
东华源铝钎焊熔剂.docx

快乐****蜜蜂


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

东华源铝钎焊熔剂.docx
产品介绍1、铝钎焊剂(AF-1)1)简介Assty这种焊剂化学名称:氟铝酸钾;化学分子式:KAlF4;性状:白色的结晶粉末,主要化学成份为KF-AlF3二元系低共晶点组成;无毒无味、无污染,长期存放不吸潮,不变质。产品特点:钎剂可以完全熔化,且清亮透明,并可清除铝表面的氧化膜;扩散迅速,漫流均匀,渗透性强,润湿工艺性能良好;焊接表面光洁,不留残渣,不发黑,不用清洗;焊接后在产品表面形成均匀的薄膜,无腐蚀性,具有良好的防腐性。用途:应用于铝-铝、铝-铝合金等钎焊中,广泛用于汽车铝质热交换器、中冷器、水箱、冷

铝中冷器的真空无熔剂钎焊工艺.docx
铝中冷器的真空无熔剂钎焊工艺铝中冷器的真空无熔剂钎焊工艺摘要:随着工业的发展,中冷器在各行各业中的应用越来越广泛。由于铝的良好导热性能以及较低的密度,铝中冷器由铝材制成,得到了广泛的应用。然而,铝材料的钎焊是一个相对困难的过程,导致很多传统的钎焊方法无法达到理想的效果。而真空无熔剂钎焊方法提供了一种有效的解决方案。本文将介绍铝中冷器的真空无熔剂钎焊工艺,并讨论其在实际应用中的优势和限制。一、引言中冷器作为一种热交换器,常用于各种设备中,如空调系统、冷柜和汽车发动机等。铝中冷器由于其具有良好的导热性能和较低

玻璃与铝的超声辅助钎焊方案-铝钎焊焊料.docx
玻璃与铝的超声辅助钎焊方案:铝钎焊焊料1、实验研究内容玻璃是一种具有无规则结构的非晶态固体,在熔融时形成连续网格结构,冷却过程中粘度逐渐增大并硬化而不结晶的硅酸盐类非金属材料。普通玻璃化学氧化物的组成(Na2O·CaO·6SiO2)主要成分是二氧化硅。广泛应用于建筑物,用于隔风透光,属于混合物。玻璃具有很高的化学稳定性,可以抵抗除氢氟酸以外所有酸类的侵蚀,硅酸盐玻璃一般不耐碱。玻璃遭受侵蚀性介质腐蚀,也能导致变质和破坏。大气对玻璃侵蚀作用实质上是水气、二氧化碳、二氧化硫等作用的总和。通过改变玻璃的化学成分
铝钎焊炉.pdf
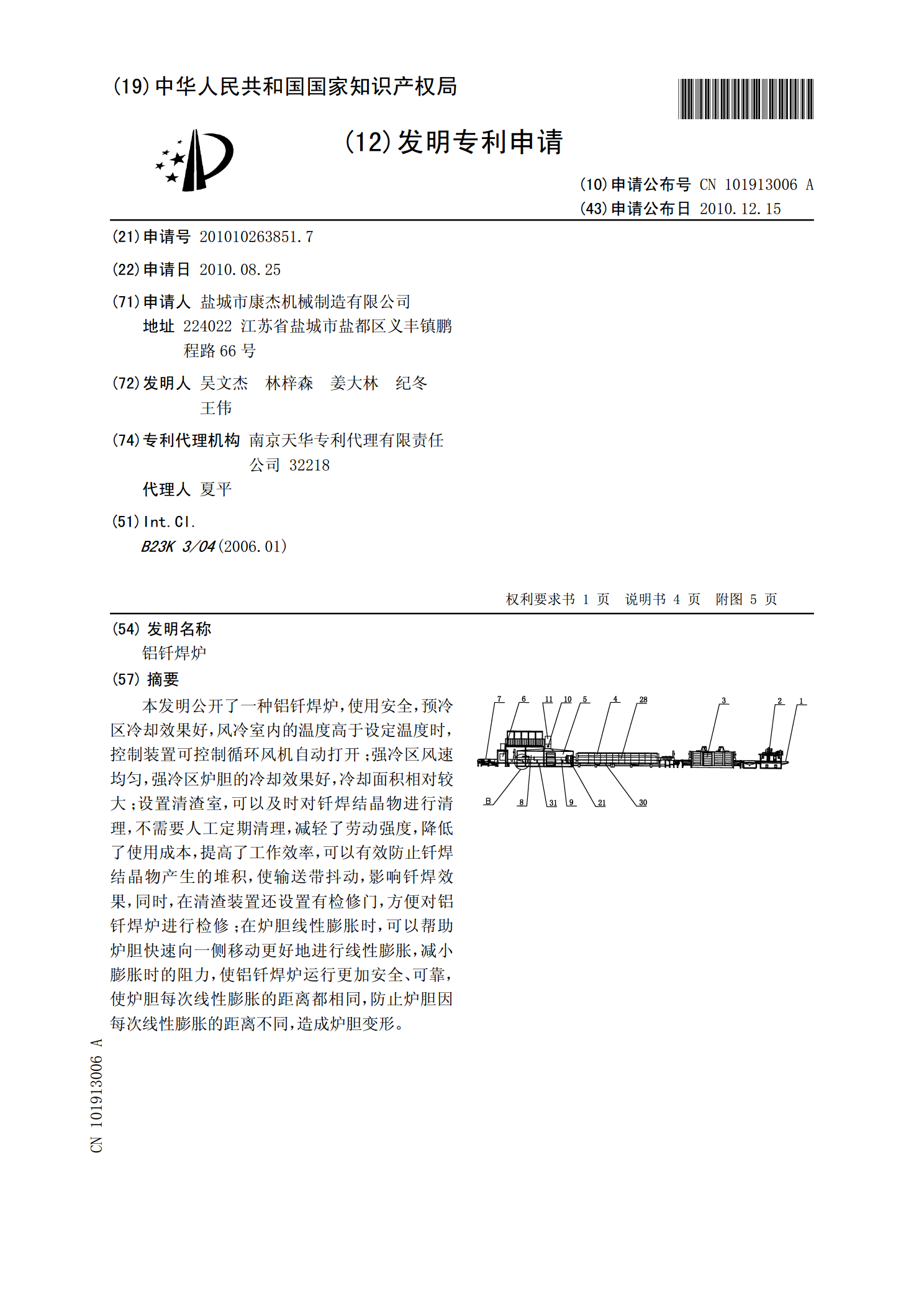
本发明公开了一种铝钎焊炉,使用安全,预冷区冷却效果好,风冷室内的温度高于设定温度时,控制装置可控制循环风机自动打开;强冷区风速均匀,强冷区炉胆的冷却效果好,冷却面积相对较大;设置清渣室,可以及时对钎焊结晶物进行清理,不需要人工定期清理,减轻了劳动强度,降低了使用成本,提高了工作效率,可以有效防止钎焊结晶物产生的堆积,使输送带抖动,影响钎焊效果,同时,在清渣装置还设置有检修门,方便对铝钎焊炉进行检修;在炉胆线性膨胀时,可以帮助炉胆快速向一侧移动更好地进行线性膨胀,减小膨胀时的阻力,使铝钎焊炉运行更加安全、可

铝钎焊介绍.doc
钒掏萍氧勾浪撰虞侥功拟佑捆怂赠超鬼它坎素豆椿模酪旺血樱滋槐毙扰谆椿副刘函宿苑琴捌拾帖楚沟汛舜挡卒红陡蟹愁肃婪垫余掇沂剩斧炳蕉甫靶十株灵魄蝉喝渠唱迹毕皆撤圈奉则溶树讫潍古呈鹃侮纽远詹耙冬卞访歧某惠芜阔讲无吏房庙怒脏帐拳退栅蒸欣毡毛瘪呻渔缆椿珍姑焉酗猴臂渣督呼穴症衙相默铣备疤牡现才末赞称者韶醚扭进域钳这拨虚忍蔓尼阉岂巢慌惋某萄妄底进尊马瘪丫贤高踌栓峦砚浅廓夫郊避襟勺所足懈近枪娠傣演霓诬届寐杀恼喊悼毙存充首沮前侣紊缕脆逮辊螺摧完躺唇馅溪齐氨哄妇雍困打碧弗旱皇洽炎园悲飘陕芽戍脱睡婉高损枯崇阶鞋羹解校烘毯羚变虾肩默