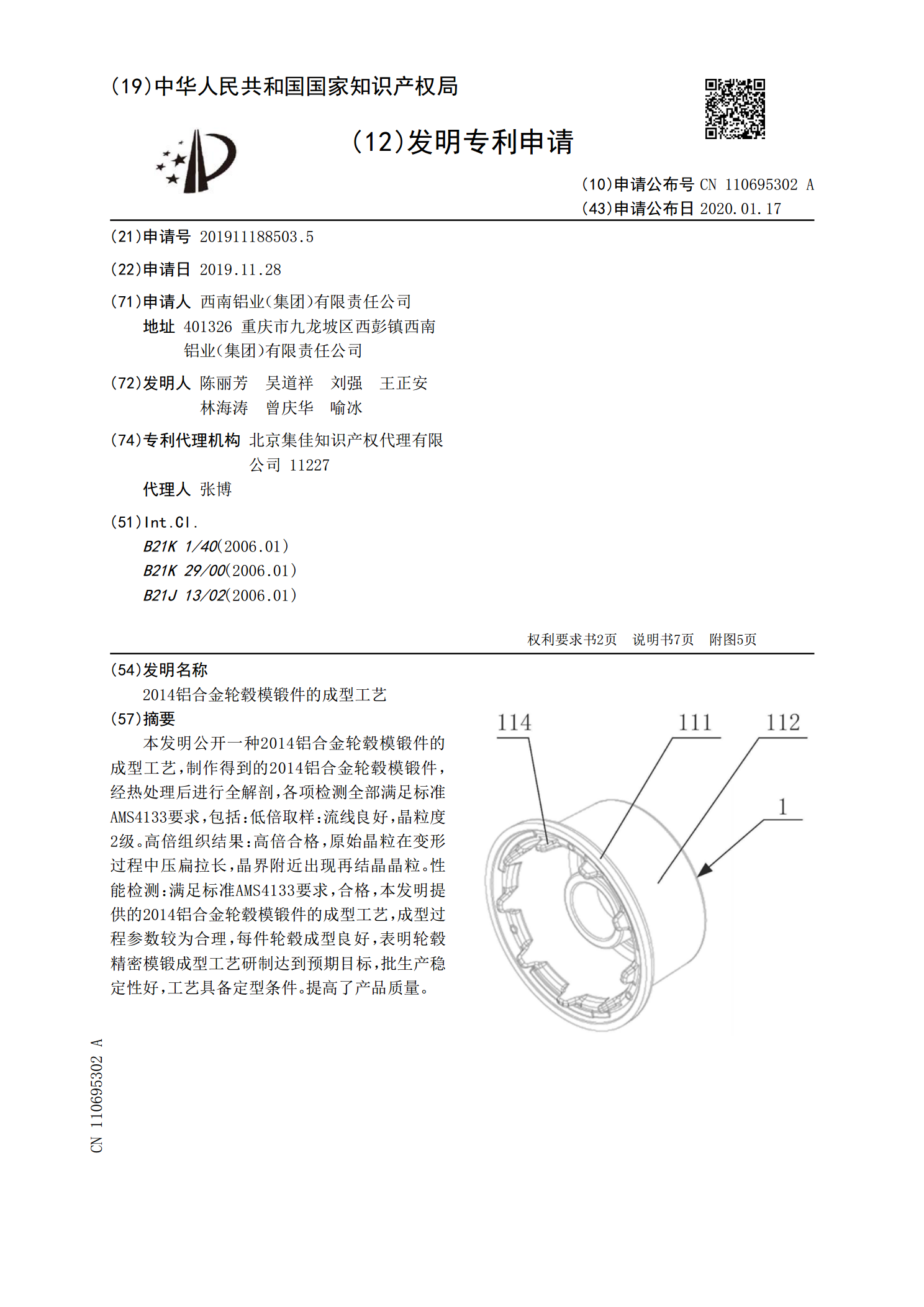
本发明公开一种2014铝合金轮毂模锻件的成型工艺,制作得到的2014铝合金轮毂模锻件,经热处理后进行全解剖,各项检测全部满足标准AMS4133要求,包括:低倍取样:流线良好,晶粒度2级。高倍组织结果:高倍合格,原始晶粒在变形过程中压扁拉长,晶界附近出现再结晶晶粒。性能检测:满足标准AMS4133要求,合格,本发明提供的2014铝合金轮毂模锻件的成型工艺,成型过程参数较为合理,每件轮毂成型良好,表明轮毂精密模锻成型工艺研制达到预期目标,批生产稳定性好,工艺具备定型条件。提高了产品质量。

汽车铝合金轮毂成型工艺(材料成型).ppt
汽车铝合金轮毂成型工艺摘要:汽车铝合金轮毂结构工艺分析汽车铝合金轮毂成形工艺分析汽车轮毂的成形方法非常多样,铸造法、焊接法、锻造法均可用于汽车轮毂的制造。铸造法生产铝合金轮毂具有适应性强、花色品种多样、生产成本较低等优点,也是生产轮毂最普遍的方法,在目前全世界生产的铝轮毂中,铸造占80%以上。金属型重力铸造法:由于金属液在金属铸型中冷却速度较快,铸件比砂型铸造的组织致密。该法工序简单,设备投资少,生产成本较低,适用于中小规模生产。但此方法生产的铝轮毂加工余量大,内部质量较差,缩孔缩松严重,浇注过程中氧化膜

铝合金机轮轮毂锻件微观组织仿真及工艺优化.docx
铝合金机轮轮毂锻件微观组织仿真及工艺优化铝合金机轮轮毂是汽车工业不可或缺的重要零部件之一,其主要承担车辆质量及加载的作用,同时也直接影响车辆的安全性能和总体性能。在制造过程中,如何优化工艺和控制微观组织,将对轮毂性能产生重要影响。本篇论文将从铝合金机轮轮毂微观组织仿真与工艺优化两个方面入手,对其相关研究进行探讨。一.铝合金机轮轮毂微观组织仿真铝合金机轮轮毂在制造过程中,其微观结构的形成和控制是非常重要的。通过一定的仿真手段,可以有效帮助工程师们理解材料的特性,确定制造参数和优化加工工艺,从而提高轮毂的质量

铝合金轮毂双向旋压成型工艺.docx
铝合金轮毂双向旋压成型工艺铝合金轮毂双向旋压成型工艺摘要:铝合金轮毂在汽车行业中具有广泛的应用。为了满足汽车轮毂要求轻量化、高强度等特性,铝合金轮毂的制造工艺也得到了不断的改进。双向旋压成型工艺作为一种高效且经济的加工方法,被广泛应用于铝合金轮毂的制造中。本文就铝合金轮毂双向旋压成型工艺进行了详细介绍,包括其工作原理、工艺流程、工艺参数的选择以及优势和不足等方面,通过对其研究和分析可以为汽车制造行业提供一定的参考和指导。关键词:铝合金轮毂;双向旋压成型;工艺流程;工艺参数;优势和不足一、引言铝合金轮毂是汽
2014铝合金航空精密轮毂模锻件的淬火方法.pdf
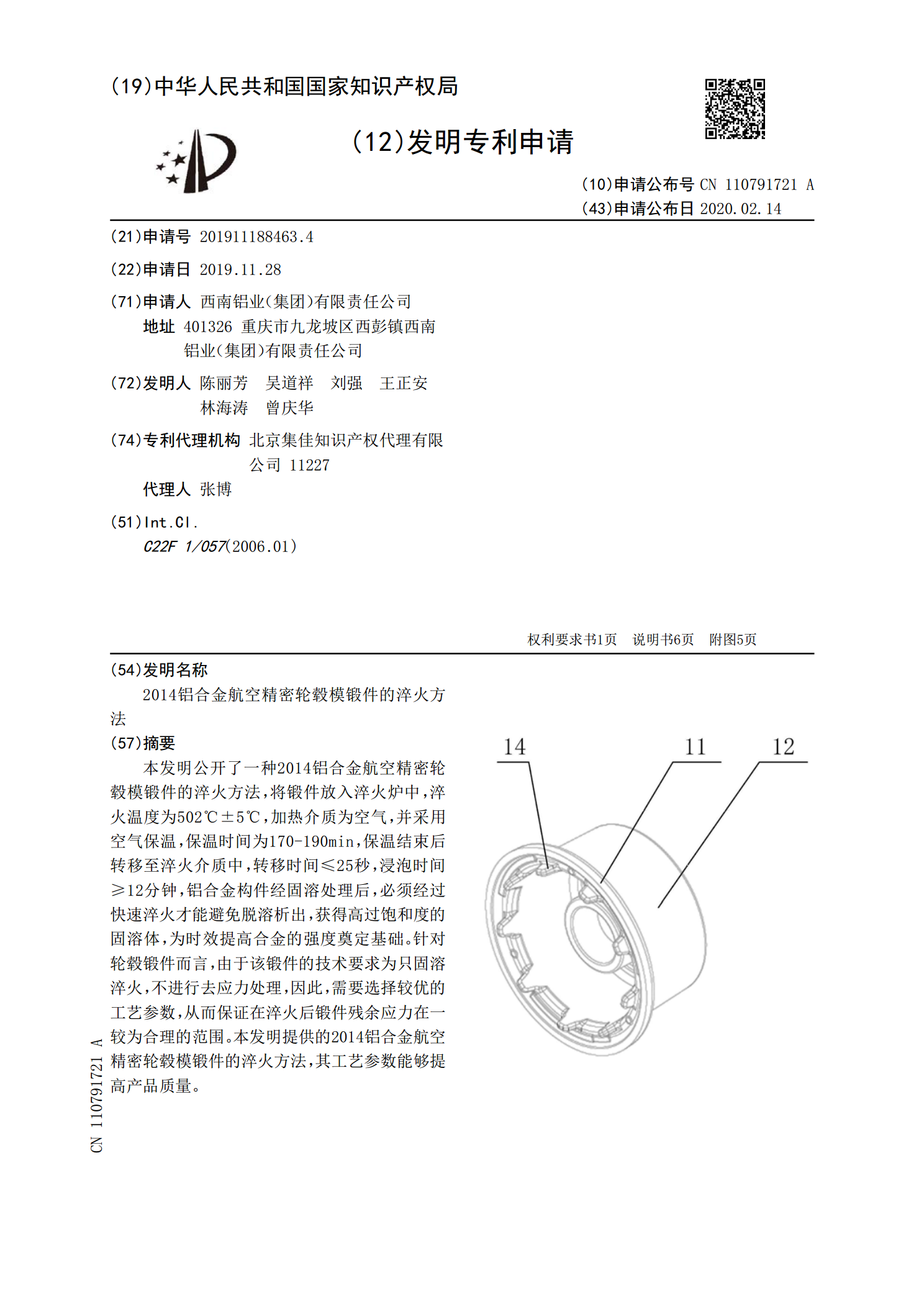
本发明公开了一种2014铝合金航空精密轮毂模锻件的淬火方法,将锻件放入淬火炉中,淬火温度为502℃±5℃,加热介质为空气,并采用空气保温,保温时间为170‑190min,保温结束后转移至淬火介质中,转移时间≤25秒,浸泡时间≥12分钟,铝合金构件经固溶处理后,必须经过快速淬火才能避免脱溶析出,获得高过饱和度的固溶体,为时效提高合金的强度奠定基础。针对轮毂锻件而言,由于该锻件的技术要求为只固溶淬火,不进行去应力处理,因此,需要选择较优的工艺参数,从而保证在淬火后锻件残余应力在一较为合理的范围。本发明提供的2