
埋弧焊焊接参数.docx

快乐****蜜蜂


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共50页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

埋弧焊焊接参数.docx
1.3埋弧焊工艺参数及焊接技术1.3.1影响焊缝形状、性能的因素埋弧焊主要适用于平焊位置焊接,如果采用一定工装辅具也可以实现角焊和横焊位置的焊接。埋弧焊时影响焊缝形状和性能的因素主要是焊接工艺参数、工艺条件等。本节主要讨论平焊位置的情况。(1)焊接工艺参数的影响影响埋弧焊焊缝形状和尺寸的焊接工艺参数有焊接电流、电弧电压、焊接速度和焊丝直径等。1)焊接电流当其他条件不变时,增加焊接电流对焊缝熔深的影响(如图1所示),无论是Y形坡口还是I形坡口,正常焊接条件下,熔深与焊接电流变化成正比,即状的影响,如图2所示

埋弧自动焊焊接参数对焊接安全的影响.docx
埋弧自动焊焊接参数对焊接安全的影响埋弧焊是电弧在焊剂层下燃烧进行的焊接方法这种方法是利用焊丝和焊件之间燃烧的电弧产生热量融化焊丝、焊剂和母材而形成焊缝的。焊丝作为填充金属而焊剂则对焊接区域起保护和合金化作用由于焊接时电弧掩埋在焊剂层下燃烧电弧不外露因此称为埋弧焊。焊接时焊丝与焊件之间的电弧完全掩埋在40~60mm厚的焊剂层下燃烧。靠近电弧区的焊剂在电弧热的作用下被融化这样颗粒状焊剂、融化的焊剂把电弧和熔池进出严密的包围住使之与外界空气隔绝。焊丝不断地送进到电弧区并沿着焊接方向移动。电弧也随之移动继续熔化焊

埋弧自动焊焊接参数对焊接安全的影响.docx
埋弧自动焊焊接参数对焊接安全的影响埋弧焊是电弧在焊剂层下燃烧进展的焊接方法,这种方法是利用焊丝和焊件之间燃烧的电弧产生热量,溶化焊丝、焊剂和母材而形成焊缝的。焊丝作为填充金属而焊剂则对焊接区域起爱护和合金化作用,由于焊接时电弧掩埋在焊剂层下燃烧,电弧不外露,因此称为埋弧焊。焊接时,焊丝与焊件之间的电弧,完全掩埋在40~60mm厚的焊剂层下燃烧。靠近电弧区的焊剂在电弧热的作用下被溶化,这样,颗粒状焊剂、溶化的焊剂把电弧和熔池进出严密的包围住,使之与外界空气隔绝。焊丝不断地送进到电弧区,并沿着焊接方向移动。电
埋弧自动焊焊接工艺参数.pdf
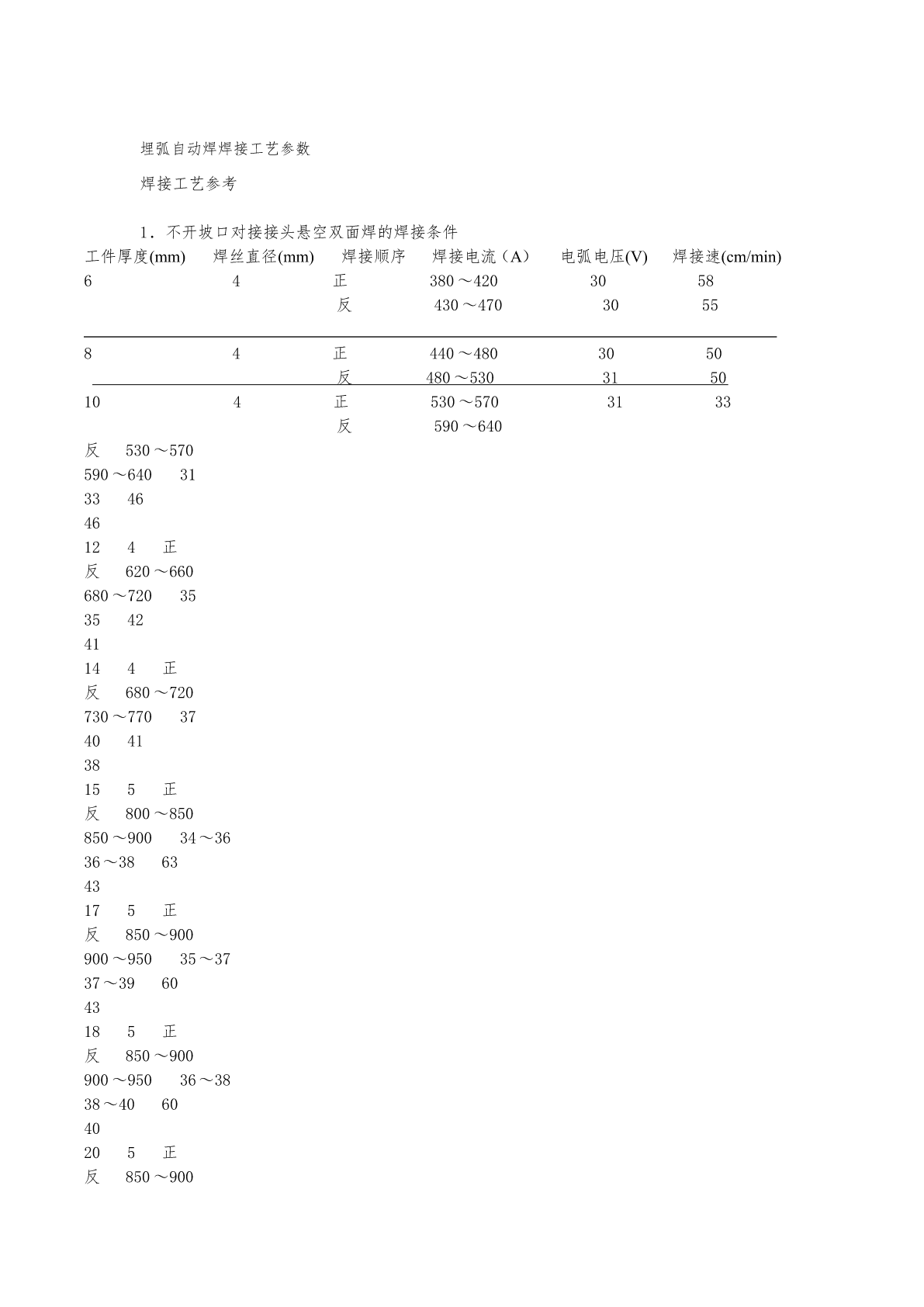
埋弧自动焊焊接工艺参数焊接工艺参考1.不开坡口对接接头悬空双面焊的焊接条件工件厚度(mm)焊丝直径(mm)焊接顺序焊接电流(A)电弧电压(V)焊接速(cm/min)64正380~4203058反430~470305584正440~4803050反480~5303150104正530~5703133反590~640反530~570590~64031334646124正反620~660680~72035354241144正反680~720730~77037404138155正反800~850850~90034

埋弧自动焊焊接工艺参数的控制.docx
埋弧自动焊焊接工艺参数的控制埋弧自动焊焊接工艺参数的控制摘要:随着现代工业的发展,焊接技术在制造业中起着至关重要的作用。埋弧自动焊作为一种高效、高质量的焊接方法,被广泛应用于各个行业。焊接过程中的工艺参数的控制对焊接质量和效率具有重要影响。本文详细介绍了埋弧自动焊的工艺参数以及其控制方法,并分析了其对焊接质量和效率的影响。关键词:埋弧自动焊、焊接工艺参数、焊接质量、效率1.引言埋弧自动焊是一种常用的焊接方法,其特点是能够快速、高效地完成大批量的焊接任务,并且焊接质量较高。然而,要实现高质量的焊接,需要对焊