
工业汽轮机末级动叶片塑性成形研究.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

工业汽轮机末级动叶片塑性成形研究.docx
工业汽轮机末级动叶片塑性成形研究工业汽轮机末级动叶片塑性成形研究摘要:工业汽轮机是现代工业中常见的动力设备之一,而叶片作为其核心部件之一,对汽轮机的性能和效果有着重要的影响。本文针对工业汽轮机末级动叶片的塑性成形进行研究,分析了叶片材料的选择、成形过程的优化以及成形工艺的控制等关键问题,并提出了一种优化的叶片塑性成形方案。1.引言工业汽轮机末级动叶片是由高温合金材料制成,具有复杂的形状和高度精度要求。传统的机械加工方法存在生产周期长、能耗高、材料浪费大等问题。因此,塑性成形技术成为制造高精度叶片的主要方法
变转速大流量工业汽轮机次末级动叶片及叶片组件.pdf
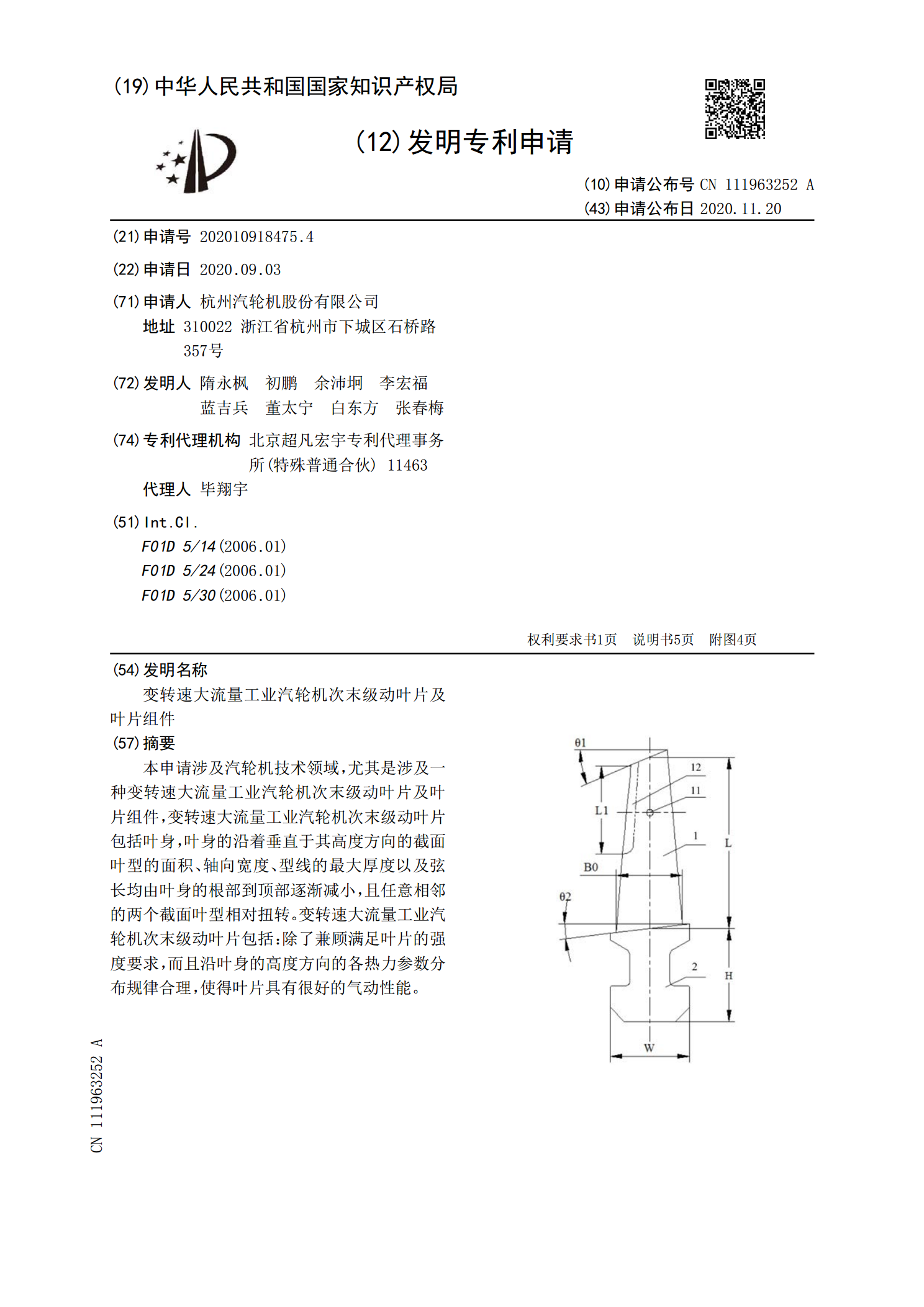
本申请涉及汽轮机技术领域,尤其是涉及一种变转速大流量工业汽轮机次末级动叶片及叶片组件,变转速大流量工业汽轮机次末级动叶片包括叶身,叶身的沿着垂直于其高度方向的截面叶型的面积、轴向宽度、型线的最大厚度以及弦长均由叶身的根部到顶部逐渐减小,且任意相邻的两个截面叶型相对扭转。变转速大流量工业汽轮机次末级动叶片包括:除了兼顾满足叶片的强度要求,而且沿叶身的高度方向的各热力参数分布规律合理,使得叶片具有很好的气动性能。

600MW机组汽轮机末级动叶片辊锻成形工艺.pdf
本发明公开了一种600MW机组汽轮机末级动叶片辊锻成形工艺,属于叶片锻造技术领域。本发明的600MW机组汽轮机末级动叶片辊锻成形工艺,包括以下阶段实现:开坯阶段:辊锻开坯和模锻开坯;成型辊锻、终锻阶段:成型辊锻、终锻和切边校形;热处理阶段:高温回火、淬火以及回火处理。本发明的600MW机组汽轮机末级动叶片辊锻成形工艺,操作简便、成本低廉对锻压设备吨位要求小,且设备简单,便于维护,叶型余量小分布均匀一致性好,提高精加工和抛磨速度,并提高叶片的抗腐蚀性和机械性能,精辊叶片的屈服强度和抗拉强度优于模锻叶片,降低

湿冷汽轮机末级动叶片.pdf
本发明涉及一种湿冷汽轮机末级动叶片,特征是叶片有效高度为736.6mm,叶身高度H的相对值由0.0单调增加到1.0,安装角c1由72.06°单调减小到14.78°;从根截面到顶截面的面积A变化规律为:4.511≥A≥1.0,从根截面到顶截面的轴向宽度Xa变化规律为:4.093≥Xa≥1.0,从根截面到顶截面的弦长b1变化规律为:1.324≥b1≥1.0,从根截面到顶截面的最大厚度W1变化规律为:3.587≥W1≥1.0。尤其是适用于背压6~10kPa,功率150MW~250MW,转速3000rpm的亚临界
全转速汽轮机末级动叶片.pdf
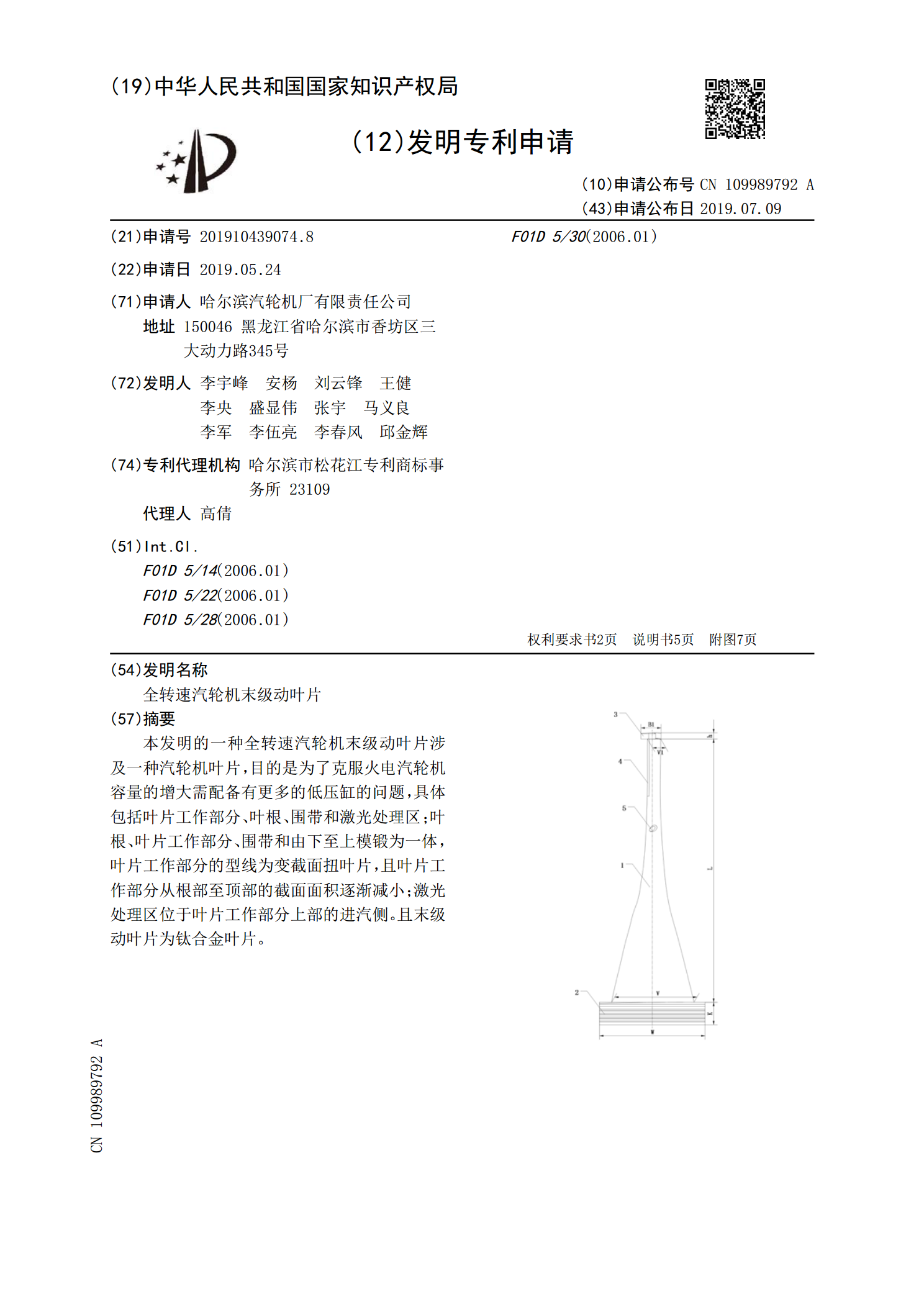
本发明的一种全转速汽轮机末级动叶片涉及一种汽轮机叶片,目的是为了克服火电汽轮机容量的增大需配备有更多的低压缸的问题,具体包括叶片工作部分、叶根、围带和激光处理区;叶根、叶片工作部分、围带和由下至上模锻为一体,叶片工作部分的型线为变截面扭叶片,且叶片工作部分从根部至顶部的截面面积逐渐减小;激光处理区位于叶片工作部分上部的进汽侧。且末级动叶片为钛合金叶片。