
数控电解精修整体叶轮叶片型面过切问题研究.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

数控电解精修整体叶轮叶片型面过切问题研究.docx
数控电解精修整体叶轮叶片型面过切问题研究一、问题描述在叶轮叶片制造过程中,经常会出现叶片型面过切的问题。这种问题会导致叶轮工作时效率降低、噪声增加、振动加剧等问题,极大地影响了叶轮的使用效果。本文主要研究数控电解精修整体叶轮叶片型面过切的问题,总结了产生过切的原因以及解决方法。二、过切原因分析造成叶片型面过切的因素有很多,其中主要的原因如下:(1)电解液浓度不足或PH值过高,导致电解液对工件的腐蚀削减能力降低,无法有效地去除工件表面的杂质和毛刺,从而导致叶片型面过切的问题出现。(2)切眼粗糙或刀具过旧,切

一种直纹面叶轮叶片过切的补偿方法.pdf
本发明公开了一种直纹面叶轮叶片过切的补偿方法,包括以下步骤:通过简单的尺寸链计算,直接在NX软件中进行补偿,不再需要技术人员手动调节叶片的直纹曲面形状,补偿的一致性稳定对叶轮的尺寸结果直接影响;通过精加工放余量试切叶片,获取叶片的尺寸参数,靠近前缘和叶尖部分的过切参数,通过对参数的反向换算,计算出误差角度,最后补偿到刀具的尺寸参数中去,计算出补偿后的数控精加工程序,实现叶轮叶片的尺寸合格,该方法能解决现有五轴联动造成的前缘靠近叶尖部分三角区域的过切误差。

整体叶轮叶片型面抛光的最佳选择_磨粒流加工.pdf
基于UG叶轮加工模块叶片加工过切问题分析.pdf
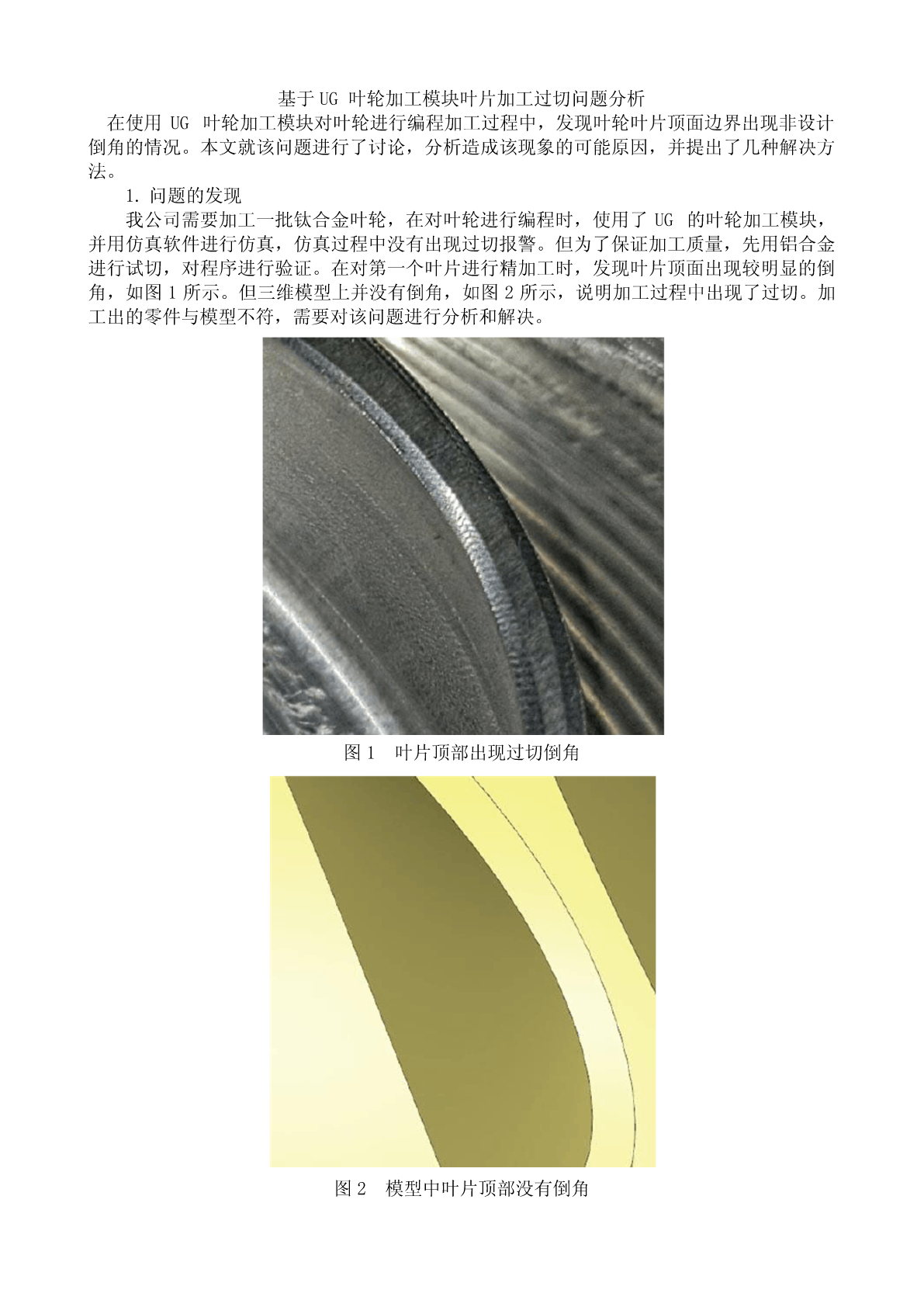
基于UG叶轮加工模块叶片加工过切问题分析在使用UG叶轮加工模块对叶轮进行编程加工过程中,发现叶轮叶片顶面边界出现非设计倒角的情况。本文就该问题进行了讨论,分析造成该现象的可能原因,并提出了几种解决方法。1.问题的发现我公司需要加工一批钛合金叶轮,在对叶轮进行编程时,使用了UG的叶轮加工模块,并用仿真软件进行仿真,仿真过程中没有出现过切报警。但为了保证加工质量,先用铝合金进行试切,对程序进行验证。在对第一个叶片进行精加工时,发现叶片顶面出现较明显的倒角,如图1所示。但三维模型上并没有倒角,如图2所示,说明加

闭式整体叶轮数控电解加工工艺试验研究.docx
闭式整体叶轮数控电解加工工艺试验研究摘要本文主要研究了闭式整体叶轮数控电解加工工艺试验,通过对不同参数下叶轮的加工效果进行比较和分析,得出了较为理想的加工参数范围和优化方案,并对其进行了验证。该研究可以为实际叶轮制造生产提供参考。关键词:闭式整体叶轮,数控电解加工,工艺试验,参数优化AbstractThispapermainlystudiestheexperimentalresearchonclosedintegralimpellerCNCelectrochemicalmachiningprocess.B