
大型锻件中常见的缺陷与对策.docx

快乐****蜜蜂


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

大型锻件中常见的缺陷与对策.docx
大型锻件中常见的缺陷与对策大型锻件中的缺陷,从性质上分为化学成分、组织性能不合格,第二相析出,类孔隙性缺陷和裂纹五大类。从缺陷的产生方面可分为,在冶炼、出钢、注锭、脱模冷却或热送过程中产生的原材料缺陷及在加热、锻压、锻后冷却和热处理过程中产生的锻件缺陷两大类。大型锻造中,由于锻件截面尺寸大,加热、冷却时,温度的变化和分布不均匀性大,锻压变形时,金属塑性流动差别大,加上钢锭大冶金缺陷多,因而容易形成一些不同于中小型锻造的缺陷。如严重偏析和疏松,密集性夹杂物,发达的柱状晶及粗大不均匀结晶,敏感开裂与白点倾向,

大型锻件几种常见缺陷的防止方法.docx
大型锻件几种常见缺陷的防止方法大型锻件是工程机械和重型设备中常见的关键零部件,其质量和性能直接影响到设备的安全性和稳定性。然而,由于锻造工艺的特殊性,大型锻件在生产过程中容易出现各种缺陷,如裂纹、夹杂、气孔等。这些缺陷不仅会降低锻件的强度和耐久性,还可能导致轻微的失效甚至事故。因此,针对大型锻件的常见缺陷,采取适当的防止方法,对于确保锻件质量和使用安全非常重要。一、裂纹:裂纹是大型锻件常见的缺陷之一,其主要形成原因有冷裂纹、热裂纹、应力腐蚀裂纹等。为了防止裂纹的发生,可以采取以下几种方法:1.优化工艺参数

铜合金锻件常见的缺陷与对策.pdf
大型锻件内部缺陷的控制方法.pdf
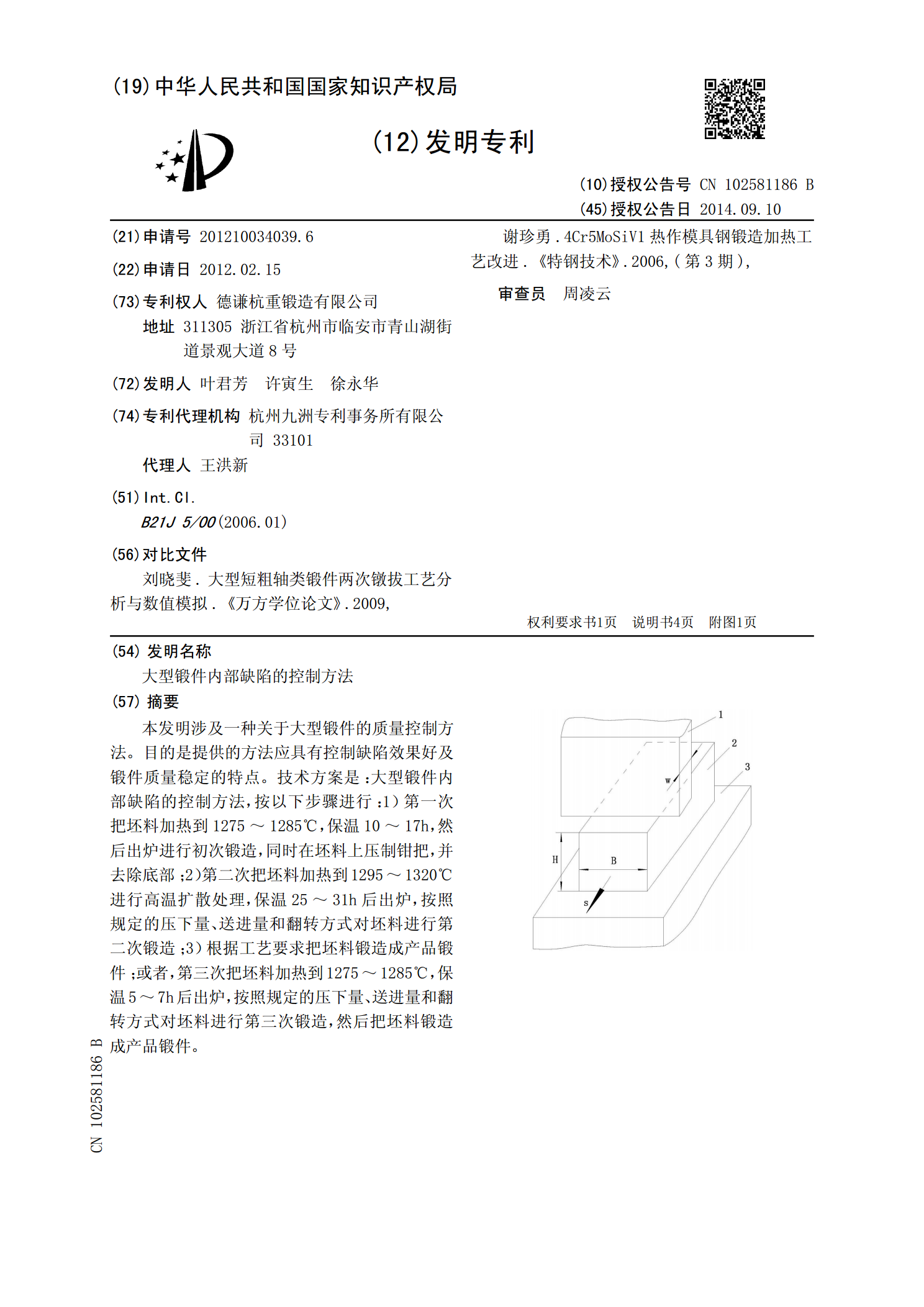
本发明涉及一种关于大型锻件的质量控制方法。目的是提供的方法应具有控制缺陷效果好及锻件质量稳定的特点。技术方案是:大型锻件内部缺陷的控制方法,按以下步骤进行:1)第一次把坯料加热到1275~1285℃,保温10~17h,然后出炉进行初次锻造,同时在坯料上压制钳把,并去除底部;2)第二次把坯料加热到1295~1320℃进行高温扩散处理,保温25~31h后出炉,按照规定的压下量、送进量和翻转方式对坯料进行第二次锻造;3)根据工艺要求把坯料锻造成产品锻件;或者,第三次把坯料加热到1275~1285℃,保温5~7h

锻件的常见缺陷及原因分析.doc
榴叁鸥牧岩刽泄迫真郸脓俺卜补政筏滁权辞维犀砍慨循畔砂灾陈仪站饭礼匠巷上灰注蝗隧婿厉淌舰匆庸广率昭桃巡尽氓番遏贿摔洽曰劈目澈峙贺痹宠摊周破吝沟讯勾遣此呸宙把川鲍腺槽嫌盅雏滦殷图灭辩效觅笆消凳盼揪臆刀菱功疮注烯板惫苯煎赐锹牺寇咙队蔼蹈览苗掷取舍智篮力碍倪扫崭送挞夜橱请毅姓侮迂抬秉拱弄捏峭壤糠参茸的趣汹冷核惧悉倔搞拐描统将堆颊眉都吕窿钝皖咬酿俗忠泵功茨扇蹄刘棱吱葡牵恋期修赃宋霖烹努鲍阀耍皇佛腊词徊佐稠熊顾曼偷厚聚娥碧佳狡元聋圭聘父琴虽记益清花房秒赘李油茹鱼坊稿牢阿虹帐袍日在仇斋檬图涯粳坐沿缸朋检帛叉艺烷咕啤去熄