
基于UG叶轮加工模块叶片加工过切问题分析.pdf

文库****品店


1/6

2/6
3/6

4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
基于UG叶轮加工模块叶片加工过切问题分析.pdf
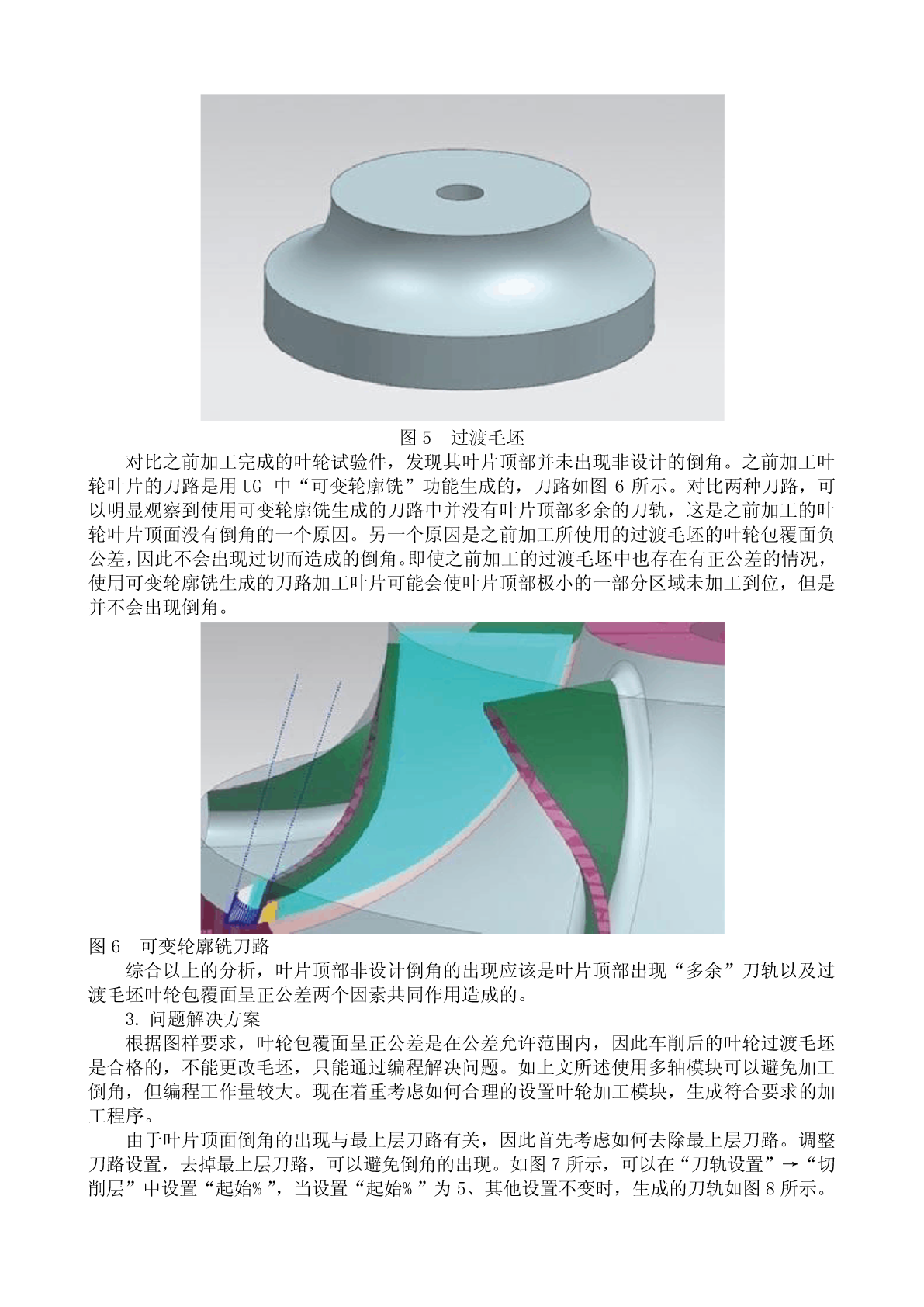
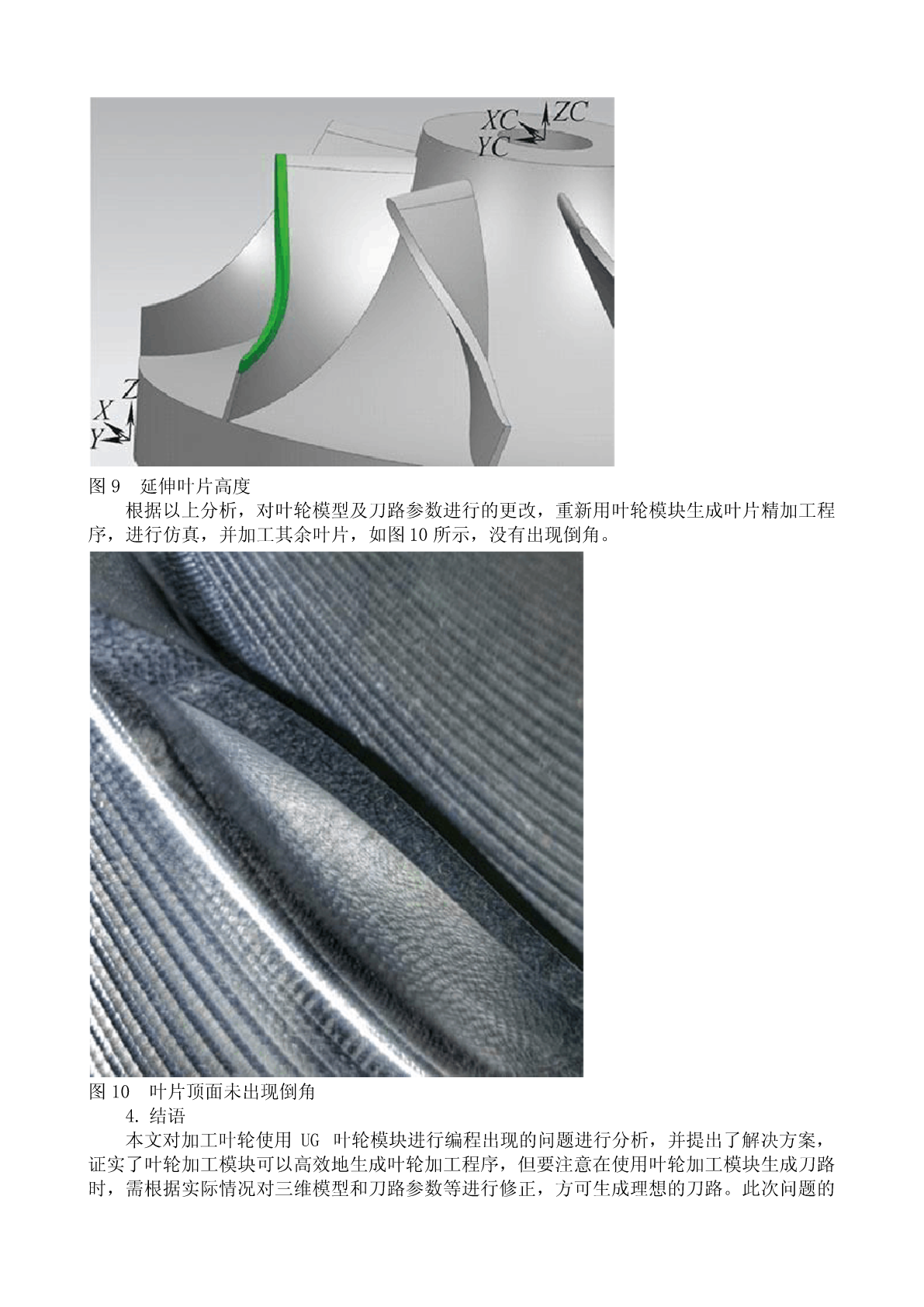
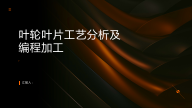
基于UG叶轮加工模块叶片加工过切问题分析在使用UG叶轮加工模块对叶轮进行编程加工过程中,发现叶轮叶片顶面边界出现非设计倒角的情况。本文就该问题进行了讨论,分析造成该现象的可能原因,并提出了几种解决方法。1.问题的发现我公司需要加工一批钛合金叶轮,在对叶轮进行编程时,使用了UG的叶轮加工模块,并用仿真软件进行仿真,仿真过程中没有出现过切报警。但为了保证加工质量,先用铝合金进行试切,对程序进行验证。在对第一个叶片进行精加工时,发现叶片顶面出现较明显的倒角,如图1所示。但三维模型上并没有倒角,如图2所示,说明加
叶轮叶片工艺分析及编程加工.pptx
汇报人:/目录0102材料选择制造流程工艺参数质量检测03数控编程加工中心操作刀具选择与使用切削参数优化04加工精度提升表面质量改善生产效率提高降低制造成本05常见问题分析问题诊断与定位解决方案制定与实施问题解决效果评估06新型加工技术的研发与应用加工过程的智能化与自动化加工设备的升级与改造未来发展方向与趋势汇报人:

叶轮叶片加工.doc
多叶片复杂曲面零件的设计与五轴模拟加工1.1加工任务整体叶轮的零件视图如图1所示图1叶轮零件针对本零件,本例中将进行叶轮底部圆弧面的加工。此工件的毛坯为圆棒料,材料牌号为钛合金TC4.采用专用的夹具将其底面固定安装在机床C轴上。本例中我们将完成叶轮圆弧底面的精加工。1.2加工工艺方案通常情况下,在大部分制造场合,单片叶轮的叶片多采用锻造方式做成毛坯,整体式叶轮类零件的毛坯多采用铸造的方式形成,然后采用3~5轴数控机床进行半精加工或精加工,特殊情况下可能还采用人工抛光的方法,形成最后的精加工。本例中,我们就

基于UG4.0的整体叶轮叶片五轴加工刀位轨迹生成.docx
基于UG4.0的整体叶轮叶片五轴加工刀位轨迹生成摘要:随着现代制造技术的快速发展,五轴加工技术成为目前加工领域的一种重要加工方式。在叶轮叶片的加工中,五轴加工技术可以提高加工效率和产品质量。本论文选取UG4.0软件,设计了基于UG4.0的整体叶轮叶片五轴加工刀位轨迹生成方法,给出了具体的实现步骤,并进行了实验验证。实验结果表明,该方法能够有效地生成合适的加工刀位轨迹,满足工艺加工要求。关键词:UG4.0;五轴加工;叶轮叶片;刀位轨迹生成1.引言随着高新技术的发展,以叶轮叶片为代表的复杂曲面零件越来越广泛地

基于UG的叶轮五轴联动数控加工.docx
基于UG的叶轮五轴联动数控加工叶轮是重要的机械部件,广泛应用于航空、船舶、化工、输油、燃气轮机等领域。如何高效地加工叶轮,一直是制造业面临的难题之一。五轴联动数控加工技术是一种高效、精密的加工方法,在加工复杂曲面零件方面具有独特的优势。本文将从以下几个方面论述基于UG的叶轮五轴联动数控加工技术。一、五轴联动数控加工技术的优势五轴联动数控加工技术相对于传统的三轴数控加工技术,具有以下优势:1.可以加工复杂曲面零件五轴联动数控加工技术可以沿着不同的轴线同时移动,并通过旋转等操作实现不同的切削角度,从而可以精确