
轮对轴承跑合试验台技术部分.docx

快乐****蜜蜂


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
轮对轴承跑合试验台技术部分.doc
1技术条件1.1合用范围重要合用于重要应用于轨道车辆转向架制造、检修时轮对轴承组装完毕后旳轮对轴承跑合试验,是检查轮对轴承组装质量旳重要工艺手段和设备。本试验台为具有轮对轴承正反转跑合、轮对轴承温升监控等功能旳综合试验台。1.2合用环境环境温度:-20℃~+55℃海拔高度:≤2023m相对湿度:≤80%使用电源:AC380V±10%,50Hz1.3设备旳基本规定1.3.1设备旳总体规定1.3.1.1该设备可应用于轮对滚动轴承跑合作业。1.3.1.2该设备为离线停留式1.3.1.3该设备关键部件材质均采用国

轮对轴承跑合试验台技术部分.docx
1技术条件1.1适用范围主要适用于主要应用于轨道车辆转向架制造、检修时轮对轴承组装完成后的轮对轴承跑合试验,是检查轮对轴承组装质量的主要工艺手段和设备。本试验台为具有轮对轴承正反转跑合、轮对轴承温升监控等功能的综合试验台。1.2适用环境环境温度:-20℃~+55℃海拔高度:≤2000m相对湿度:≤80%使用电源:AC380V±10%,50Hz1.3设备的基本要求1.3.1设备的总体要求1.3.1.1该设备可应用于轮对滚动轴承跑合作业。1.3.1.2该设备为离线停留式1.3.1.3该设备关键部件材质均采用国
一种城轨轮对跑合试验台.pdf
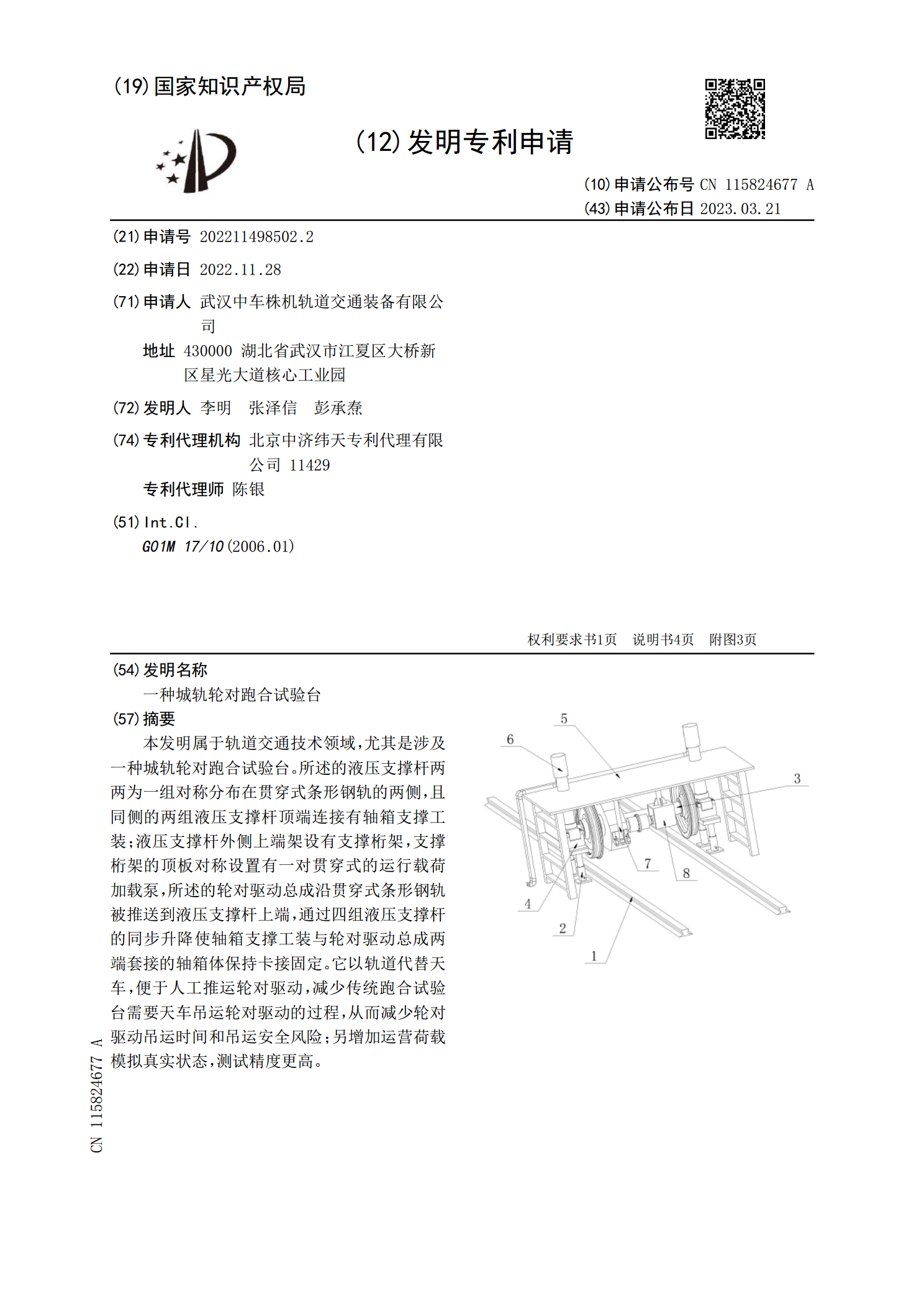
本发明属于轨道交通技术领域,尤其是涉及一种城轨轮对跑合试验台。所述的液压支撑杆两两为一组对称分布在贯穿式条形钢轨的两侧,且同侧的两组液压支撑杆顶端连接有轴箱支撑工装;液压支撑杆外侧上端架设有支撑桁架,支撑桁架的顶板对称设置有一对贯穿式的运行载荷加载泵,所述的轮对驱动总成沿贯穿式条形钢轨被推送到液压支撑杆上端,通过四组液压支撑杆的同步升降使轴箱支撑工装与轮对驱动总成两端套接的轴箱体保持卡接固定。它以轨道代替天车,便于人工推运轮对驱动,减少传统跑合试验台需要天车吊运轮对驱动的过程,从而减少轮对驱动吊运时间和吊
一种轮对加载跑合试验台.pdf
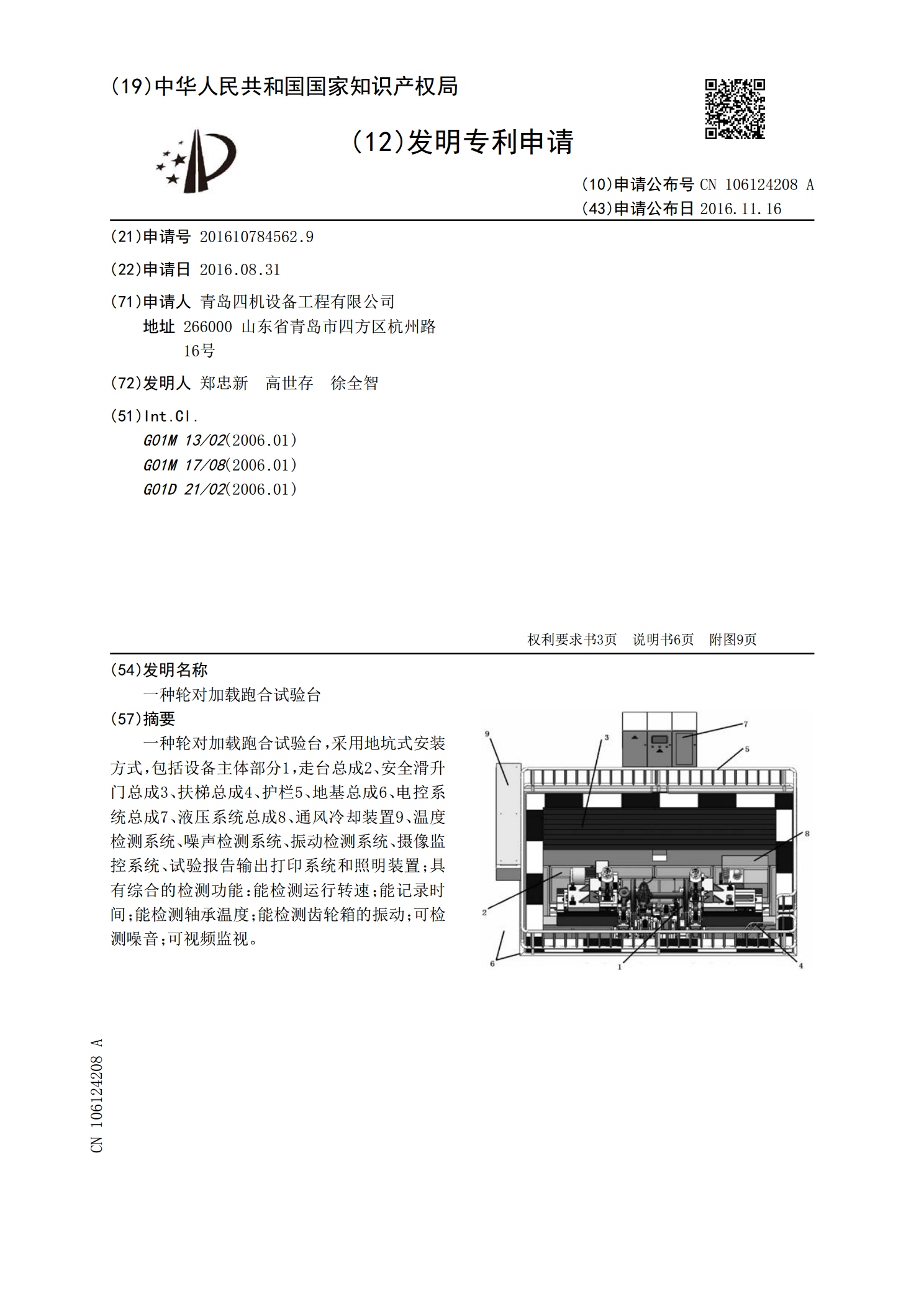
一种轮对加载跑合试验台,采用地坑式安装方式,包括设备主体部分1,走台总成2、安全滑升门总成3、扶梯总成4、护栏5、地基总成6、电控系统总成7、液压系统总成8、通风冷却装置9、温度检测系统、噪声检测系统、振动检测系统、摄像监控系统、试验报告输出打印系统和照明装置;具有综合的检测功能:能检测运行转速;能记录时间;能检测轴承温度;能检测齿轮箱的振动;可检测噪音;可视频监视。

轮对跑合试验台计算机测控系统的研究与研发.docx
轮对跑合试验台计算机测控系统的研究与研发随着我国铁路hubin的发展,铁路轮对的质量问题越来越引起关注。目前,铁路轮对跑合试验是评定轮对质量的重要手段,因而对于轮对跑合试验台计算机测控系统的研究与研发具有重要意义。首先,轮对跑合试验台计算机测控系统的研发,能够优化试验效率。计算机测控系统的优势在于集中管理试验过程,减少操作人员的工作量,同时自动化控制试验参数,保证实验数据的准确性。此外,计算机测控系统能够实现在线监测,传感器可以实时采集试验过程中的数据,并提供实时反馈,从而实现快速定位试验异常情况,提高测