
轮毂制造砂芯及轮毂制造工艺.pdf

志玉****爱啊


1/9
2/9
3/9

4/9
5/9

6/9
7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

轮毂制造砂芯及轮毂制造工艺.pdf
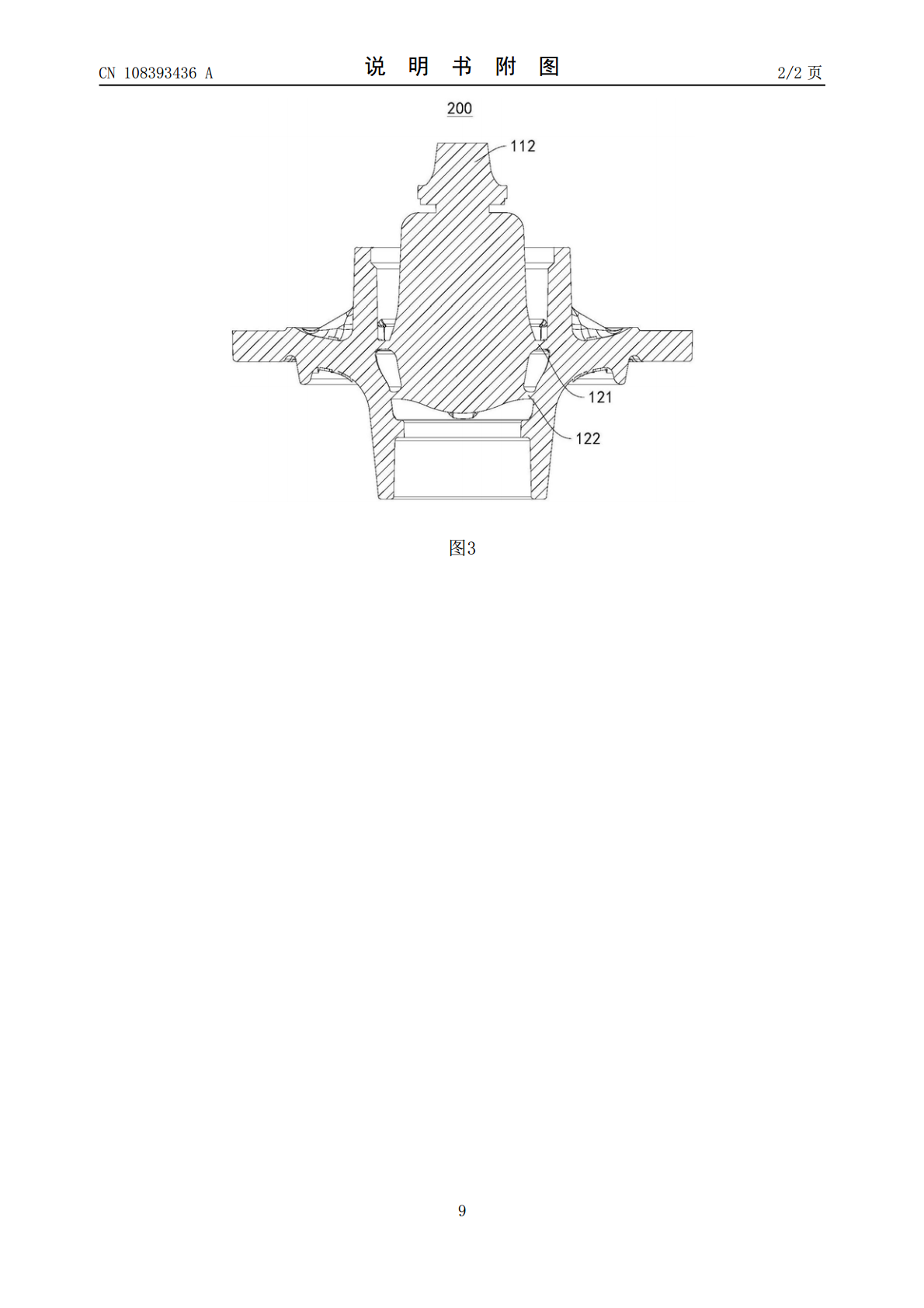
本发明提供了一种轮毂制造砂芯及轮毂制造工艺,属于轮毂制造领域。轮毂制造砂芯包括:上砂芯,上砂芯的内部具有第一空腔,上砂芯上具有浇筑口,中砂芯,中砂芯和上砂芯连接,中砂芯的内部具有第二空腔,第二空腔和第一空腔连通,中砂芯上具有上层内浇口和下层内浇口,上层内浇口和下层内浇口均和第二空腔连通;下砂芯,下砂芯和中砂芯上远离上砂芯的一端连接。这种轮毂制造砂芯及轮毂制造工艺可以通过上层内浇口和下层内浇口的补缩通道,第一空腔和第二空腔内的铁水可以有效及时地补充,弥补了各部位因液态收缩,凝固收缩产生的体积变化,从而彻底消

轮毂制造工艺流程.doc
汽车配件加工——轮毂制造工艺流程轮毂是汽车上最重要旳安全零件之一,有钢制轮毂和铝制轮毂之分,轮毂承受着汽车和载物质量作用旳压力,受到车辆在起动、制动时动态扭矩旳作用,还承受汽车在行驶过程中转弯、凹凸路面、路面障碍物冲击等来自不同方向动态载荷产生旳不规则交变受力。轮毂旳质量和可靠性不仅关系到车辆和车上人员物资旳安全性,还影响到车辆在行驶中旳平稳性、操纵性、舒适性等性能,这就规定轮毂动平衡好、疲劳强度高、有好旳刚度和弹性、尺寸和形状精度高、质量轻等,铝轮毂以其良好旳综合性能满足了上述规定,在安全性、舒适性和轻

轮毂制造工艺流程.docx
汽车配件加工轮毂制造工艺流程轮毂是汽车上最重要的安全零件之一,有钢制轮毂与铝制轮毂之分,轮毂承受着汽车与载物质量作用的压力,受到车辆在起动、制动时动态扭矩的作用,还承受汽车在行驶过程中转弯、凹凸路面、路面障碍物冲击等来自不同方向动态载荷产生的不规则交变受力。轮毂的质量与可靠性不但关系到车辆与车上人员物资的安全性,还影响到车辆在行驶中的平稳性、操纵性、舒适性等性能,这就要求轮毂动平衡好、疲劳强度高、有好的刚度与弹性、尺寸与形状精度高、质量轻等,铝轮毂以其良好的综合性能满足了上述要求,在安全性、舒适性与轻量化

汽车轮毂的制造工艺.doc
汽车轮毂制造技术班级:机电1302班学号:姓名:师世健指导教师:邢书明目录一、摘要································3二、汽车轮毂得选材···························31、钢铁材料····························31、1球墨铸铁···························31、2其她钢铁材料·························32、合金材料·····························33、复

轮毂制造工艺流程.docx
汽车配件加工——轮毂制造工艺流程轮毂是汽车上最重要的安全零件之一,有钢制轮毂和铝制轮毂之分,轮毂承受着汽车和载物质量作用的压力,受到车辆在起动、制动时动态扭矩的作用,还承受汽车在行驶过程中转弯、凹凸路面、路面障碍物冲击等来自不同方向动态载荷产生的不规则交变受力。轮毂的质量和可靠性不但关系到车辆和车上人员物资的安全性,还影响到车辆在行驶中的平稳性、操纵性、舒适性等性能,这就要求轮毂动平衡好、疲劳强度高、有好的刚度和弹性、尺寸和形状精度高、质量轻等,铝轮毂以其良好的综合性能满足了上述要求,在安全性、舒适性和轻