
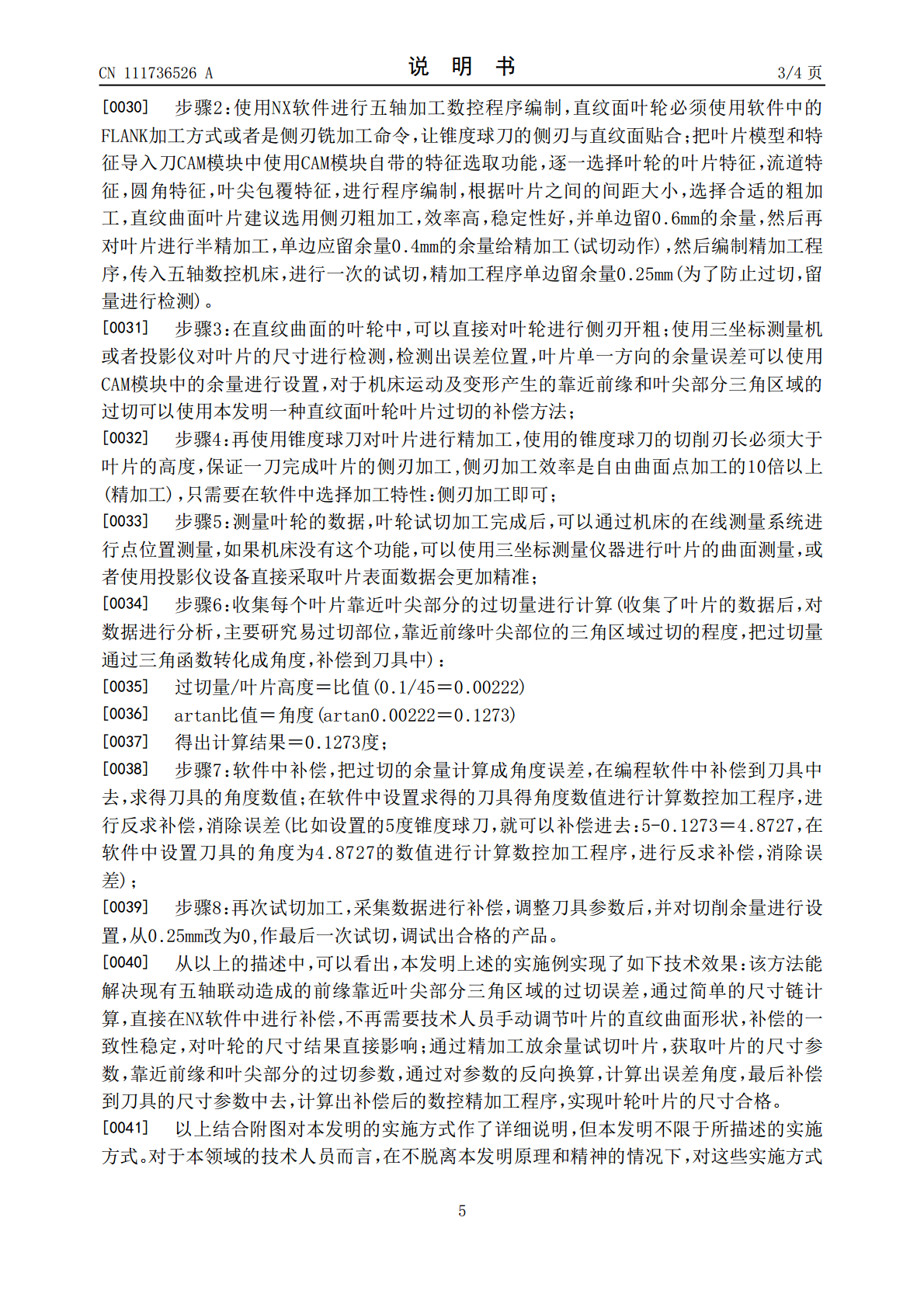
一种直纹面叶轮叶片过切的补偿方法.pdf

大渊****公主

1/9
2/9
3/9
4/9
5/9

6/9

7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种直纹面叶轮叶片过切的补偿方法.pdf
本发明公开了一种直纹面叶轮叶片过切的补偿方法,包括以下步骤:通过简单的尺寸链计算,直接在NX软件中进行补偿,不再需要技术人员手动调节叶片的直纹曲面形状,补偿的一致性稳定对叶轮的尺寸结果直接影响;通过精加工放余量试切叶片,获取叶片的尺寸参数,靠近前缘和叶尖部分的过切参数,通过对参数的反向换算,计算出误差角度,最后补偿到刀具的尺寸参数中去,计算出补偿后的数控精加工程序,实现叶轮叶片的尺寸合格,该方法能解决现有五轴联动造成的前缘靠近叶尖部分三角区域的过切误差。
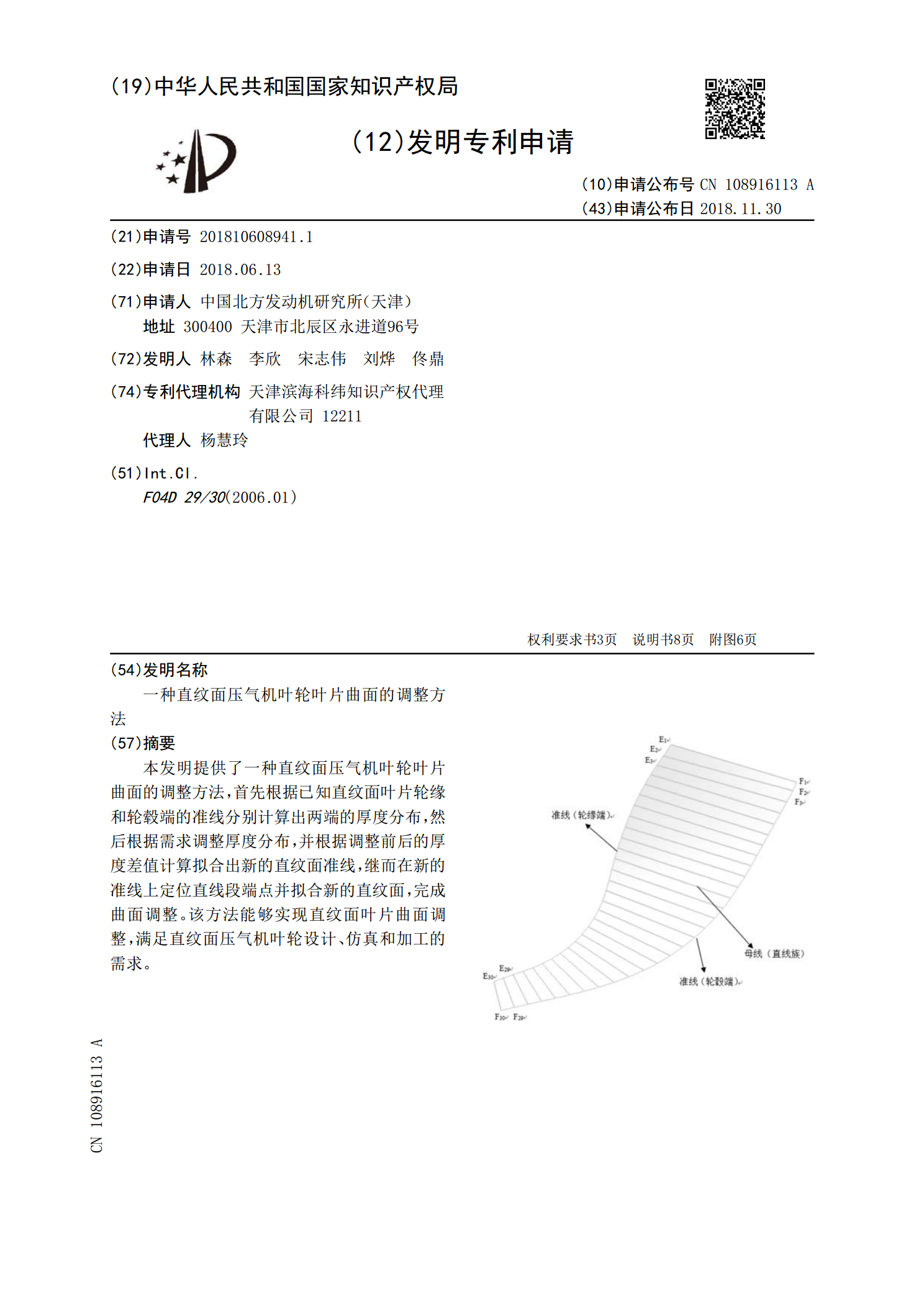
一种直纹面压气机叶轮叶片曲面的调整方法.pdf
本发明提供了一种直纹面压气机叶轮叶片曲面的调整方法,首先根据已知直纹面叶片轮缘和轮毂端的准线分别计算出两端的厚度分布,然后根据需求调整厚度分布,并根据调整前后的厚度差值计算拟合出新的直纹面准线,继而在新的准线上定位直线段端点并拟合新的直纹面,完成曲面调整。该方法能够实现直纹面叶片曲面调整,满足直纹面压气机叶轮设计、仿真和加工的需求。

直纹面叶轮五坐标插铣加工方法.pdf
本发明是一种直纹面叶轮五坐标插铣加工方法,该方法步骤如下:边界矢量的生成,边界矢量的插值,行距、步距的计算,刀心点的计算,刀具轨迹规划,直至完成直纹面叶轮零件的加工。本发明克服了现有技术中粗加工效率低下的缺陷,保证了插铣加工的材料去除率和加工效率,适于推广应用。

数控电解精修整体叶轮叶片型面过切问题研究.docx
数控电解精修整体叶轮叶片型面过切问题研究一、问题描述在叶轮叶片制造过程中,经常会出现叶片型面过切的问题。这种问题会导致叶轮工作时效率降低、噪声增加、振动加剧等问题,极大地影响了叶轮的使用效果。本文主要研究数控电解精修整体叶轮叶片型面过切的问题,总结了产生过切的原因以及解决方法。二、过切原因分析造成叶片型面过切的因素有很多,其中主要的原因如下:(1)电解液浓度不足或PH值过高,导致电解液对工件的腐蚀削减能力降低,无法有效地去除工件表面的杂质和毛刺,从而导致叶片型面过切的问题出现。(2)切眼粗糙或刀具过旧,切

类直纹面整体叶轮曲面的侧铣加工方法.pdf
本发明涉及一种类直纹面整体叶轮曲面的侧铣加工方法,首先,根据类直纹面整体叶轮曲面,获取近似的直纹面,近似直纹面采用两条边界三次B样条曲线表示;之后,根据近似直纹面和刀具参数,通过偏置方法获取离散刀具位置和姿态,通过B样条曲线插值得到初始刀具路径;然后,计算类直纹面到刀具包络面的距离,建立遵循误差评定准则的刀具路径整体优化模型,并将优化后的最大几何偏差与预定的加工精度进行比较,判断类直纹面能否通过侧铣达到加工精度要求;最后,若优化后的最大几何偏差小于预定的加工精度,生成最优刀具路径,输出刀具路径文件。本发明