
FANUC刀库设定.pdf

xf****65

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
FANUC刀库设定.pdf
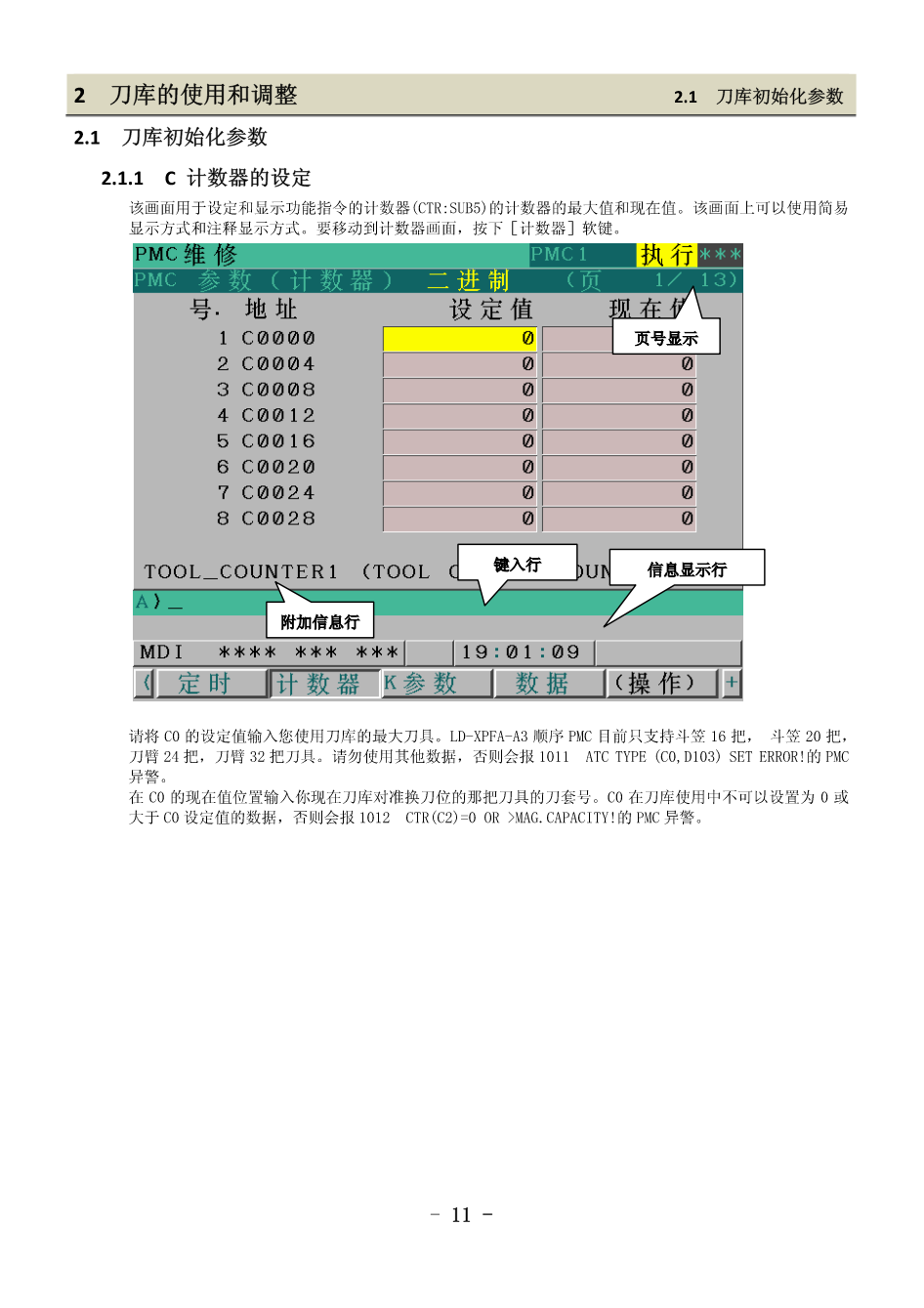
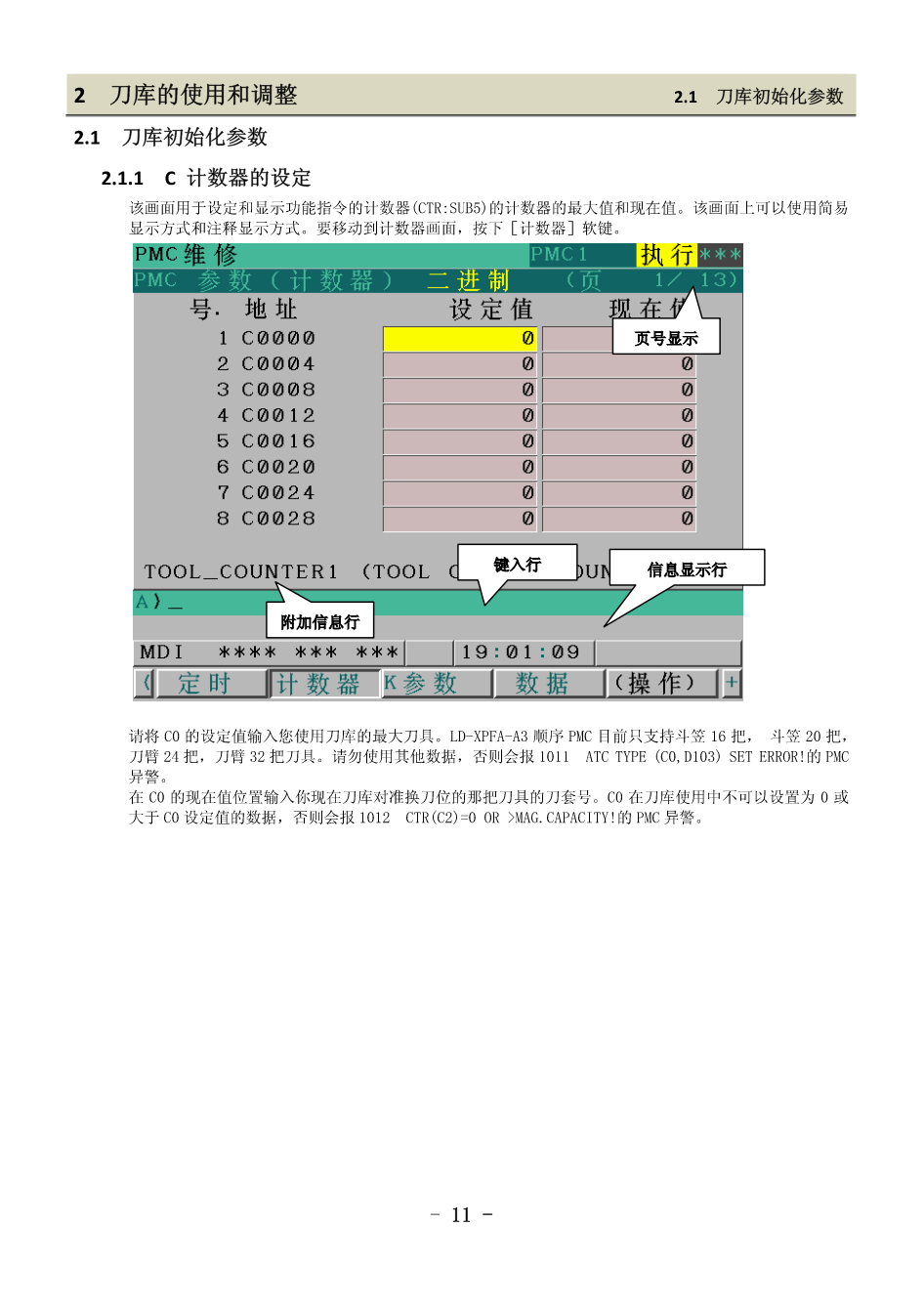
2刀库的使用和调整2.1刀库初始化参数2.1刀库初始化参数2.1.1C计数器的设定该画面用于设定和显示功能指令的计数器(CTR:SUB5)的计数器的最大值和现在值。该画面上可以使用简易显示方式和注释显示方式。要移动到计数器画面,按下[计数器]软键。请将C0的设定值输入您使用刀库的最大刀具。LD-XPFA-A3顺序PMC目前只支持斗笠16把,斗笠20把,刀臂24把,刀臂32把刀具。请勿使用其他数据,否则会报1011ATCTYPE(C0,D103)SETERROR!的PMC异警。在C0的现在值位置输入你现在刀

FANUC iT 对刀.docx
FANUC0iT对刀对刀及数据设定通过测量或试切来确定工件坐标系零点偏置值或刀具几何尺寸的方法叫对刀。1.相对坐标显示和设置步骤操作动作机床执行动作或CRT显示画面1按MDI面板中“POS”键见图C-32在图C-3中按[相对]软键CRT显示如图C-9所示3按图C-9中[(操作)]软键CRT显示如图C-10所示图C-9相对坐标画面图C-10相对坐标值设置画面(相对坐标)(相对坐标)4在图C-10中,输入“相对坐标轴地址+数据”该轴坐标立刻改为所输入数据按[预定]软键5①按MDI键盘上U或W键图C-10画面中

基于Fanuc系统的加工中心虚拟刀库技术.docx
基于Fanuc系统的加工中心虚拟刀库技术多数加工中心对刀库的每一个刀座(套)进行了编号,放入刀具后,刀具所在刀座号自动成为该刀具的刀号,刀具参数表中仅有对应于每一个补偿号的长度、半径补偿值;加工程序运行期间,遇到换刀指令(一般为T××M06或M06T××),即根据程序刀号(××)从刀库相应编号的刀座选取刀具进行换刀,执行刀具补偿命令,根据程序中的补偿号(长度、半径)所对应的刀具参数表中补偿值,由数控系统实现刀具运行轨迹(沿轴向/径向)偏离编程轨迹相应的量来完成加工。这样,即使由于刀具的制造误差、加工磨损及

基于FANUC IO LINK轴的伺服刀库分度控制.pptx
,CONTENTS01.02.FANUCIOLINK轴伺服刀库分度控制原理FANUCIOLINK轴伺服刀库分度控制应用场景FANUCIOLINK轴伺服刀库分度控制优势03.FANUCIOLINK轴伺服驱动器FANUCIOLINK轴伺服电机FANUCIOLINK轴伺服刀库FANUCIOLINK轴伺服刀库分度控制器04.FANUCIOLINK轴伺服刀库分度控制算法FANUCIOLINK轴伺服刀库分度控制软件实现FANUCIOLINK轴伺服刀库分度控制硬件实现FANUCIOLINK轴伺服刀库分度控制调试与优化0

FANUC 常用参数设定.ppt
FANUC系统参数系统参数不正确也会使系统报警。另外,工作中常常遇到工作台不能回到零点、位置显示值不对或是用MDI键盘不能输入刀偏量等数值,这些故障往往和参数值有关,因此维修时若确认PMC信号或连线无误,应检查有关参数。参数含义用存储卡DNC最大切削进给速度各轴停止位置偏差极限参数含义中文显示是否使用串行主轴