
模具法涂制180级自粘性漆包铜扁线生产工艺1.docx

快乐****蜜蜂


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

模具法涂制180级自粘性漆包铜扁线生产工艺1.docx
模具法涂制180级自粘性漆包铜扁线生产工艺技术领域本发明涉及一种模具法涂制180级自粘性漆包铜扁线及其加工工艺,尤其涉及一种适用于2MW风力发电机的电励磁转子专用绕组线,要求耐磨性好、漆膜均匀稳定、耐溶剂、耐老化等高要求的模具法涂制180级自粘性漆包铜扁线及其加工工艺。背景技术目前复合层漆包线都是用毛毡法涂制,毛毡法涂漆需要粘度比较低的漆液,为了降低漆液的粘度,需要消耗大量的溶剂用来稀释漆液,这样造成了大量溶剂的浪费,提高了生产成本。另外,毛毡毛在涂漆过程中容易脱落,随漆液涂覆在导体上,影响了漆液的烘焙质
一种漆包铜扁线用润滑涂覆设备及其涂覆方法.pdf
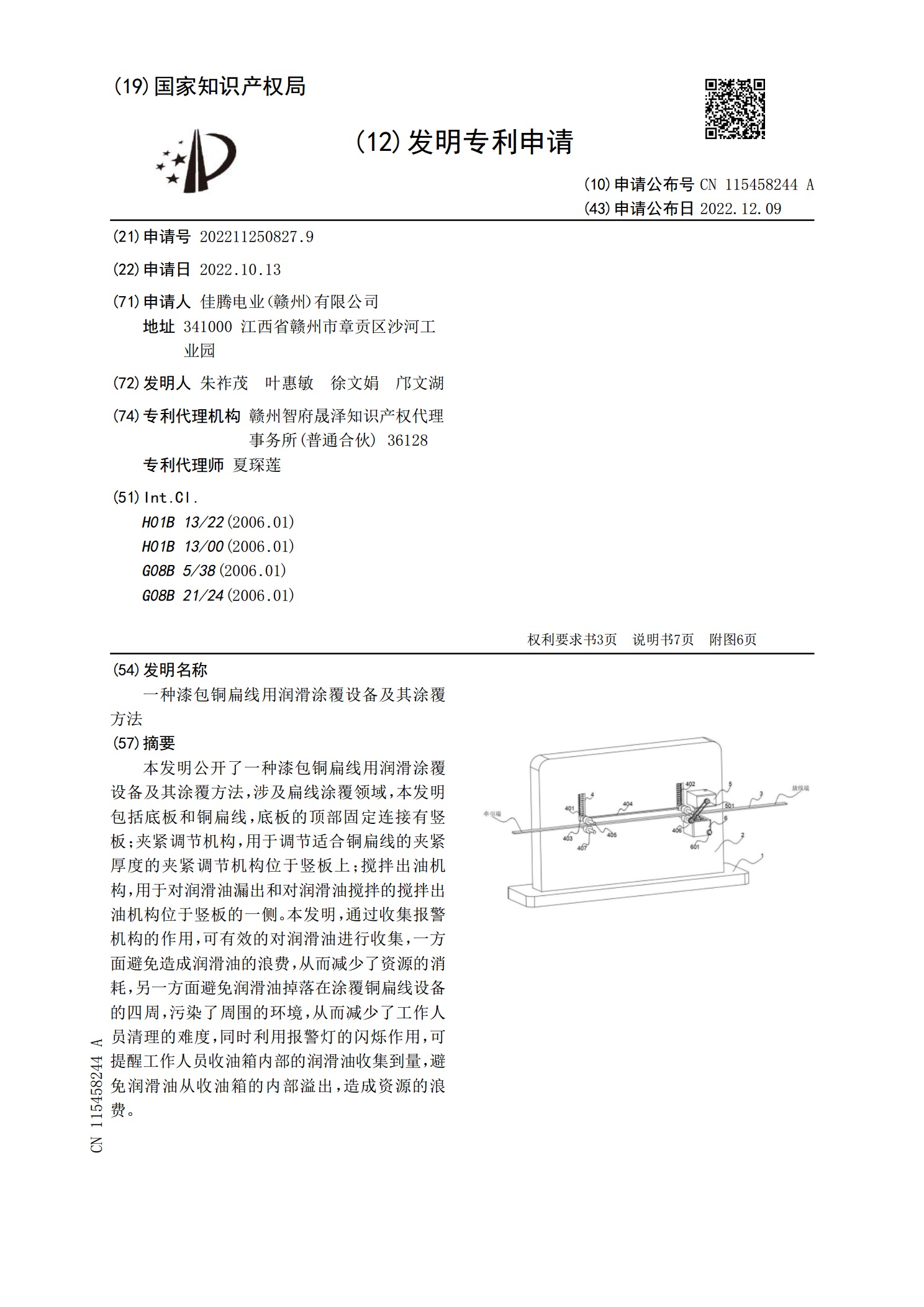
本发明公开了一种漆包铜扁线用润滑涂覆设备及其涂覆方法,涉及扁线涂覆领域,本发明包括底板和铜扁线,底板的顶部固定连接有竖板;夹紧调节机构,用于调节适合铜扁线的夹紧厚度的夹紧调节机构位于竖板上;搅拌出油机构,用于对润滑油漏出和对润滑油搅拌的搅拌出油机构位于竖板的一侧。本发明,通过收集报警机构的作用,可有效的对润滑油进行收集,一方面避免造成润滑油的浪费,从而减少了资源的消耗,另一方面避免润滑油掉落在涂覆铜扁线设备的四周,污染了周围的环境,从而减少了工作人员清理的难度,同时利用报警灯的闪烁作用,可提醒工作人员收油
自粘性双玻璃丝绕包扁线及其生产工艺.pdf
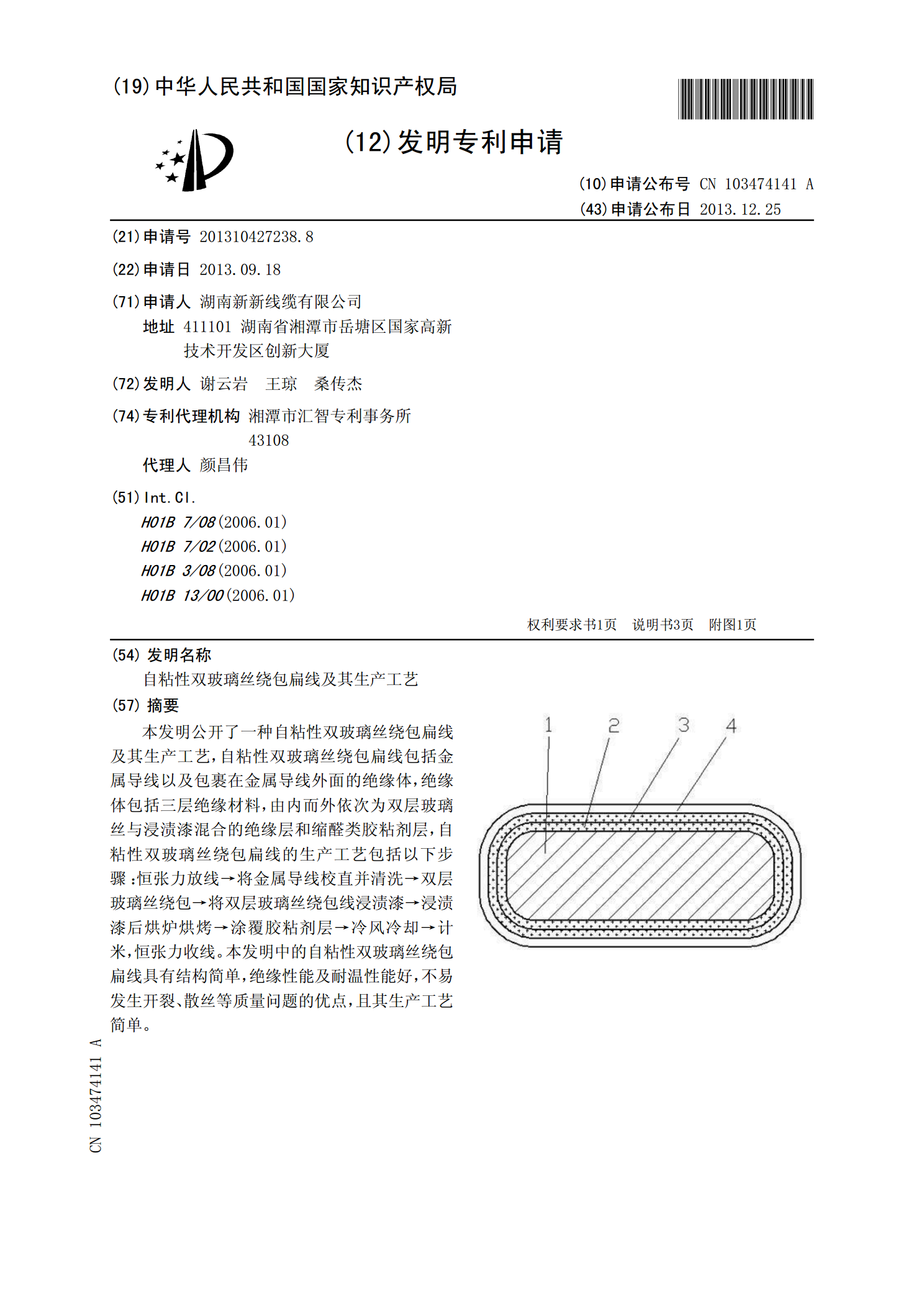
本发明公开了一种自粘性双玻璃丝绕包扁线及其生产工艺,自粘性双玻璃丝绕包扁线包括金属导线以及包裹在金属导线外面的绝缘体,绝缘体包括三层绝缘材料,由内而外依次为双层玻璃丝与浸渍漆混合的绝缘层和缩醛类胶粘剂层,自粘性双玻璃丝绕包扁线的生产工艺包括以下步骤:恒张力放线→将金属导线校直并清洗→双层玻璃丝绕包→将双层玻璃丝绕包线浸渍漆→浸渍漆后烘炉烘烤→涂覆胶粘剂层→冷风冷却→计米,恒张力收线。本发明中的自粘性双玻璃丝绕包扁线具有结构简单,绝缘性能及耐温性能好,不易发生开裂、散丝等质量问题的优点,且其生产工艺简单。
双亚胺绕包铜扁线及其生产工艺.pdf
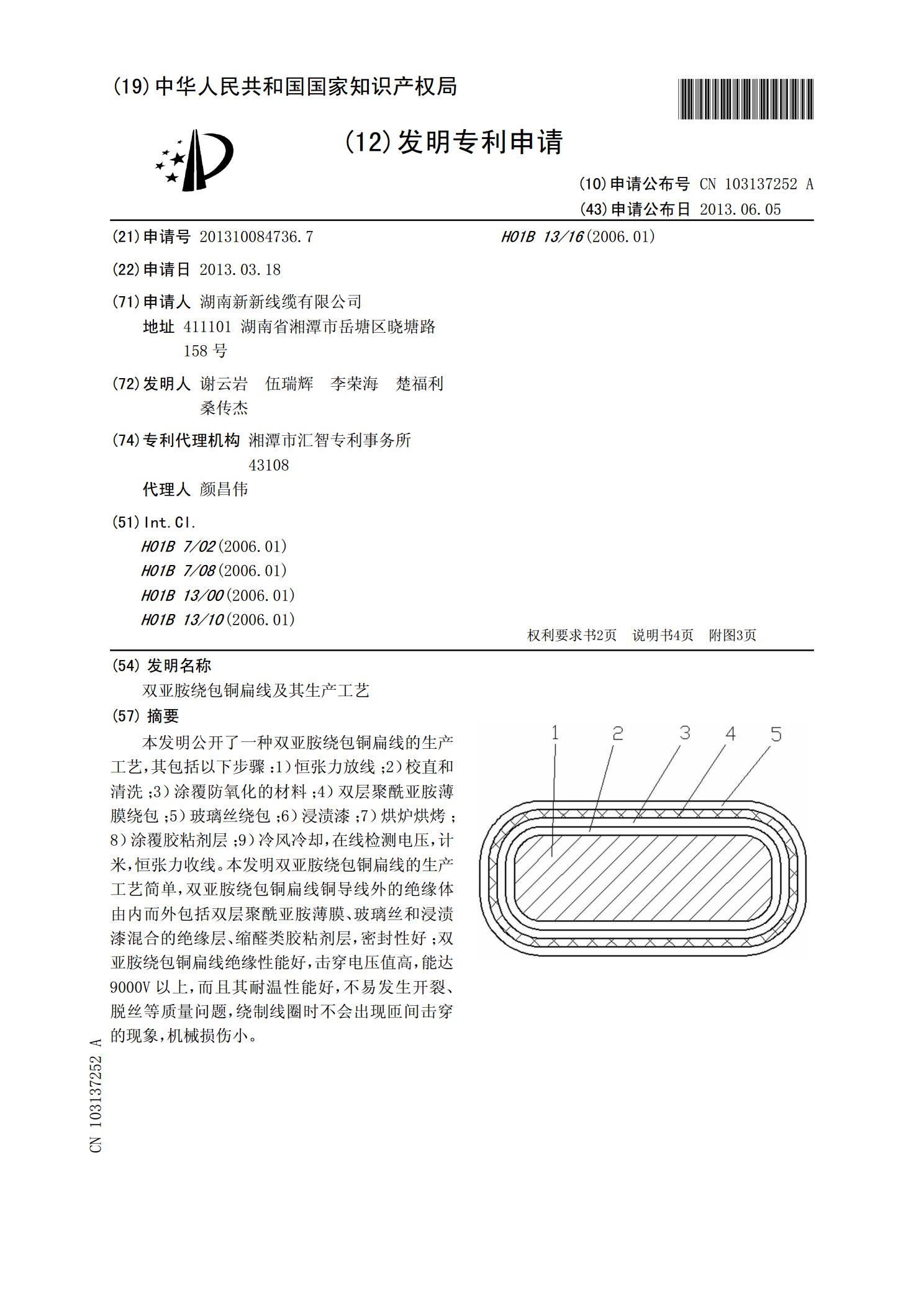
本发明公开了一种双亚胺绕包铜扁线的生产工艺,其包括以下步骤:1)恒张力放线;2)校直和清洗;3)涂覆防氧化的材料;4)双层聚酰亚胺薄膜绕包;5)玻璃丝绕包;6)浸渍漆;7)烘炉烘烤;8)涂覆胶粘剂层;9)冷风冷却,在线检测电压,计米,恒张力收线。本发明双亚胺绕包铜扁线的生产工艺简单,双亚胺绕包铜扁线铜导线外的绝缘体由内而外包括双层聚酰亚胺薄膜、玻璃丝和浸渍漆混合的绝缘层、缩醛类胶粘剂层,密封性好;双亚胺绕包铜扁线绝缘性能好,击穿电压值高,能达9000V以上,而且其耐温性能好,不易发生开裂、脱丝等质量问题,

关于自粘漆包扁线粘结力测试方法的研究.docx
关于自粘漆包扁线粘结力测试方法的研究自粘漆包扁线是一种常见的电气导线材料,具有绝缘性能好、耐高温、耐腐蚀等特点,被广泛用于电气设备中。然而,自粘漆包扁线粘结力的稳定性和可靠性是影响使用寿命的重要因素之一。因此,对于自粘漆包扁线粘结力的测试方法和粘结力的影响因素进行研究具有重要意义。一、自粘漆包扁线粘结力的定义和测试方法自粘漆包扁线的粘结力是指其粘着面的粘性强度,即在一定条件下所能承受的剪切力。目前常用的自粘漆包扁线粘结力测试方法有两种:剥离法和剪切法。(一)剥离法剥离法是将自粘漆包扁线沿着粘着面进行钢珠拉