
单元三钻中心孔、钻孔.pptx

胜利****实阿

1/10
2/10
3/10
4/10

5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共28页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
单元三钻中心孔、钻孔.pptx
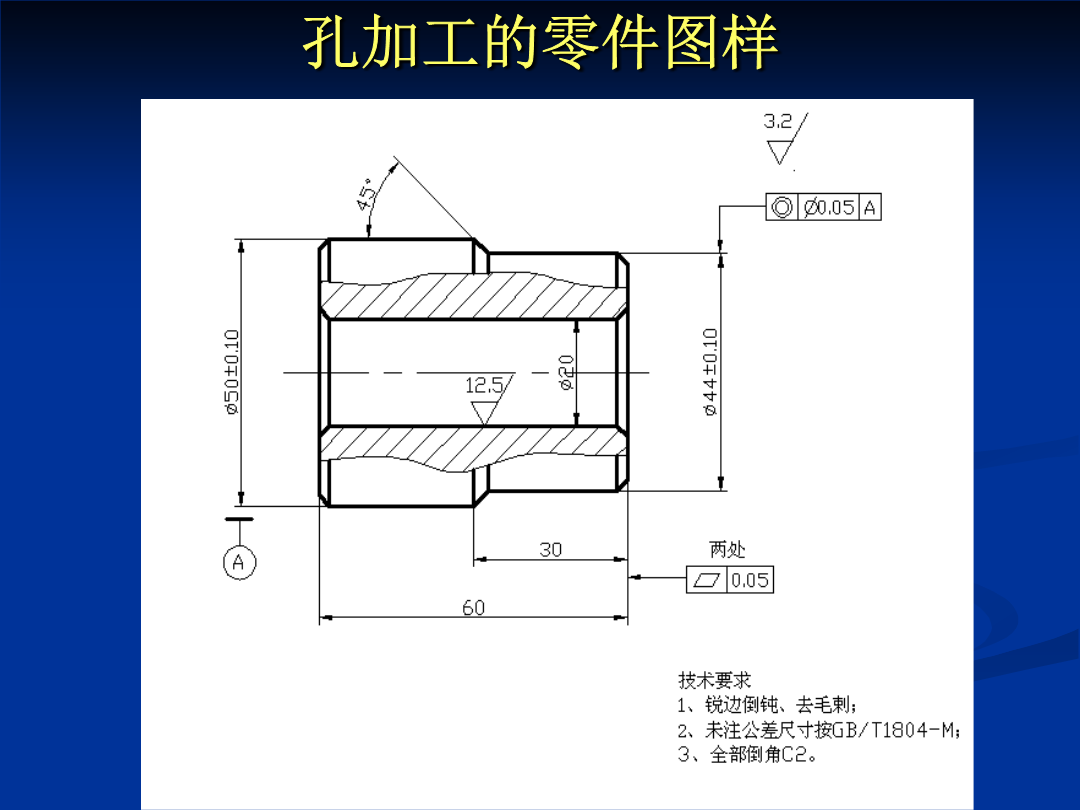
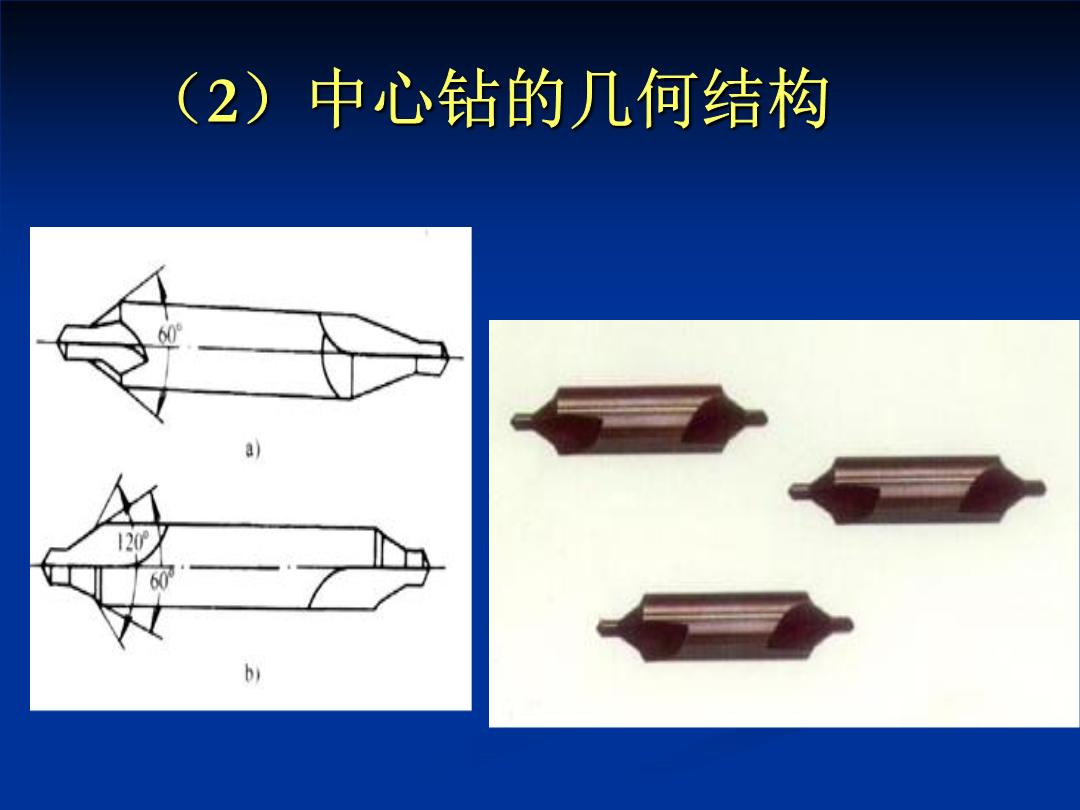
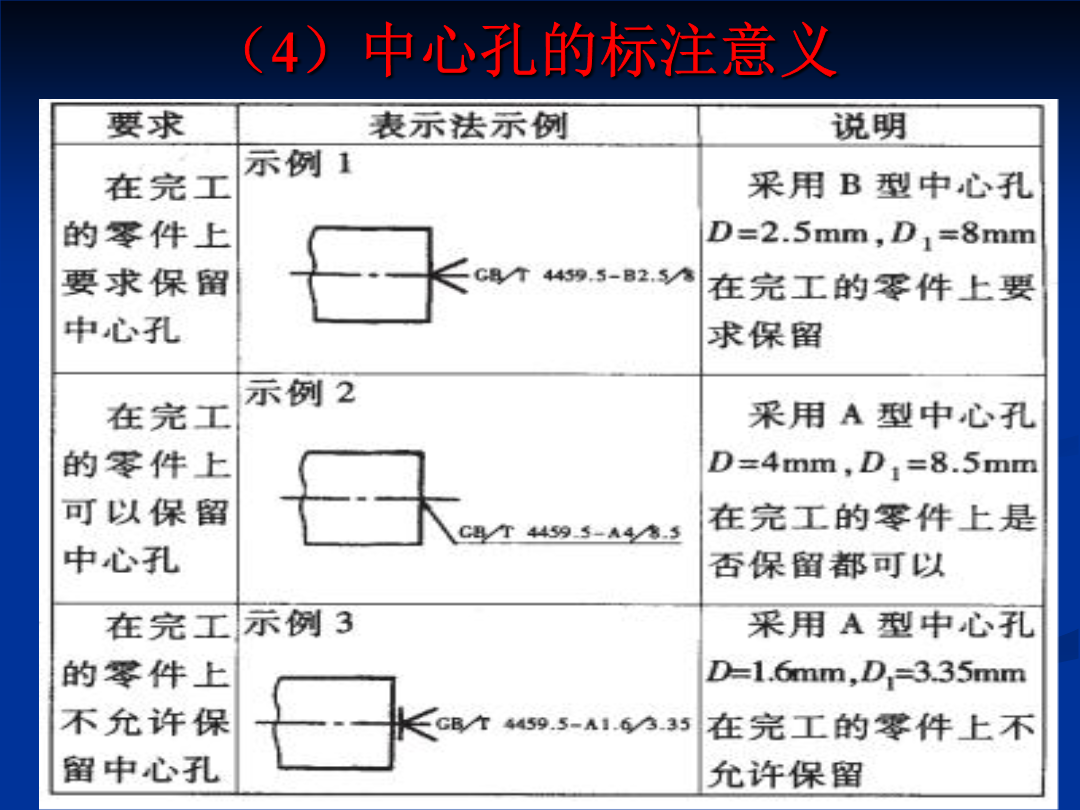
课程说明孔加工的零件图样1、钻中心孔(2)中心钻的几何结构C型是带螺纹的中心孔,需要把其他零件轴向固定在轴上时采用。(4)中心孔的标注意义(5)在车床上钻中心孔的教学视频2、钻孔(1)钻削特点(2)麻花钻(3)切削部分主要的几何要素和角度麻花钻切削部分的“五刃六面”顶角(2Κr)两主切削刃之间的夹角,2Κr=118°±2°2Κr=118°,两主切削刃为直线。2Κr>118°,两主切削刃为凹曲线,定心差,主切削刃短。2Κr<118°,两主切削刃为凸曲线,定心好,主切削刃长。前角(γ)麻花钻前角的大小与螺旋角

教材钻中心孔.docx
教学单元三:车削套类零件课题一:钻孔、扩孔、铰孔学习目标1.能正确刃磨、选用、安装麻花钻。2.掌握套类零件的加工方法。任务提出:掌握套类零件常用加工方法,学会麻花钻的刃磨与装夹。课时安排与教学组织形式本课题50学时完成,讲授15学时,操作训练35学时,一体化教学。工作准备一、车套类零件的工艺准备(一)、套类零件的车削要求1.尺寸精度指套的尺寸按用途不同达到不同的要求。2.形状精度指套的外圆及内孔表面的圆度、圆柱度等。3.位置精度指套的各表面之间的互相位置精度、如径向圆跳动、同轴度及垂直度等。4.表面粗糙度

-隔板钻侧孔钻孔夹具设计.doc
浙江工贸职业技术学院毕业设计(论文)课题名称:隔板钻侧孔钻孔夹具设计专业:机电一体化技术班级:机电1104班姓名:邬亮敏学号:1110201208指导教师:张海南教师职称:教授完成时间2013年11月25日论文题目:隔板钻侧孔夹具设计专业:机电一体化技术学生:邬亮敏(签名)指导教师:张海南(签名)摘要制造业中广泛应用的夹具,是产品制造各工艺阶段中十分重要的工艺装备之一,生产中所使用夹具的质量、工作效率,及夹具使用的可靠性,都对产品的加工质量及生产效率有着决定性的影响。在工艺设计中要首先对零件进行分析,了解

隔板钻侧孔钻孔夹具设计本科论文.doc
浙江工贸职业技术学院毕业设计(论文)课题名称:隔板钻侧孔钻孔夹具设计专业:机电一体化技术班级:机电1104班姓名:邬亮敏学号:1110201208指导教师:张海南教师职称:教授完成时间2013年11月25日论文题目:隔板钻侧孔夹具设计专业:机电一体化技术学生:邬亮敏(签名)指导教师:张海南(签名)摘要制造业中广泛应用的夹具,是产品制造各工艺阶段中十分重要的工艺装备之一,生产中所使用夹具的质量、工作效率,及夹具使用的可靠性,都对产品的加工质量及生产效率有着决定性的影响。在工

隔板钻侧孔钻孔夹具设计本科论文.doc
浙江工贸职业技术学院毕业设计(论文)课题名称:隔板钻侧孔钻孔夹具设计专业:机电一体化技术班级:机电1104班姓名:邬亮敏学号:1110201208指导教师:张海南教师职称:教授完成时间2013年11月25日论文题目:隔板钻侧孔夹具设计专业:机电一体化技术学生:邬亮敏(签名)指导教师:张海南(签名)摘要制造业中广泛应用的夹具,是产品制造各工艺阶段中十分重要的工艺装备之一,生产中所使用夹具的质量、工作效率,及夹具使用的可靠性,都对产品的加工质量及生产效率有着决定性的影响。在工