
熔化极气体保护焊ppt课件.ppt

天马****23


1/10
2/10

3/10
4/10

5/10
6/10

7/10
8/10
9/10

10/10
亲,该文档总共41页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

熔化极气体保护焊ppt课件.ppt
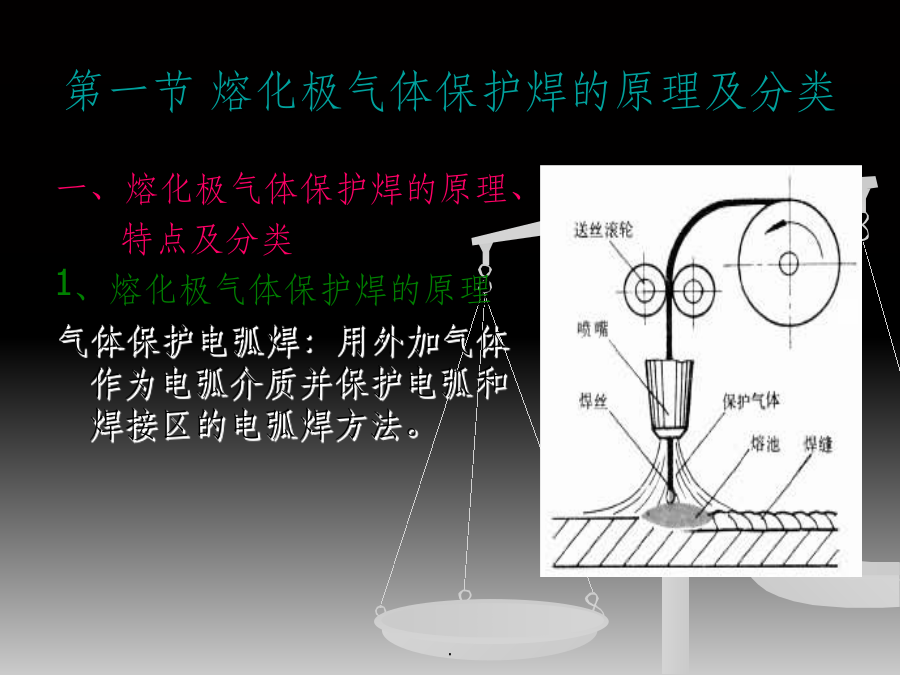
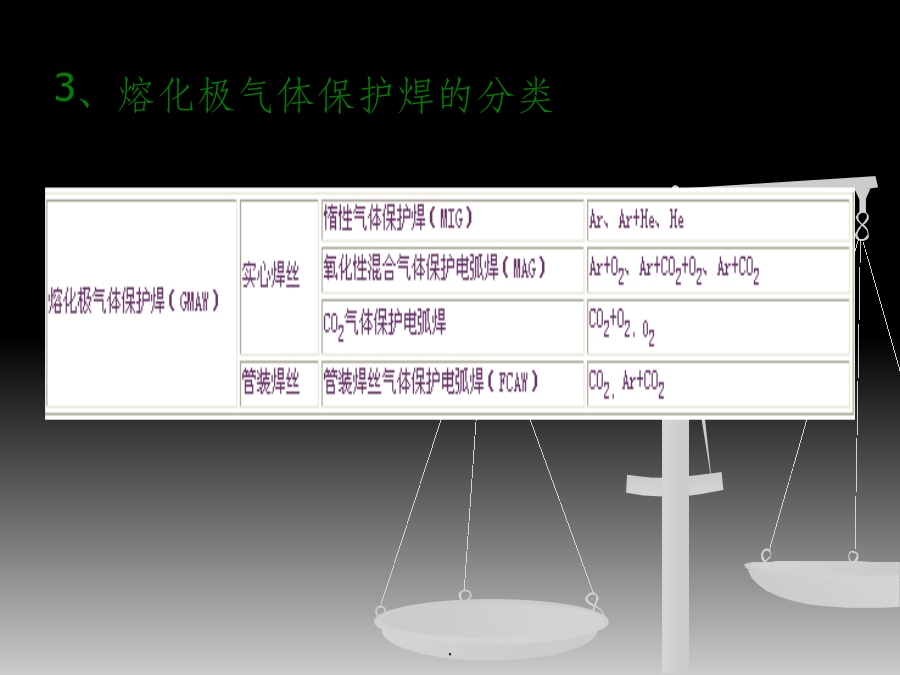
熔化极气体保护焊第一节熔化极气体保护焊的原理及分类焊丝熔滴过渡类型根据国际焊接学会(IIW)的分类,熔化极气体保护焊焊丝金属的熔滴过渡类型有三大类:自由过渡、短路过渡和混合过渡自由过渡又分为两种:滴状过渡和喷射过渡第二节二氧化碳气体保护焊第三节熔化极惰性气体保护焊第四节熔化极活性气体保护焊第五节药芯焊丝气体保护焊1第六节熔化极气体保护窄间隙焊焊丝在深坡口中进行焊接,侧壁融合不良时最常见的缺陷,因而电弧摆动技术是解决窄间隙焊接时侧壁良好融合的关键,代表性的摆动方式有:四种上述四种摆动方式代表了两种摆动类型,
熔化极气体保护焊教材ppt课件.ppt
熔化极气体保护焊(CO2/MAG/MIG)培训1.焊接方法分类2.熔化焊接的主要特征3.气体保护电弧焊4.C02气体保护电弧焊的工作原理5.C02气体保护焊的特点对接1.焊接方法分类熔化极分类和优缺点将被连接金属局部熔化,然后冷却结晶使分子或原子彼此达到晶格距离并形成结合力,这种焊接方法叫熔化焊接。需要一个能量集中,热量足够的热源。能量集中性:就是在金属电极中单位面积所通过的电流越大,能量集中性越好。电弧焊:以气体导电时产生的电弧热为热源。熔化极:焊丝或焊条既是电极又是填充金属。非熔化极:电极(钨极)不熔

焊接工艺—熔化极气体保护焊ppt课件.ppt
第三章熔化极气体保护焊—吴新华第一节慨述熔化极气体保护焊的分类及特点第二节熔化极惰性气体保护焊三、MIG焊的应用焊缝正反面对比欧宝Tigra轿车的活动顶棚支架MIG焊设备1、焊接电源2、送丝机构5、供气、供水系统1、供气系统:气瓶、减压流量计、电磁气阀等MIG焊所用的Ar气瓶涂色为灰色,减压流量计要用Ar气专用的。2、水冷系统:用于大电流(150A)/自动焊枪熔化极惰性气体保护焊工艺4“亚射流”过渡:是一种兼有射流过渡和短路过渡特点的特殊的熔滴过渡形式。亚射流过渡的获得:增加焊接I到大于射流过渡的临界I后

熔化极气体保护焊.ppt
熔化极气体保护焊熔化极气体保护焊的分类及应用一、熔化极气体保护焊的分类及特点熔化极气体保护焊是以可熔化的金属焊丝作电极,由气体作保护的电弧焊。操作方式:半自动焊、自动焊焊丝:实心焊丝:一般含有脱氧用的和焊缝金属所需要的合金元素;药芯焊丝:药芯成分及作用与焊条的药皮相似(一)熔化极气体保护焊分类(二)熔化极气体保护焊的优缺点1、优点与焊条电弧焊相比:1)焊接效率高。连续送丝,没有更换焊条工序,焊道之间不须清渣,节省时间;通过焊丝的电流密度大,提高了熔敷速度。2)可以获得含氢量较焊条电弧焊低的焊缝金属。3)在
熔化极气体保护焊焊枪.pdf
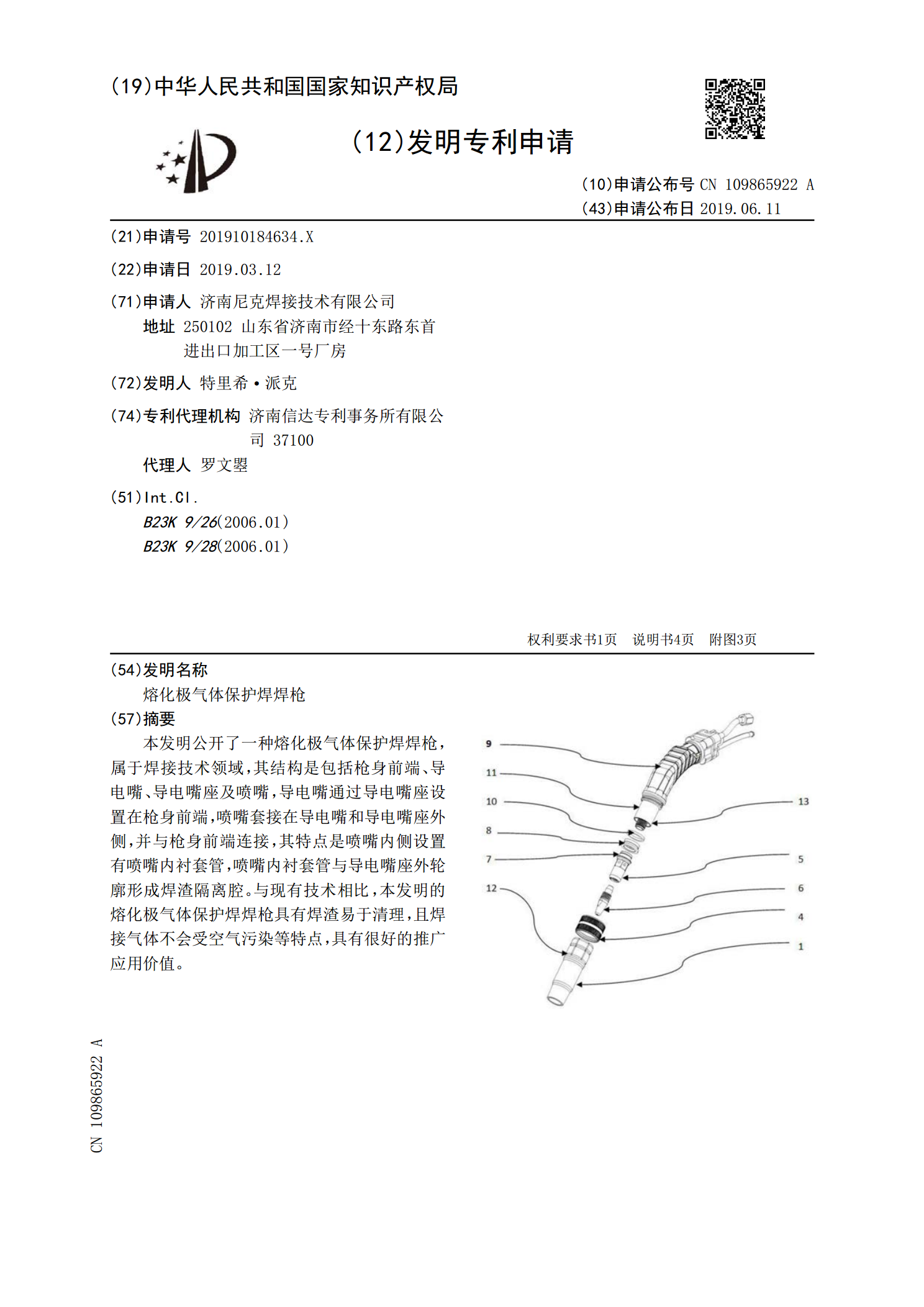
本发明公开了一种熔化极气体保护焊焊枪,属于焊接技术领域,其结构是包括枪身前端、导电嘴、导电嘴座及喷嘴,导电嘴通过导电嘴座设置在枪身前端,喷嘴套接在导电嘴和导电嘴座外侧,并与枪身前端连接,其特点是喷嘴内侧设置有喷嘴内衬套管,喷嘴内衬套管与导电嘴座外轮廓形成焊渣隔离腔。与现有技术相比,本发明的熔化极气体保护焊焊枪具有焊渣易于清理,且焊接气体不会受空气污染等特点,具有很好的推广应用价值。