
弯曲工艺与弯曲模.pptx

赫赫****等你


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10
10/10
亲,该文档总共58页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

弯曲工艺与弯曲模.pptx
第三节弯曲卸载后旳回弹弯曲是将板料、棒料、型材或管料等弯成一定形状和角度旳零件旳一种冲压成形工序。概述生活中旳弯曲零件弯曲件旳弯曲措施用模具成形弯曲件一用模具成形弯曲件二1)弯曲变形区主要在弯曲件旳圆角部分。2)弯曲变形区内,在板料旳外层切向纤维受拉而伸长,在内层切向纤维受压缩而缩短。应变中性层:在缩短和伸长两变形区域之间,必有一层金属纤维变形前后长度保持不变。伴随弯曲逐渐进行,应变中性层逐渐内移。3)在弯曲变形区中,板料变形后产生厚度变薄现象。(r/t)↘,t↘t(↘)→t1变薄系数η=t1/t2.弹-

弯曲工艺与弯曲模.ppt
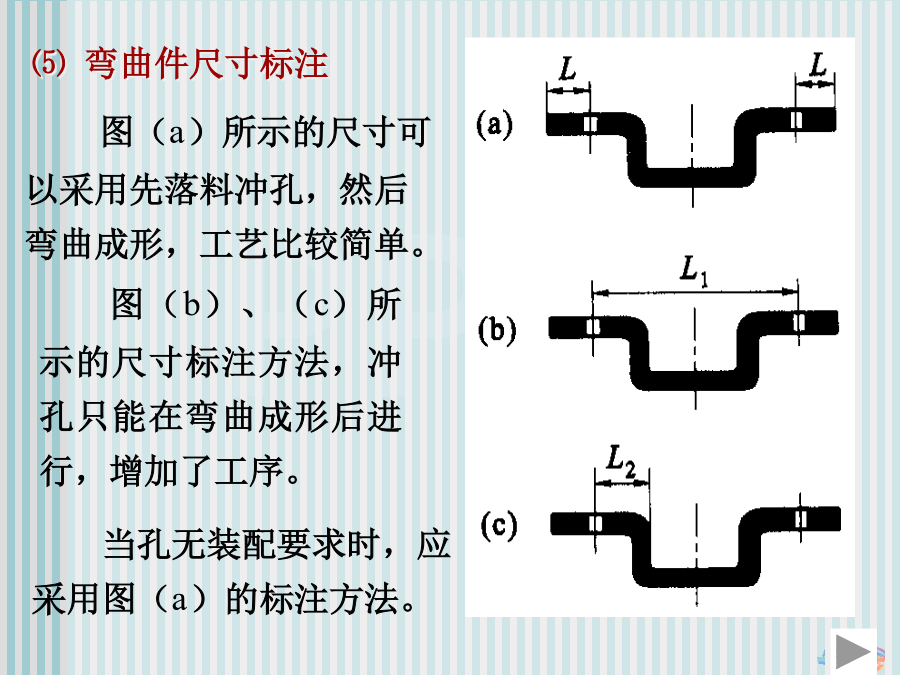
第七讲弯曲工艺与弯曲模一、弯曲工艺及弯曲件工艺性⒉弯曲件结构工艺性最小弯曲半经rmin①当弯曲90°角时为保证弯曲件质量必须使其直边高度h大于厚度t的两倍以上(即h>2t);③当弯曲边带有斜角时应使h=(2~4)t>3mm。⑶弯曲件孔边距②如工件结构允许可在弯曲处先冲出工艺孔再弯曲成型(工艺孔吸收弯曲变形应力防止孔在弯曲时变形)(如图)。⑷止裂孔、止裂槽图(b)、(c)所示的尺寸标注方法冲孔只能在弯曲成形后进行增加了工序。⑹弯曲件精度二、弯曲变形过程分析

弯曲工艺与弯曲模.pptx
第七讲弯曲工艺与弯曲模一、弯曲工艺及弯曲件工艺性⒉弯曲件结构工艺性①当弯曲90°角时,为保证弯曲件质量,必须使其直边高度h大于厚度t的两倍以上(即h>2t);⑶弯曲件孔边距②如工件结构允许,可在弯曲处先冲出工艺孔,再弯曲成型(工艺孔吸收弯曲变形应力,防止孔在弯曲时变形)(如图)。图(b)、(c)所示的尺寸标注方法,冲孔只能在弯曲成形后进行,增加了工序。⑹弯曲件精度二、弯曲变形过程分析⒉弯曲变形分析--网格法因此,总体上材料厚度在弯曲变形区内会变薄,使毛坯的中性层发生内移。内层材料受压缩,宽度应增加,外层材
弯曲工艺与弯曲模设计.ppt
弯曲工艺与弯曲模设计概述弯曲:在冲压力的作用下,把平板坯料弯折成一定角度和形状的一种塑性成型工艺。分类:压弯、折弯、扭弯、滚弯和拉弯。弯曲模:弯曲工艺使用的冲模。压弯的典型形状:典型压弯工件:弯曲过程及工作原理3.1弯曲模设计程序课后思考3.2审图与弯曲工艺性分析学习目标:理解最小相对弯曲半径,掌握弯曲件的结构工艺性要求,了解弯曲件在公差、材料上的要求。教学要求:能够根据弯曲件的工艺条件,查表确定最小相对弯曲半径;根据弯曲件的结构工艺性要求改善弯曲件的结构设计。3.2.1弯曲件结构工艺性要求(1)工件的弯

弯曲工艺与弯曲模_2.ppt
复习上次课内容第八节弯曲模典型结构第八节弯曲模典型结构第八节弯曲模典型结构第八节弯曲模典型结构第八节弯曲模典型结构第八节弯曲模典型结构第八节弯曲模典型结构第八节弯曲模典型结构第九节弯曲模结构设计第九节弯曲模结构设计第九节弯曲模结构设计第九节弯曲模结构设计第九节弯曲模结构设计第九节弯曲模结构设计第九节弯曲模结构设计第九节弯曲模结构设计第九节弯曲模结构设计完善连续作业。第三章弯曲工艺与弯曲模设计第三章弯曲工艺与弯曲模设计第三章弯曲工艺与弯曲模设计第三章弯曲工艺与弯曲模