
一种新型不锈钢消防水龙头的制备方法.pdf

是你****盟主


1/5
2/5

3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种新型不锈钢消防水龙头的制备方法.pdf
本发明公开了一种新型不锈钢消防水龙头的制备方法,包括以下步骤:原料制备:将POE塑料颗粒和合金材料混合放入炉内制得金属液;注塑:将步骤1)铸造的金属液导入注塑机中:将步骤2)注塑成型的消防水龙头基体表面撒入锌镁粉进行电镀,形成电镀层加热处理:将步骤3)电镀后的消防水龙头基体进行再次加热,取出用乳化防锈油涂覆整个水龙头基体,用烘干机吹干成型:将步骤4)处理后的消防水龙头基体内部装上阀芯,进出口水管。通过上述方式,本发明能够在原料制备上采用最优的科学成分配比,然后注塑,电镀,加热处理到成型,使其进一步增强消防
一种新型塑料消防水龙头的制备方法.pdf
本发明公开了一种新型塑料消防水龙头的制备方法,包括如下步骤:1)选取塑料原料:按化学成分及其质量配比为:聚苯醚25‑30%、有机硅树脂10‑13%、增强剂3‑5%,放入高温炉熔炼成塑料溶液;2)铸造:将步骤1)制得的塑料溶液倒入水龙头铸造模具内,固化成型;3)加热处理:将步骤2)制得的水龙头,放入回火炉内,加热,冷却;4)表面处理:将步骤3)取出的水龙头,采用毛刷在表面涂覆保养液,然后放入吹风口进行吹干;5)组装成品:将步骤4)取得的塑料水龙头将阀芯,出水管安装在塑料水龙头本体内。通过上述方式,本发明能够
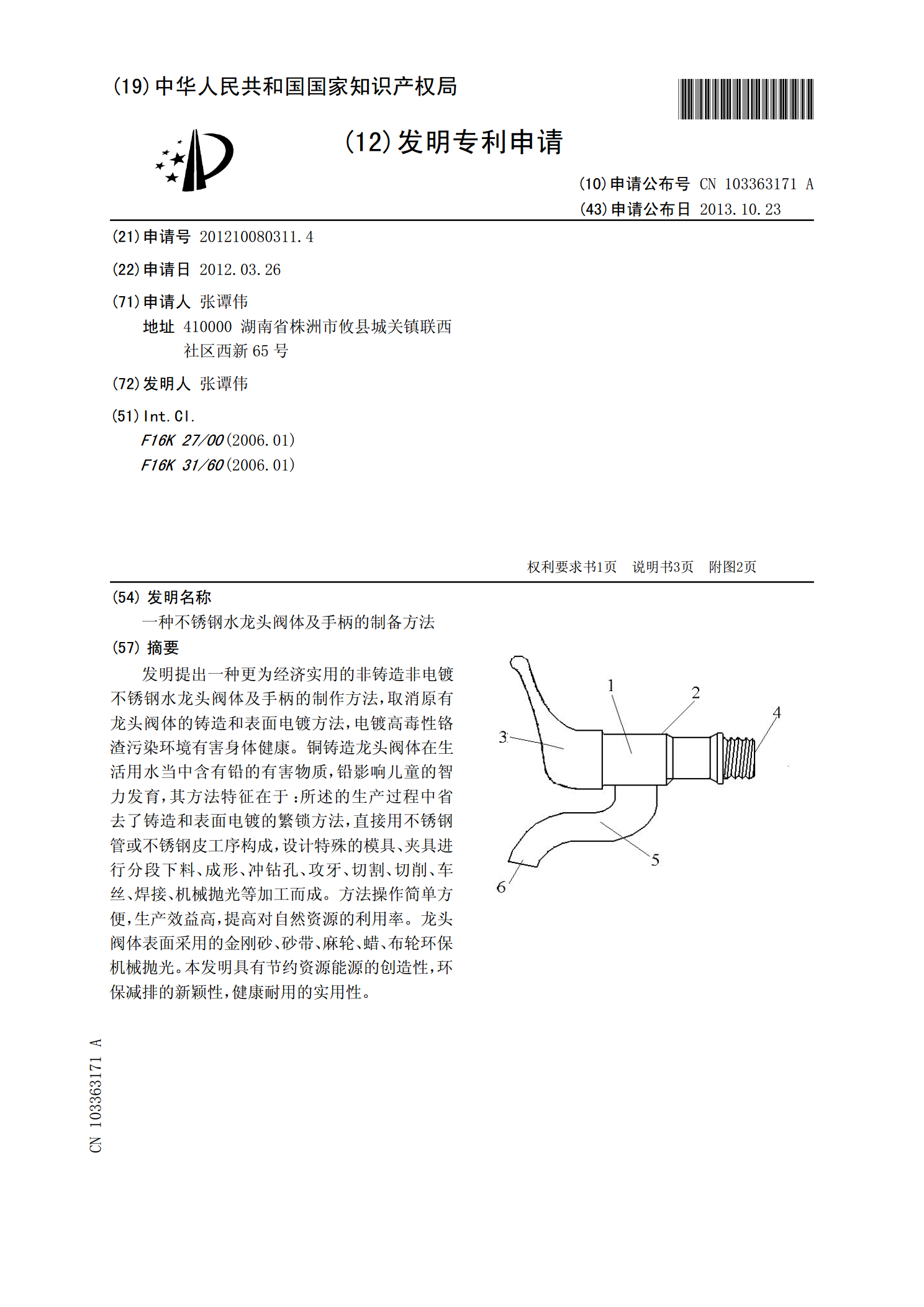
一种不锈钢水龙头阀体及手柄的制备方法.pdf
发明提出一种更为经济实用的非铸造非电镀不锈钢水龙头阀体及手柄的制作方法,取消原有龙头阀体的铸造和表面电镀方法,电镀高毒性铬渣污染环境有害身体健康。铜铸造龙头阀体在生活用水当中含有铅的有害物质,铅影响儿童的智力发育,其方法特征在于:所述的生产过程中省去了铸造和表面电镀的繁锁方法,直接用不锈钢管或不锈钢皮工序构成,设计特殊的模具、夹具进行分段下料、成形、冲钻孔、攻牙、切割、切削、车丝、焊接、机械抛光等加工而成。方法操作简单方便,生产效益高,提高对自然资源的利用率。龙头阀体表面采用的金刚砂、砂带、麻轮、蜡、布轮
一种新型不锈钢材料的制备方法.pdf
一种新型不锈钢材料的制备方法,包括以下步骤:一、将铸铁在真空感应炉中进行熔炼,待铸铁开始融化时,加入铬、硅和钼,在铸铁完全融化时,加入钨、锰、镍、硼和钒进行熔炼,浇铸成自耗电极;二、将自耗电极进行真空电弧重熔精炼或电渣重熔精炼,制成电渣锭;三、将电渣锭压制不锈钢片,接着将不锈钢片依次进行热锻、第一次退火和第二次退火,制得不锈钢基体;四、将不锈钢基体热轧,再深度冷轧,使不锈钢基体的表层形成纳米晶不锈钢材料层;五、将步骤四的不锈钢基体浸渍于硫酸水溶液,使不锈钢基体上形成钝化膜,再采用液氮气化的方法对步骤四的不
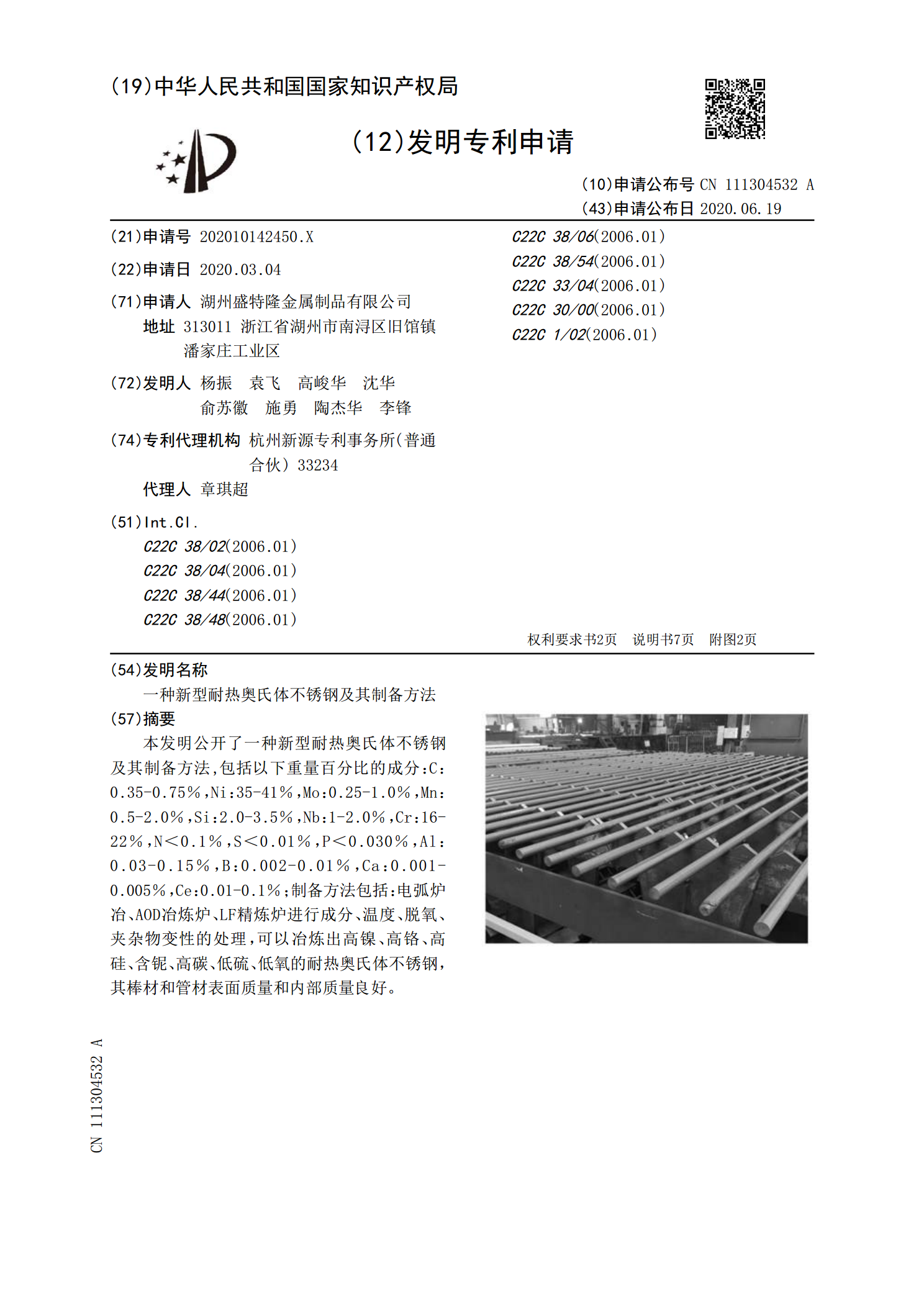
一种新型耐热奥氏体不锈钢及其制备方法.pdf
本发明公开了一种新型耐热奥氏体不锈钢及其制备方法,包括以下重量百分比的成分:C:0.35‑0.75%,Ni:35‑41%,Mo:0.25‑1.0%,Mn:0.5‑2.0%,Si:2.0‑3.5%,Nb:1‑2.0%,Cr:16‑22%,N<0.1%,S<0.01%,P<0.030%,Al:0.03‑0.15%,B:0.002‑0.01%,Ca:0.001‑0.005%,Ce:0.01‑0.1%;制备方法包括:电弧炉冶、AOD冶炼炉、LF精炼炉进行成分、温度、脱氧、夹杂物变性的处理,可以冶炼出高镍、高铬、高