
发动机舱总成.docx

快乐****蜜蜂


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

发动机舱总成.docx
新大洋电动车有限公司焊装工艺卡产品型号XDY5050XEV-01物料编号501101110工序号DP020产品名称知豆零部件名称发动机舱总成20#自检补焊打开点焊夹紧1夹紧2打开12序号物料编号名称材料数量1511101100前地板总成12841100000前舱总成1序号工序内容焊接设备名称及图号工艺装备名称及图号焊接规范工具操作人数工时定额焊接电流(KA)焊接时间(周波)气压(Mpa)水压(MPa)电极直径(材料、规格)其他规范名称及型号数量10备件按零部件清单准备零部件4820清理用纱布和破布清除待焊
发动机舱总成设计讲解.pdf

一种汽车发动机舱盖总成.pdf
本发明公开了一种汽车发动机舱盖总成,包括舱盖外板和舱盖内板总成,所述舱盖外板包边连接于舱盖内板总成上,所述舱盖内板总成包括舱盖内板和设于舱盖内板上且对舱盖外板形成支撑力的抗凹支撑结构。本发明的汽车发动机舱盖总成用于车身上时,能够满足抗凹性能和刚度要求;通过合理的材料厚度匹配及结构设计,提高车辆与行人发生碰撞事故时发动机舱盖总成的变形吸能量,降低行人头部的伤害值,提高车辆的安全性能。

发动机舱保养.pptx
认识发动机舱前言基础数据功能什么情况下需要保养效果对比施工流程发动机舱保养发动机舱保养发动机舱保养发动机舱保养发动机舱保养发动机舱保养发动机舱保养发动机舱保养发动机舱保养发动机舱保养发动机舱保养
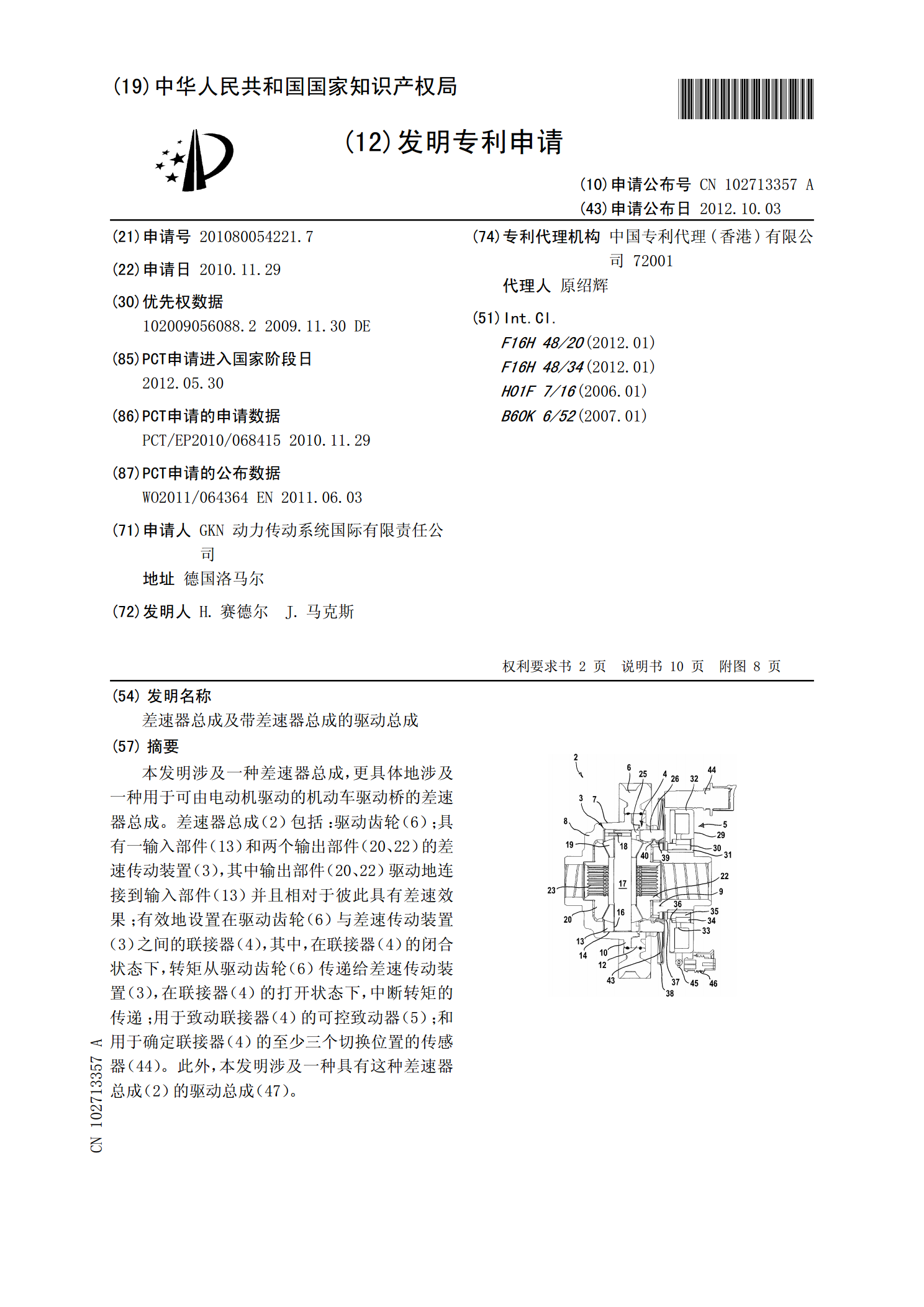
差速器总成及带差速器总成的驱动总成.pdf
本发明涉及一种差速器总成,更具体地涉及一种用于可由电动机驱动的机动车驱动桥的差速器总成。差速器总成(2)包括:驱动齿轮(6);具有一输入部件(13)和两个输出部件(20、22)的差速传动装置(3),其中输出部件(20、22)驱动地连接到输入部件(13)并且相对于彼此具有差速效果;有效地设置在驱动齿轮(6)与差速传动装置(3)之间的联接器(4),其中,在联接器(4)的闭合状态下,转矩从驱动齿轮(6)传递给差速传动装置(3),在联接器(4)的打开状态下,中断转矩的传递;用于致动联接器(4)的可控致动器(5);