
【大学资料】03-05-激光拼焊板-20161115.pdf

一只****ua


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共67页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
【大学资料】03-05-激光拼焊板-20161115.pdf
材料的深加工激光拼焊板目录1激光拼焊板的发展历史2激光拼焊板的特点3激光拼焊板的应用4焊接质量保证5国内目前激光拼焊总体介绍21激光拼焊板的发展历史3激光拼焊板的定义
【大学资料】03-05-激光拼焊板-20161115.pdf
材料的深加工激光拼焊板目录1激光拼焊板的发展历史2激光拼焊板的特点3激光拼焊板的应用4焊接质量保证5国内目前激光拼焊总体介绍21激光拼焊板的发展历史3激光拼焊板的定义

一种汽车板件激光拼焊装置.pdf
一种汽车板件激光拼焊装置,所述装置包括有拼焊腔室,拼焊腔室内设置有第一钢卷和用于展开第一钢卷的展开单元,第一钢卷一侧设置有可展开的第二钢卷,第二钢卷的展开段与第一钢卷展开段平行且侧边对齐,拼焊腔室内还设置有用于将第二钢卷移动到第一钢卷另一侧对齐的移动单元;所述拼焊腔室内顶壁设置有滑动单元,滑动单元的滑动端设置有用于拼焊第一钢卷和第二钢卷展开段侧边的激光焊接机械臂、用于落料的落料机械臂。本发明可将两个钢卷展开段侧边一次性拼焊,再一次性落料,不用单个拼焊,节约了大量拼焊时间,提升工作效率,且左右交替拼焊,拼焊
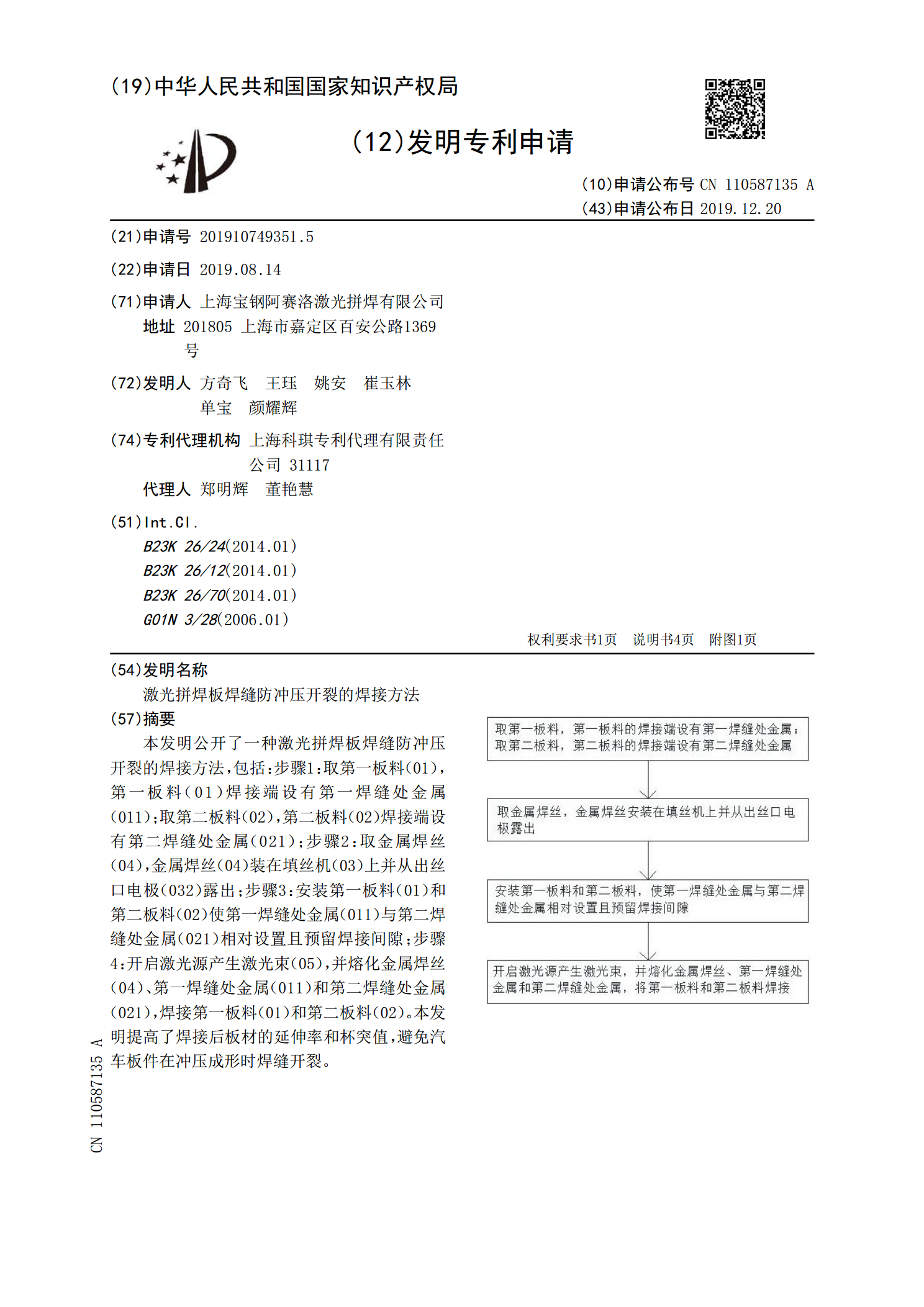
激光拼焊板焊缝防冲压开裂的焊接方法.pdf
本发明公开了一种激光拼焊板焊缝防冲压开裂的焊接方法,包括:步骤1:取第一板料(01),第一板料(01)焊接端设有第一焊缝处金属(011);取第二板料(02),第二板料(02)焊接端设有第二焊缝处金属(021);步骤2:取金属焊丝(04),金属焊丝(04)装在填丝机(03)上并从出丝口电极(032)露出;步骤3:安装第一板料(01)和第二板料(02)使第一焊缝处金属(011)与第二焊缝处金属(021)相对设置且预留焊接间隙;步骤4:开启激光源产生激光束(05),并熔化金属焊丝(04)、第一焊缝处金属(011
激光拼焊板渐进成形工艺与回弹控制研究.doc
分类号TG306单位代码10618密级公开学号2120990001专业硕士学位论文激光拼焊板渐进成形工艺与回弹控制研究研究生姓名:郭秋华导师姓名及职称:安治国副教授