
教材钻中心孔.docx

快乐****蜜蜂


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

教材钻中心孔.docx
教学单元三:车削套类零件课题一:钻孔、扩孔、铰孔学习目标1.能正确刃磨、选用、安装麻花钻。2.掌握套类零件的加工方法。任务提出:掌握套类零件常用加工方法,学会麻花钻的刃磨与装夹。课时安排与教学组织形式本课题50学时完成,讲授15学时,操作训练35学时,一体化教学。工作准备一、车套类零件的工艺准备(一)、套类零件的车削要求1.尺寸精度指套的尺寸按用途不同达到不同的要求。2.形状精度指套的外圆及内孔表面的圆度、圆柱度等。3.位置精度指套的各表面之间的互相位置精度、如径向圆跳动、同轴度及垂直度等。4.表面粗糙度
预钻中心孔多级卡盘.pdf
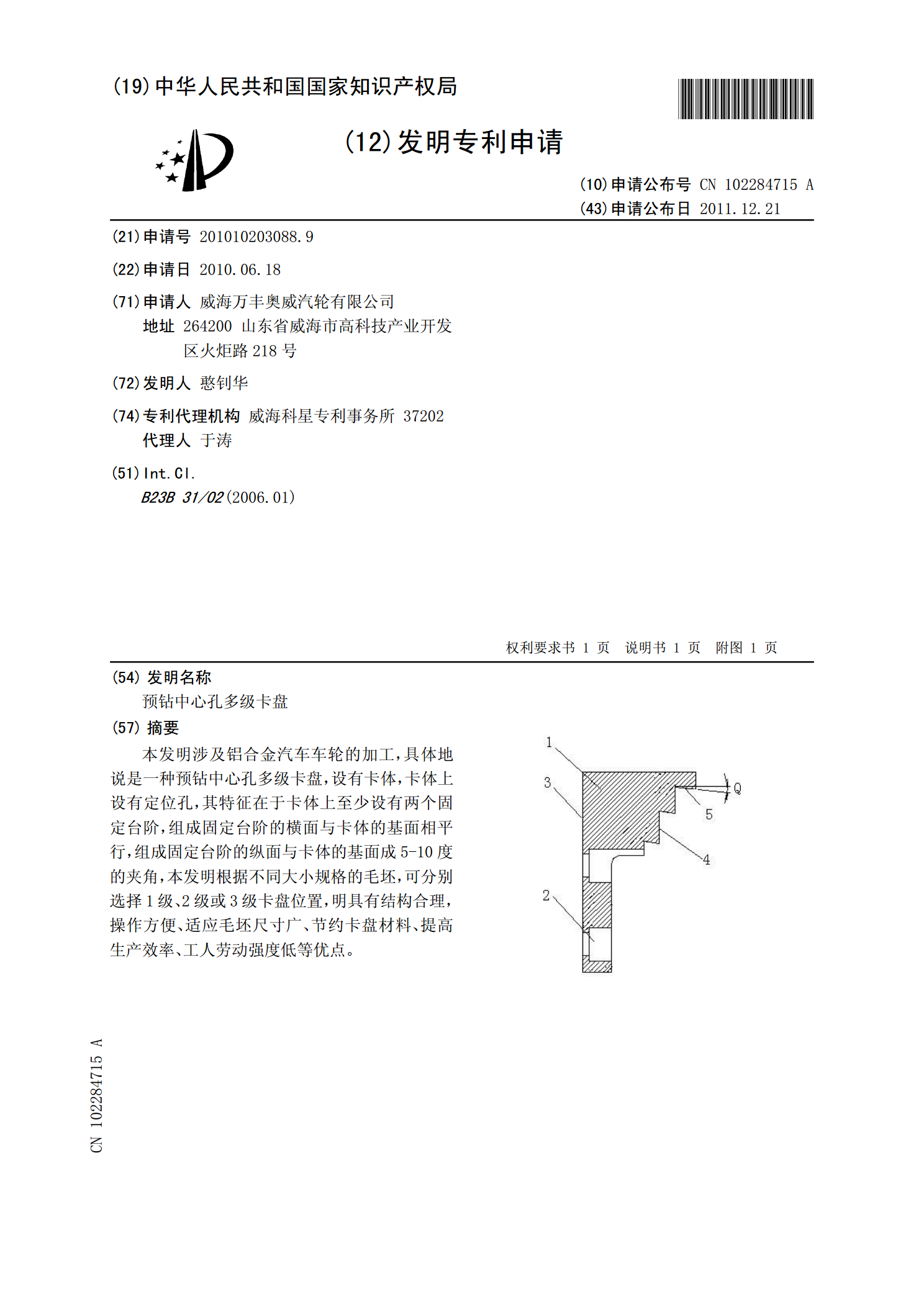
本发明涉及铝合金汽车车轮的加工,具体地说是一种预钻中心孔多级卡盘,设有卡体,卡体上设有定位孔,其特征在于卡体上至少设有两个固定台阶,组成固定台阶的横面与卡体的基面相平行,组成固定台阶的纵面与卡体的基面成5-10度的夹角,本发明根据不同大小规格的毛坯,可分别选择1级、2级或3级卡盘位置,明具有结构合理,操作方便、适应毛坯尺寸广、节约卡盘材料、提高生产效率、工人劳动强度低等优点。
单元三钻中心孔、钻孔.pptx
课程说明孔加工的零件图样1、钻中心孔(2)中心钻的几何结构C型是带螺纹的中心孔,需要把其他零件轴向固定在轴上时采用。(4)中心孔的标注意义(5)在车床上钻中心孔的教学视频2、钻孔(1)钻削特点(2)麻花钻(3)切削部分主要的几何要素和角度麻花钻切削部分的“五刃六面”顶角(2Κr)两主切削刃之间的夹角,2Κr=118°±2°2Κr=118°,两主切削刃为直线。2Κr>118°,两主切削刃为凹曲线,定心差,主切削刃短。2Κr<118°,两主切削刃为凸曲线,定心好,主切削刃长。前角(γ)麻花钻前角的大小与螺旋角

深孔啄钻技术研究与倒立式啄钻中心设计.docx
深孔啄钻技术研究与倒立式啄钻中心设计深孔啄钻技术研究与倒立式啄钻中心设计摘要:深孔啄钻技术在制造业中具有广泛的应用前景,这项技术对于一些长孔或薄壁结构的加工具有重要的意义。本论文主要对深孔啄钻技术进行了研究,并设计了一种倒立式啄钻中心,以满足深孔啄钻的需求。通过实验证明了该啄钻中心能够有效地实现深孔啄钻加工。关键词:深孔啄钻技术、倒立式啄钻中心、加工精度、切削力分析1.引言深孔啄钻技术是指通过将刀具沿轴向向工件孔内进行旋转,实现对深孔的加工。它广泛应用于汽车、航空航天、军工和模具加工等行业。在薄壁结构的加
一种钻中心孔用的衬套夹具.pdf
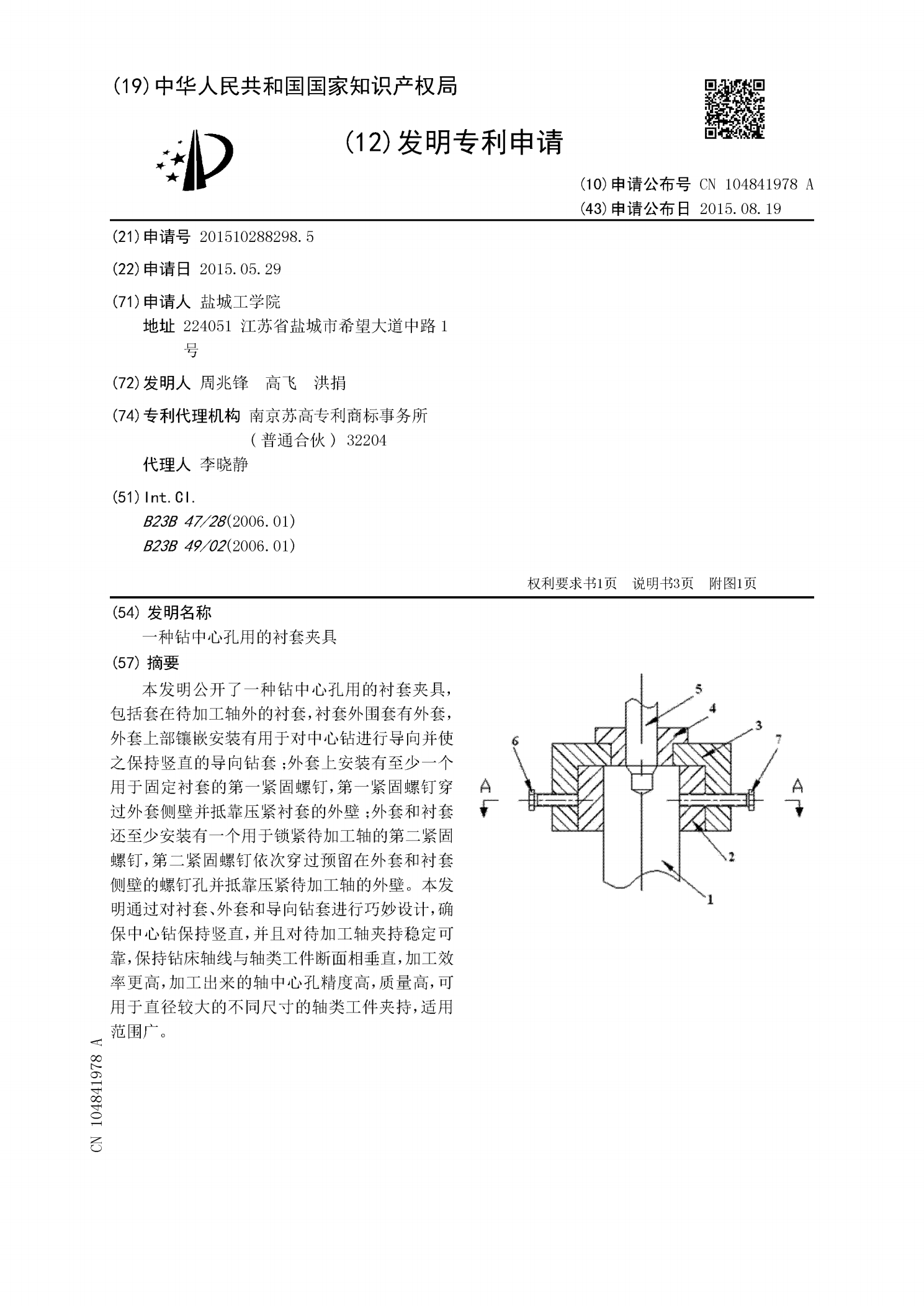
本发明公开了一种钻中心孔用的衬套夹具,包括套在待加工轴外的衬套,衬套外围套有外套,外套上部镶嵌安装有用于对中心钻进行导向并使之保持竖直的导向钻套;外套上安装有至少一个用于固定衬套的第一紧固螺钉,第一紧固螺钉穿过外套侧壁并抵靠压紧衬套的外壁;外套和衬套还至少安装有一个用于锁紧待加工轴的第二紧固螺钉,第二紧固螺钉依次穿过预留在外套和衬套侧壁的螺钉孔并抵靠压紧待加工轴的外壁。本发明通过对衬套、外套和导向钻套进行巧妙设计,确保中心钻保持竖直,并且对待加工轴夹持稳定可靠,保持钻床轴线与轴类工件断面相垂直,加工效率更