
弯曲工艺与弯曲模设计.ppt

lj****88

1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共144页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
弯曲工艺与弯曲模设计.ppt
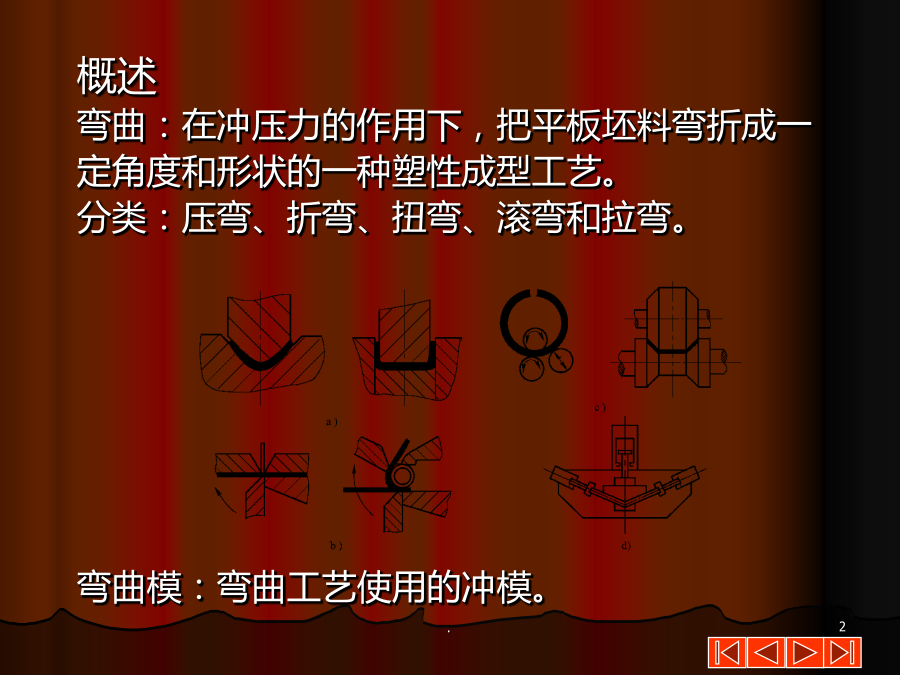
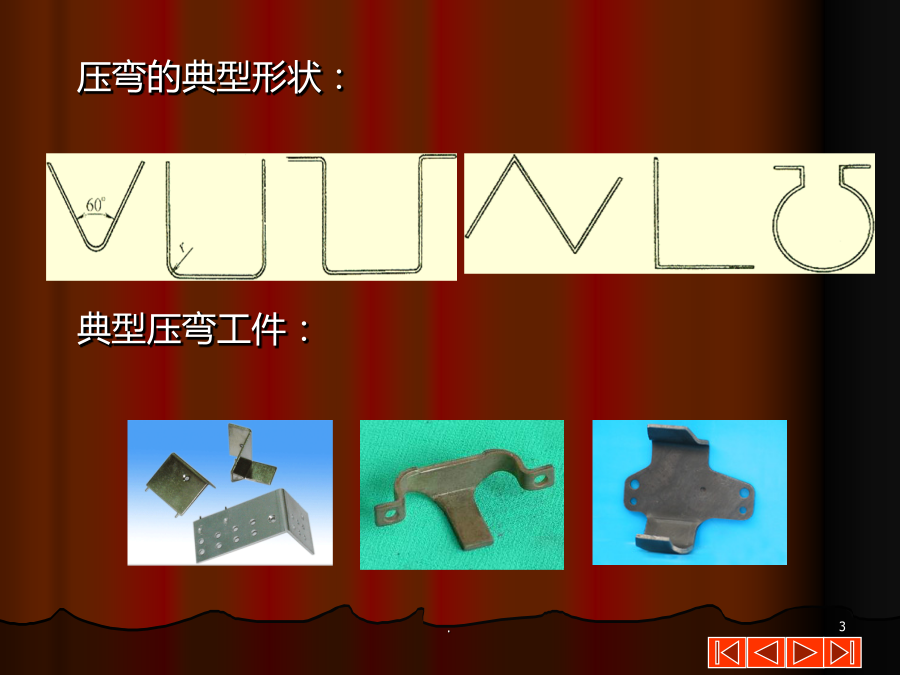
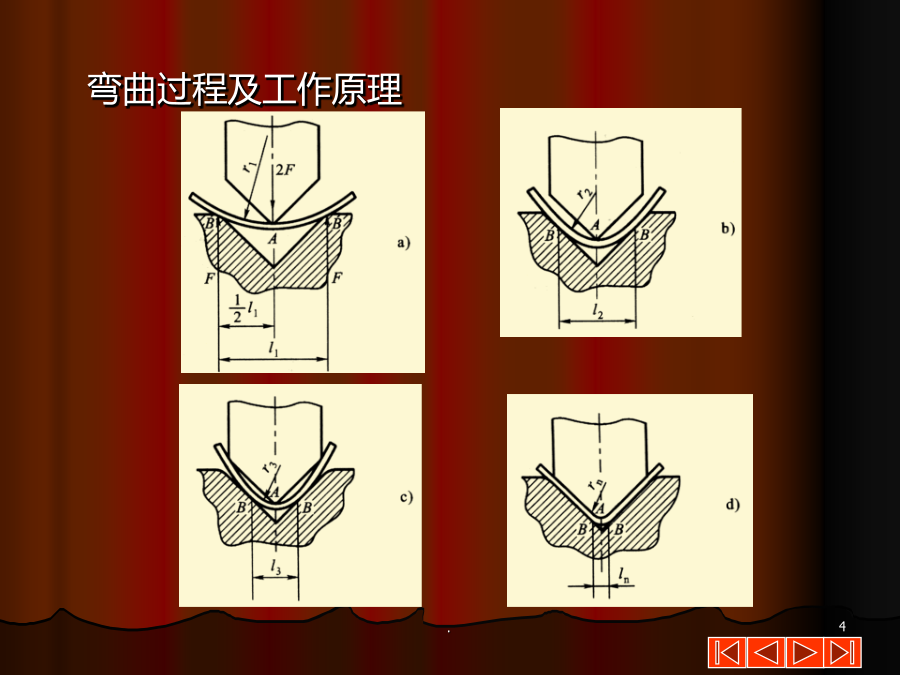
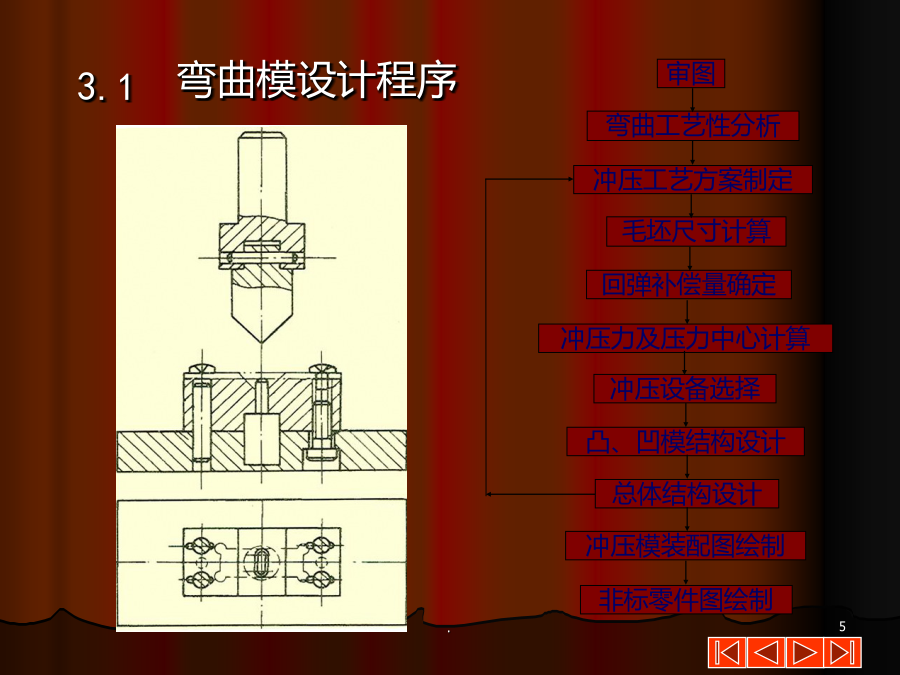
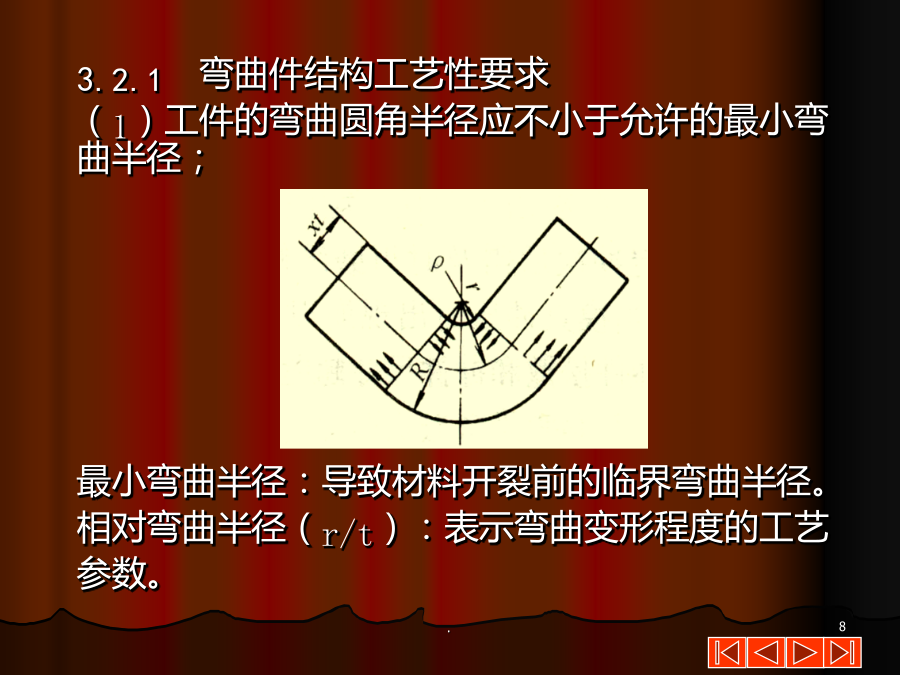
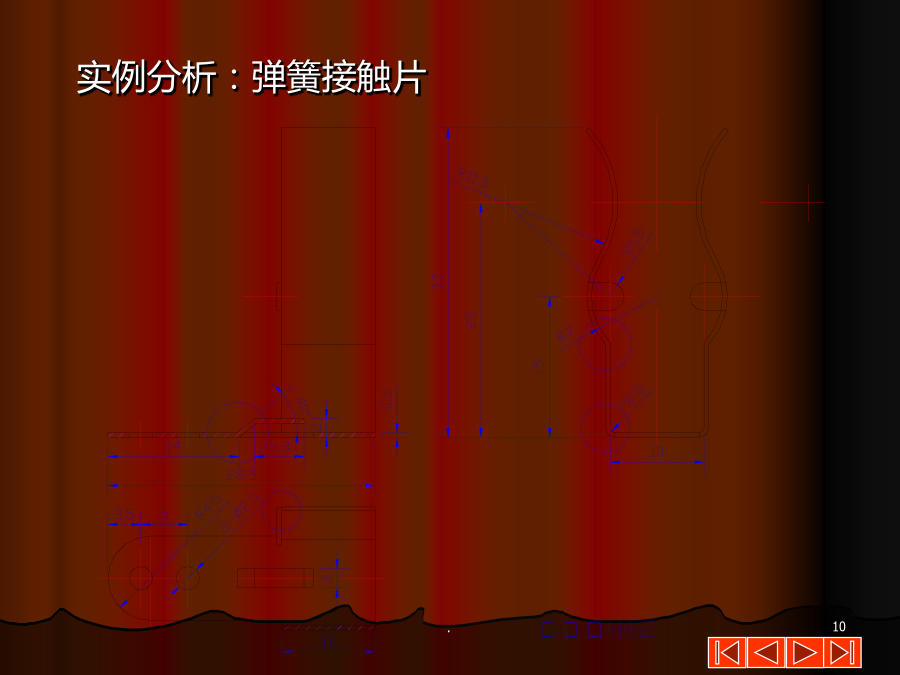
弯曲工艺与弯曲模设计概述弯曲:在冲压力的作用下,把平板坯料弯折成一定角度和形状的一种塑性成型工艺。分类:压弯、折弯、扭弯、滚弯和拉弯。弯曲模:弯曲工艺使用的冲模。压弯的典型形状:典型压弯工件:弯曲过程及工作原理3.1弯曲模设计程序课后思考3.2审图与弯曲工艺性分析学习目标:理解最小相对弯曲半径,掌握弯曲件的结构工艺性要求,了解弯曲件在公差、材料上的要求。教学要求:能够根据弯曲件的工艺条件,查表确定最小相对弯曲半径;根据弯曲件的结构工艺性要求改善弯曲件的结构设计。3.2.1弯曲件结构工艺性要求(1)工件的弯

弯曲工艺与弯曲模设计.pptx
会计学23456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354

弯曲工艺与弯曲模设计.ppt
第四章弯曲工艺与弯曲模4.1弯曲工艺及弯曲件工艺性1.弯曲的开始阶段当弯曲圆角半径减小到一定值时毛坯变形区内外表面首先开始出现塑性变形并逐渐向毛坯内部扩展变形由弹性弯曲过渡到弹—塑性弯曲。弯曲分类4.1.3弯曲变形特点图4-6板料厚度方向变形情况4.1.4弯曲件的结构工艺性3.弯曲件的直边高度5.止裂孔、止裂槽6.弯曲件的尺寸标注和精度4.2.1V形件弯曲模使用斜楔的U形件弯曲模2.一次弯曲成形4.2.5圆形件弯曲模4.3弯曲件的质量分析图4-27有

弯曲工艺与弯曲模设计教材.pptx
复习上次课内容第八节弯曲模典型结构第八节弯曲模典型结构第八节弯曲模典型结构第八节弯曲模典型结构第八节弯曲模典型结构第八节弯曲模典型结构第八节弯曲模典型结构第八节弯曲模典型结构第九节弯曲模结构设计第九节弯曲模结构设计第九节弯曲模结构设计第九节弯曲模结构设计第九节弯曲模结构设计第九节弯曲模结构设计第九节弯曲模结构设计第九节弯曲模结构设计第九节弯曲模结构设计完善连续作业。第三章弯曲工艺与弯曲模设计第三章弯曲工艺与弯曲模设计第三章弯曲工艺与弯曲模设计第三章弯曲工艺与弯曲模设计第三章弯曲工艺与弯曲模设计第三章弯曲工

帘子板弯曲工艺与弯曲模的设计.docx
帘子板弯曲工艺与弯曲模的设计帘子板弯曲工艺与弯曲模的设计摘要:帘子板作为一种常见的建筑材料,具有良好的防水和遮阳性能。为了满足不同建筑需求,帘子板需要经过弯曲加工,以适应复杂的曲面结构。本文针对帘子板弯曲工艺和弯曲模的设计进行了研究,分析了不同材料的弯曲工艺过程和影响因素,并提出了一种优化的弯曲模设计方法。通过实验验证,得出了该方法的可行性和有效性。1.引言帘子板作为一种多功能建筑材料,广泛应用于建筑外墙、阳光房等领域。由于现代建筑结构越来越多地采用曲面设计,帘子板需要经过弯曲加工,以适应不同的建筑结构。