
FANUC iT 对刀.docx

快乐****蜜蜂


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

FANUC iT 对刀.docx
FANUC0iT对刀对刀及数据设定通过测量或试切来确定工件坐标系零点偏置值或刀具几何尺寸的方法叫对刀。1.相对坐标显示和设置步骤操作动作机床执行动作或CRT显示画面1按MDI面板中“POS”键见图C-32在图C-3中按[相对]软键CRT显示如图C-9所示3按图C-9中[(操作)]软键CRT显示如图C-10所示图C-9相对坐标画面图C-10相对坐标值设置画面(相对坐标)(相对坐标)4在图C-10中,输入“相对坐标轴地址+数据”该轴坐标立刻改为所输入数据按[预定]软键5①按MDI键盘上U或W键图C-10画面中
FANUC刀库设定.pdf
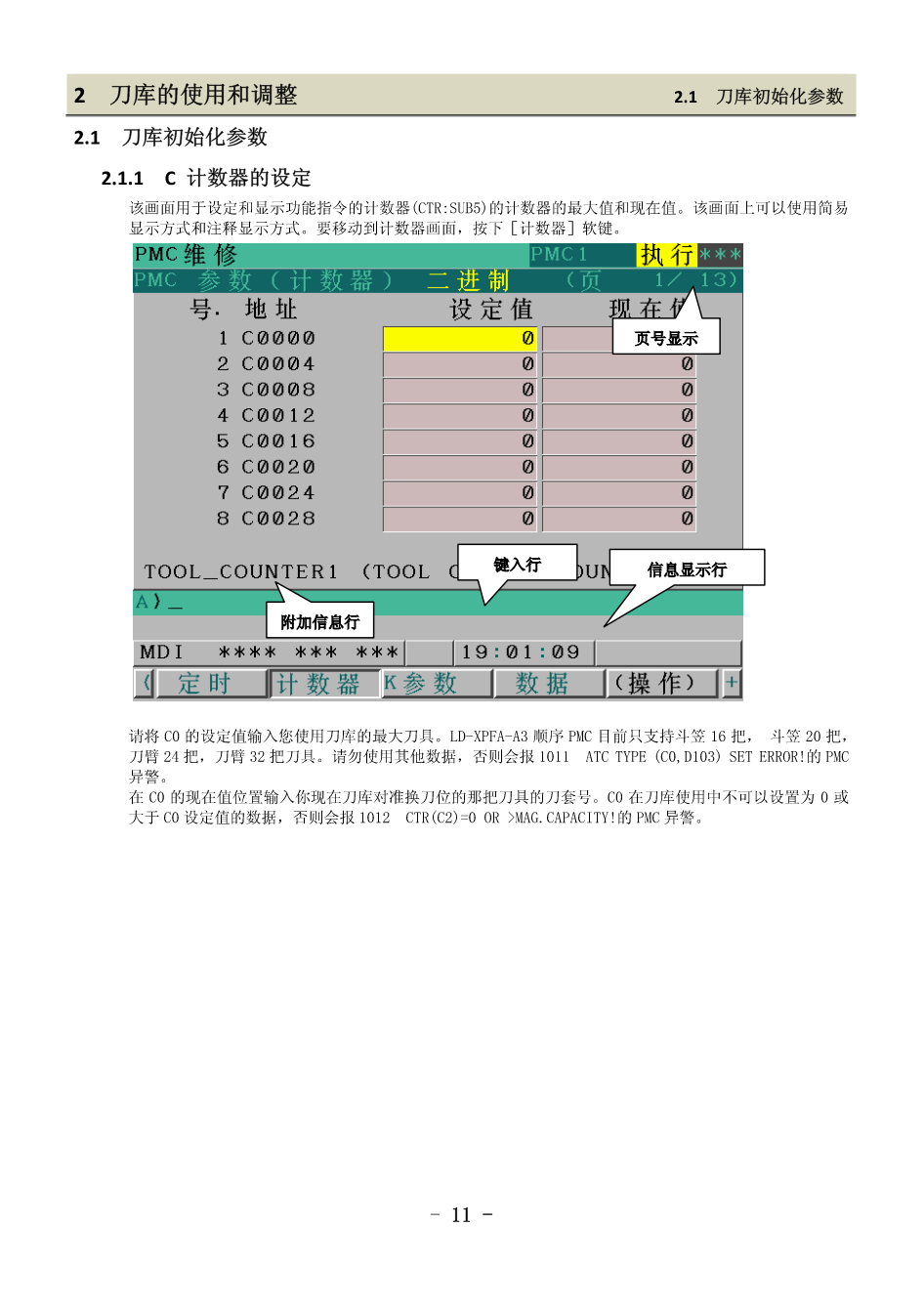
2刀库的使用和调整2.1刀库初始化参数2.1刀库初始化参数2.1.1C计数器的设定该画面用于设定和显示功能指令的计数器(CTR:SUB5)的计数器的最大值和现在值。该画面上可以使用简易显示方式和注释显示方式。要移动到计数器画面,按下[计数器]软键。请将C0的设定值输入您使用刀库的最大刀具。LD-XPFA-A3顺序PMC目前只支持斗笠16把,斗笠20把,刀臂24把,刀臂32把刀具。请勿使用其他数据,否则会报1011ATCTYPE(C0,D103)SETERROR!的PMC异警。在C0的现在值位置输入你现在刀

FANUC数控车床G对刀.docx
讲义三:FANUC数控车床G50对刀实习实习名称:用G50指令建立工件坐标系的零件加工。实习目的:掌握用G50指令建立工件坐标系的程序编制;掌握加工前的G50指令如何对刀;掌握G50指令的零件加工;实习设备及辅助设施:设备:自贡长征机床有限公司CK6132A型数控车床;系统:FANUC-0i-Mate-TB数控车削系统;材料:φ34mm尼龙棒材;量具:0-125mm游标卡尺、150mm钢板尺;刃具:25中心高外圆车刀、外螺纹刀、切断刀、圆弧刀。实习方法:先由实验老师进行讲解及现场操作演示,再让学生在老师指

FANUC0iT对刀操作步骤.doc
南京斯沃数控仿真系统FANUC0iT对刀操作步骤在手动输入方式下,循环停止,PROG程序的MDI中,输入M03S600;插入,主轴循环启动端面试切完成后,在参数输入OFFSETSETTING---补正---形状里面,输入Z0,然后点测量,则确定了Z轴进给点。在编辑条件下,程序PROG---DIR中新建一个文件名,然后插入(INSERT),此时需要把程序保护打开南京斯沃数控仿真FANUCOiT系统操作先返回参考点设置毛坯,镗内孔管料点击二维,查看工件为管料添加刀具选择镗刀,放于1号刀位,转到加工位。对刀,在

基于FANUC系统的无线对刀仪实现一键自动对刀.docx
基于FANUC系统的无线对刀仪实现一键自动对刀近年来,工业自动化技术在制造行业中得到越来越广泛的应用,提高了生产效率和产品质量,减少了劳动力和人为因素误差,人们对自动化设备的需求也越来越高。在机床领域中,自动对刀技术的应用越来越广泛,彻底解决了传统手动对刀的依赖,使加工效率与工作精度得到了极大的提高。因此,开发一款基于FANUC系统的无线对刀仪成为一种迫切的需求。一、自动对刀技术的应用和发展趋势随着制造技术的发展,工件的形状变得更加复杂、精度要求更高,要求加工精度和效率更高,而人工对刀繁琐且效率低下。自动