
一种不锈钢水龙头阀体及手柄的制备方法.pdf

雨星****萌娃


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种不锈钢水龙头阀体及手柄的制备方法.pdf
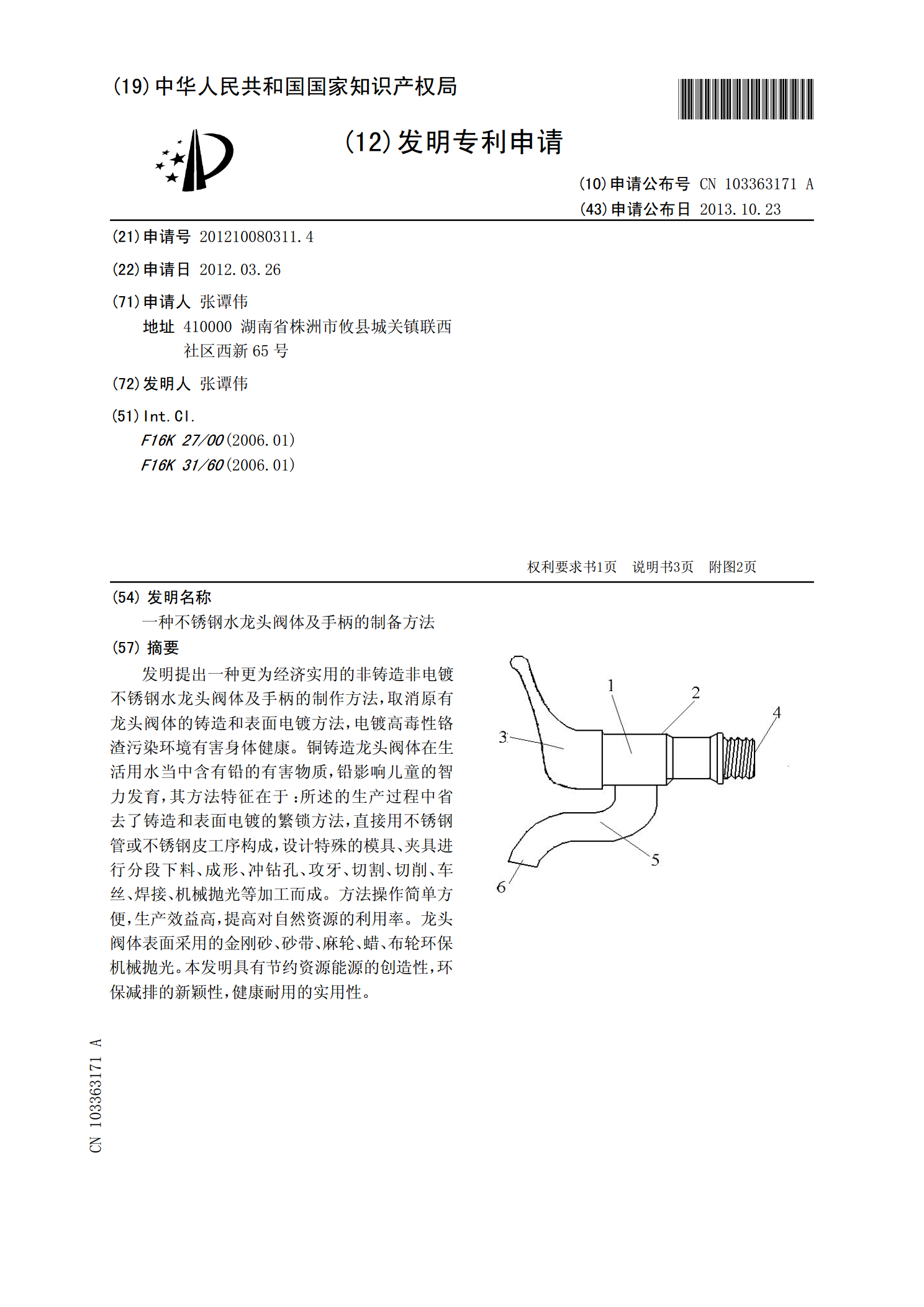
发明提出一种更为经济实用的非铸造非电镀不锈钢水龙头阀体及手柄的制作方法,取消原有龙头阀体的铸造和表面电镀方法,电镀高毒性铬渣污染环境有害身体健康。铜铸造龙头阀体在生活用水当中含有铅的有害物质,铅影响儿童的智力发育,其方法特征在于:所述的生产过程中省去了铸造和表面电镀的繁锁方法,直接用不锈钢管或不锈钢皮工序构成,设计特殊的模具、夹具进行分段下料、成形、冲钻孔、攻牙、切割、切削、车丝、焊接、机械抛光等加工而成。方法操作简单方便,生产效益高,提高对自然资源的利用率。龙头阀体表面采用的金刚砂、砂带、麻轮、蜡、布轮
一种阀体用马氏体不锈钢及其制备方法.pdf
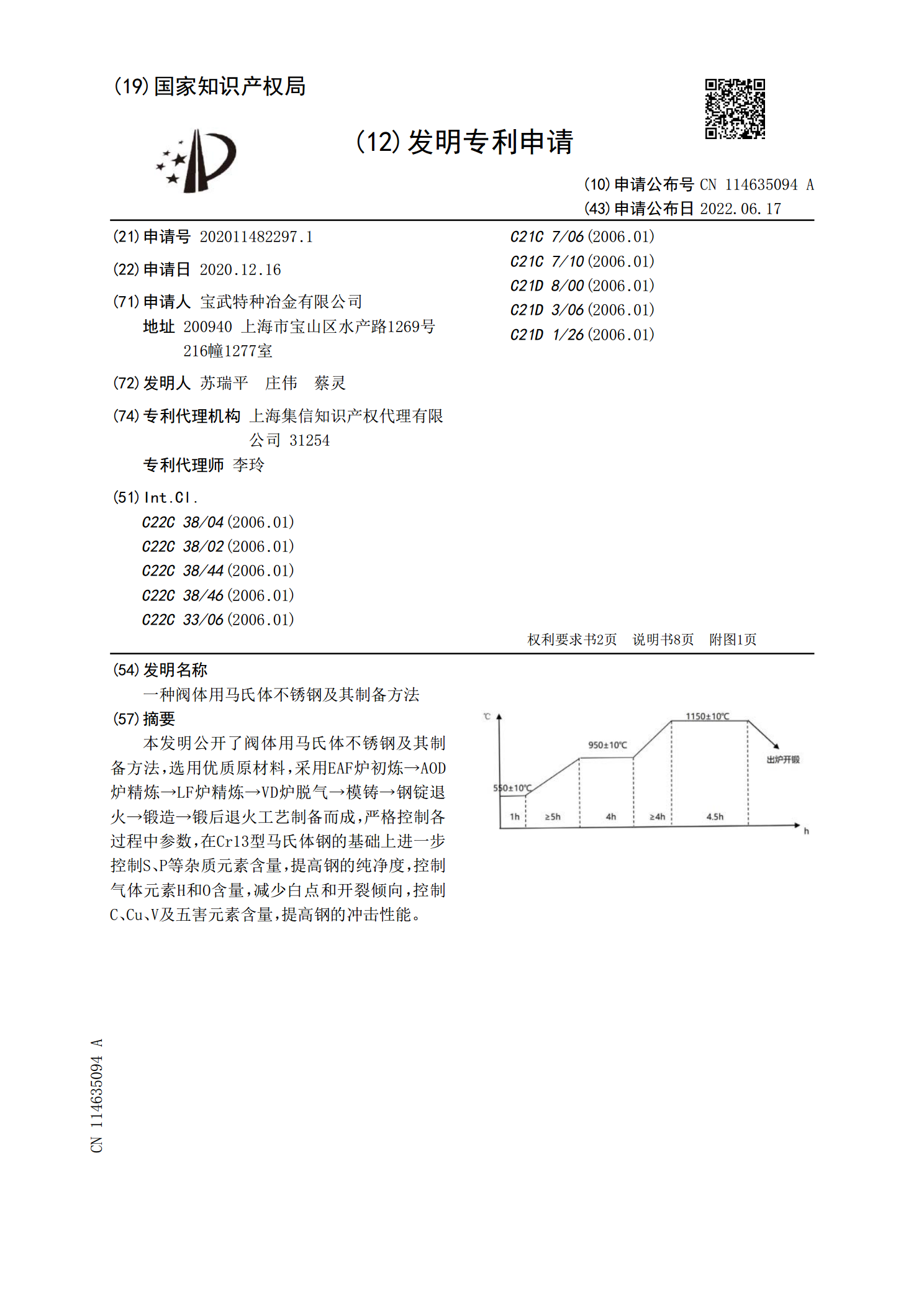
本发明公开了阀体用马氏体不锈钢及其制备方法,选用优质原材料,采用EAF炉初炼→AOD炉精炼→LF炉精炼→VD炉脱气→模铸→钢锭退火→锻造→锻后退火工艺制备而成,严格控制各过程中参数,在Cr13型马氏体钢的基础上进一步控制S、P等杂质元素含量,提高钢的纯净度,控制气体元素H和O含量,减少白点和开裂倾向,控制C、Cu、V及五害元素含量,提高钢的冲击性能。

一种新型不锈钢消防水龙头的制备方法.pdf
本发明公开了一种新型不锈钢消防水龙头的制备方法,包括以下步骤:原料制备:将POE塑料颗粒和合金材料混合放入炉内制得金属液;注塑:将步骤1)铸造的金属液导入注塑机中:将步骤2)注塑成型的消防水龙头基体表面撒入锌镁粉进行电镀,形成电镀层加热处理:将步骤3)电镀后的消防水龙头基体进行再次加热,取出用乳化防锈油涂覆整个水龙头基体,用烘干机吹干成型:将步骤4)处理后的消防水龙头基体内部装上阀芯,进出口水管。通过上述方式,本发明能够在原料制备上采用最优的科学成分配比,然后注塑,电镀,加热处理到成型,使其进一步增强消防
一种阀体快装水龙头.pdf
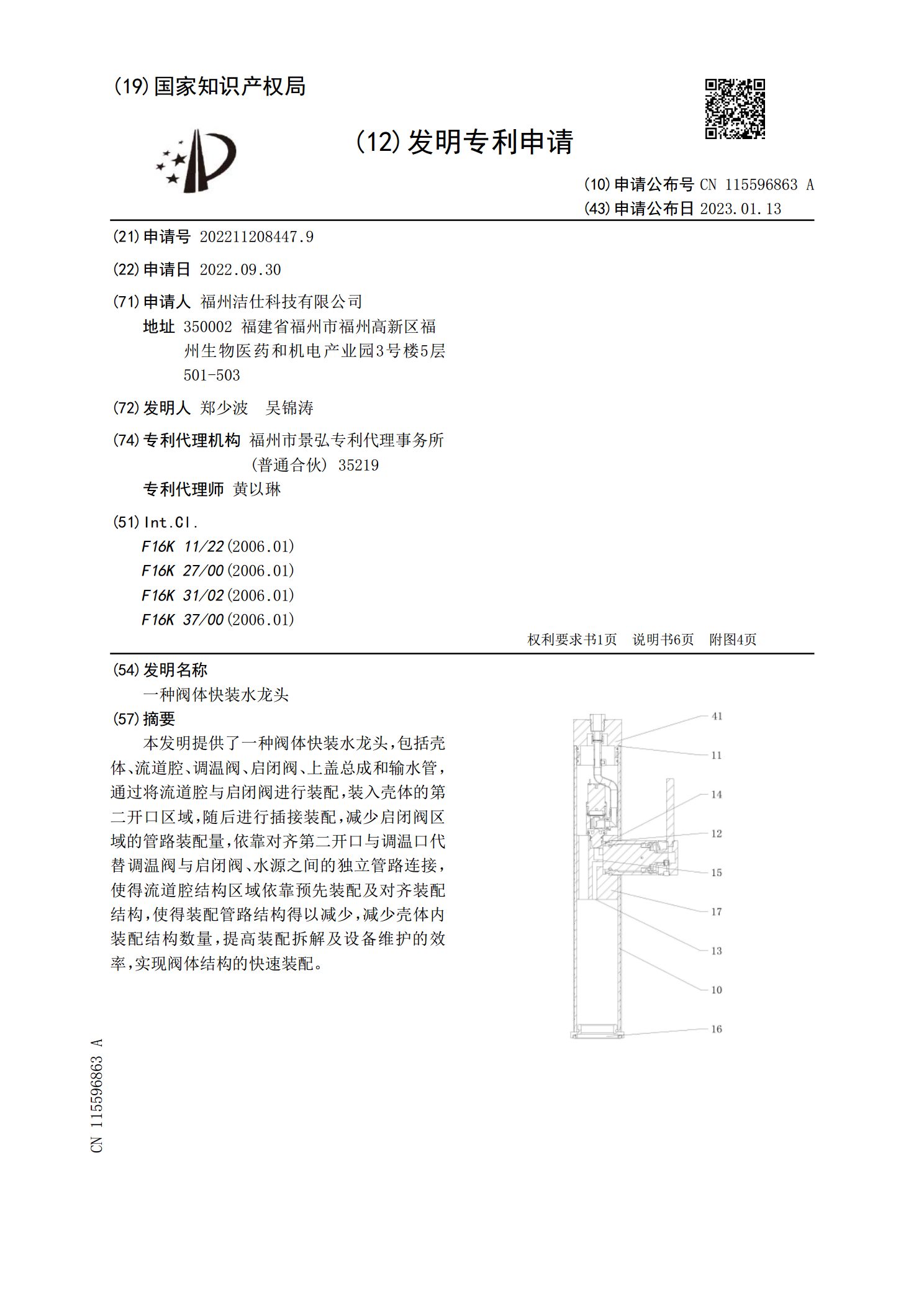
本发明提供了一种阀体快装水龙头,包括壳体、流道腔、调温阀、启闭阀、上盖总成和输水管,通过将流道腔与启闭阀进行装配,装入壳体的第二开口区域,随后进行插接装配,减少启闭阀区域的管路装配量,依靠对齐第二开口与调温口代替调温阀与启闭阀、水源之间的独立管路连接,使得流道腔结构区域依靠预先装配及对齐装配结构,使得装配管路结构得以减少,减少壳体内装配结构数量,提高装配拆解及设备维护的效率,实现阀体结构的快速装配。
水龙头过渡阀体及与水龙头的连接安装方法.pdf
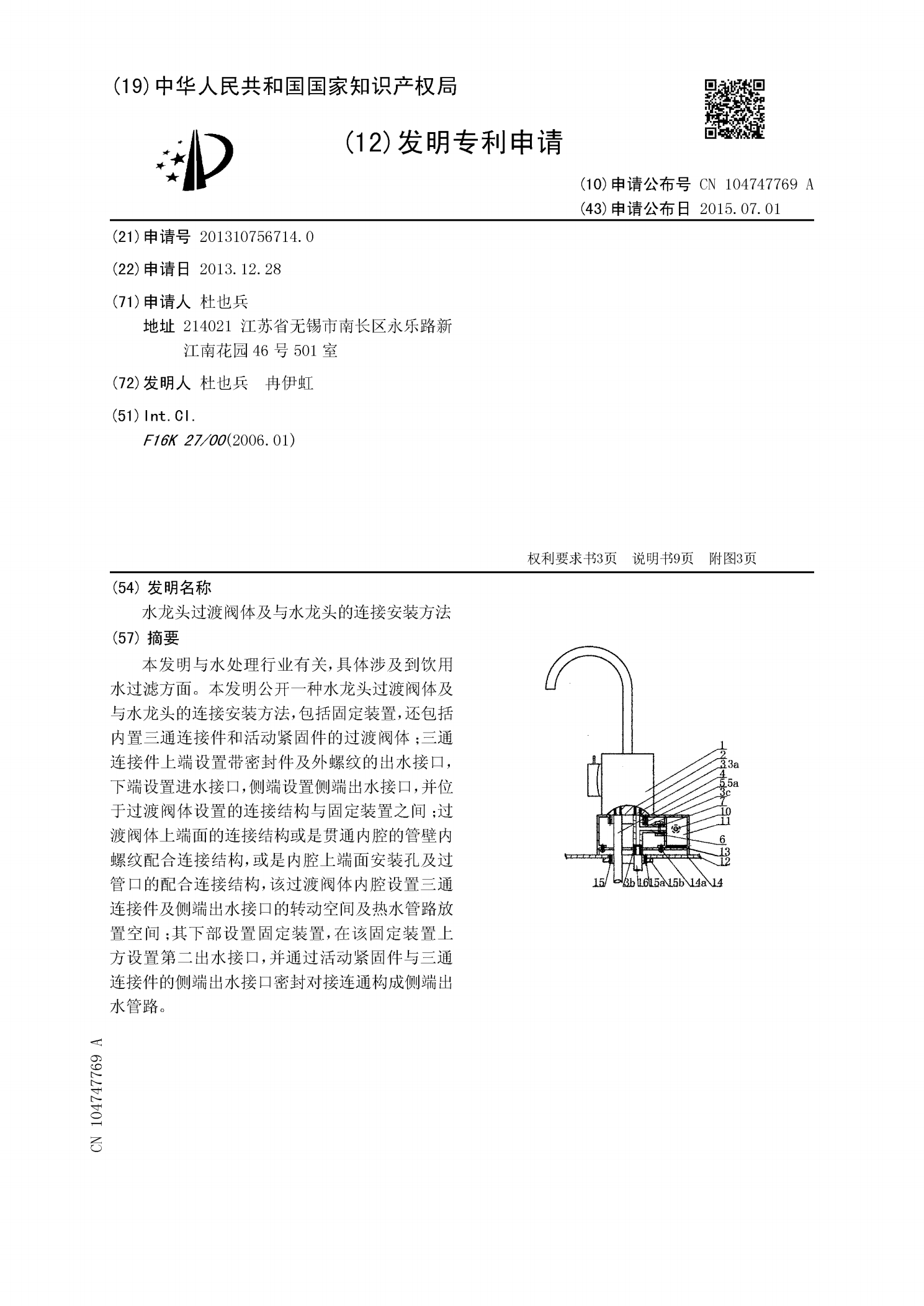
本发明与水处理行业有关,具体涉及到饮用水过滤方面。本发明公开一种水龙头过渡阀体及与水龙头的连接安装方法,包括固定装置,还包括内置三通连接件和活动紧固件的过渡阀体;三通连接件上端设置带密封件及外螺纹的出水接口,下端设置进水接口,侧端设置侧端出水接口,并位于过渡阀体设置的连接结构与固定装置之间;过渡阀体上端面的连接结构或是贯通内腔的管壁内螺纹配合连接结构,或是内腔上端面安装孔及过管口的配合连接结构,该过渡阀体内腔设置三通连接件及侧端出水接口的转动空间及热水管路放置空间;其下部设置固定装置,在该固定装置上方设置