
熔化极气体保护焊租赁合同.doc

靖烟****魔王


1/3

2/3
3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

熔化极气体保护焊租赁合同.doc
熔化极气体保护焊租赁合同熔化极气体保护焊租赁合同甲方(出租方):______________乙方(承租方):______________根据《中华人民共和国民法典》的规定经双方协商一致就甲方向乙方承租设备达成以下协议:一、设备使用地点及工程概况二、租赁设备概况三、租赁设备的所有权:______________本合同所列的租赁设备的所有权属于出租方承租方对租赁机械享有租赁期间在设备使用地点及公司工程范围内的使用权。四、甲方基本责任1、为乙方机手提供住宿。2、甲方负

熔化极气体保护焊.ppt
熔化极气体保护焊熔化极气体保护焊的分类及应用一、熔化极气体保护焊的分类及特点熔化极气体保护焊是以可熔化的金属焊丝作电极,由气体作保护的电弧焊。操作方式:半自动焊、自动焊焊丝:实心焊丝:一般含有脱氧用的和焊缝金属所需要的合金元素;药芯焊丝:药芯成分及作用与焊条的药皮相似(一)熔化极气体保护焊分类(二)熔化极气体保护焊的优缺点1、优点与焊条电弧焊相比:1)焊接效率高。连续送丝,没有更换焊条工序,焊道之间不须清渣,节省时间;通过焊丝的电流密度大,提高了熔敷速度。2)可以获得含氢量较焊条电弧焊低的焊缝金属。3)在
熔化极气体保护焊焊枪.pdf
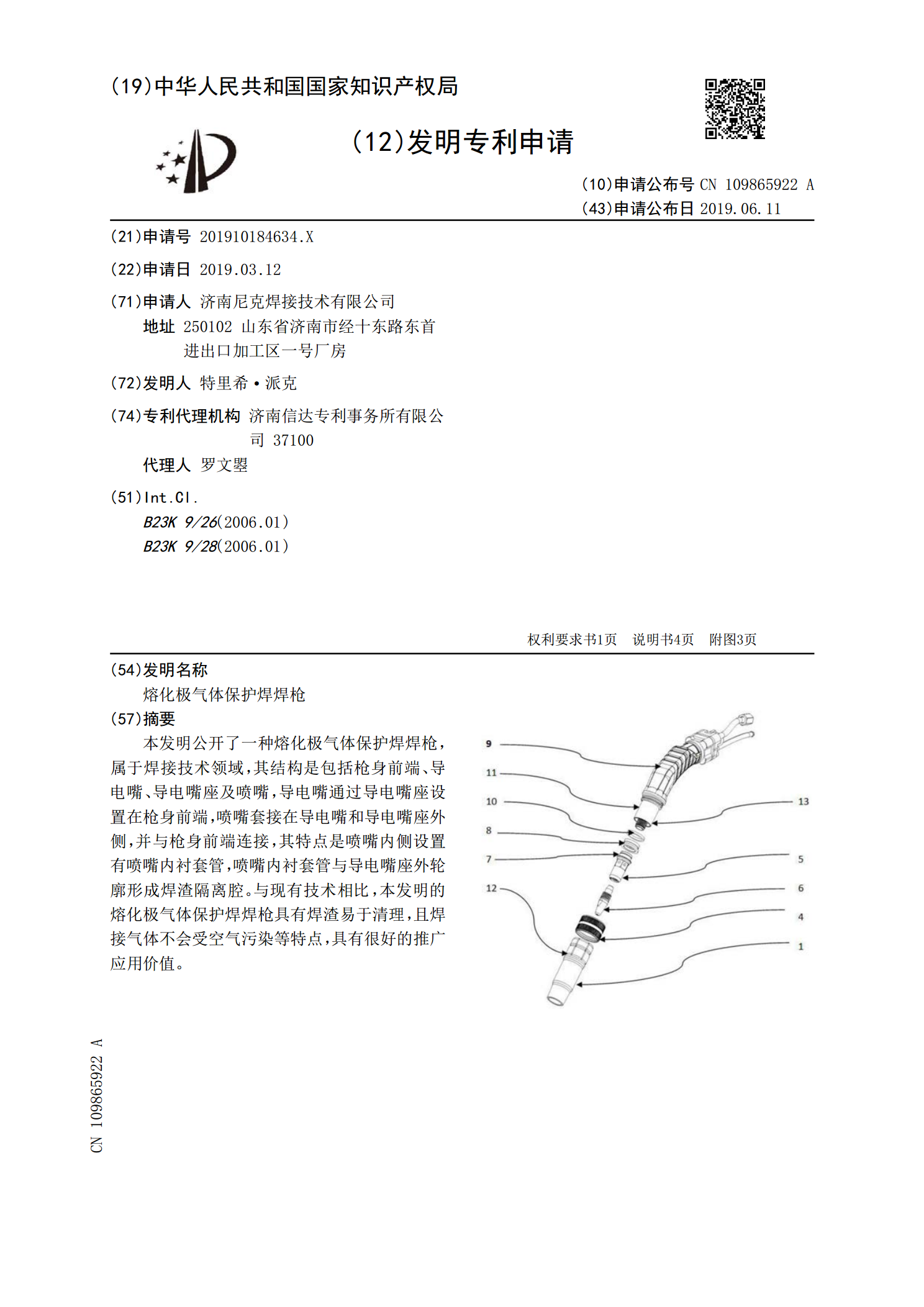
本发明公开了一种熔化极气体保护焊焊枪,属于焊接技术领域,其结构是包括枪身前端、导电嘴、导电嘴座及喷嘴,导电嘴通过导电嘴座设置在枪身前端,喷嘴套接在导电嘴和导电嘴座外侧,并与枪身前端连接,其特点是喷嘴内侧设置有喷嘴内衬套管,喷嘴内衬套管与导电嘴座外轮廓形成焊渣隔离腔。与现有技术相比,本发明的熔化极气体保护焊焊枪具有焊渣易于清理,且焊接气体不会受空气污染等特点,具有很好的推广应用价值。

熔化极气体保护焊ppt课件.ppt
熔化极气体保护焊第一节熔化极气体保护焊的原理及分类焊丝熔滴过渡类型根据国际焊接学会(IIW)的分类,熔化极气体保护焊焊丝金属的熔滴过渡类型有三大类:自由过渡、短路过渡和混合过渡自由过渡又分为两种:滴状过渡和喷射过渡第二节二氧化碳气体保护焊第三节熔化极惰性气体保护焊第四节熔化极活性气体保护焊第五节药芯焊丝气体保护焊1第六节熔化极气体保护窄间隙焊焊丝在深坡口中进行焊接,侧壁融合不良时最常见的缺陷,因而电弧摆动技术是解决窄间隙焊接时侧壁良好融合的关键,代表性的摆动方式有:四种上述四种摆动方式代表了两种摆动类型,

交流熔化极气体保护焊研究.docx
交流熔化极气体保护焊研究交流熔化极气体保护焊研究引言:交流熔化极气体保护焊(AC-GMAW),又称为逆变直流熔化极气体保护焊,是一种先进的焊接技术。传统的交流熔化极气体保护焊通常使用交流电源,但这种方式存在一些缺点,如冲击电弧和不稳定的电弧形态。为了克服这些问题,逆变直流熔化极气体保护焊技术应运而生。本文将探索这种焊接技术的原理、特点以及在不同领域的应用。一、原理:逆变直流熔化极气体保护焊利用先进的逆变电源将交流电转换为直流电,并通过极性变化的控制实现电弧在交流周期内的方向变换。根据电弧在焊接过程中的作用