
一种双斜齿轮消隙制造工艺.pdf

淑然****by


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种双斜齿轮消隙制造工艺.pdf
一种双斜齿轮消隙制造工艺,它涉及加工技术领域,它的制造工艺是:首先在两个齿轮(1)中间垫上一个厚度25MM的铁板,同时将两个齿轮(1)装到工件主轴(2)上,再用螺母(3)和弹簧(4)进行压紧,然后再进行滚齿;滚齿后将齿轮(1)拆下进行热处理,再重新装到工件主轴(2)上,还要在两大齿轮(1)中间垫上齿轮厚度25%的垫片,再磨齿,磨好后,拆掉中间的垫片即可以进行装配。
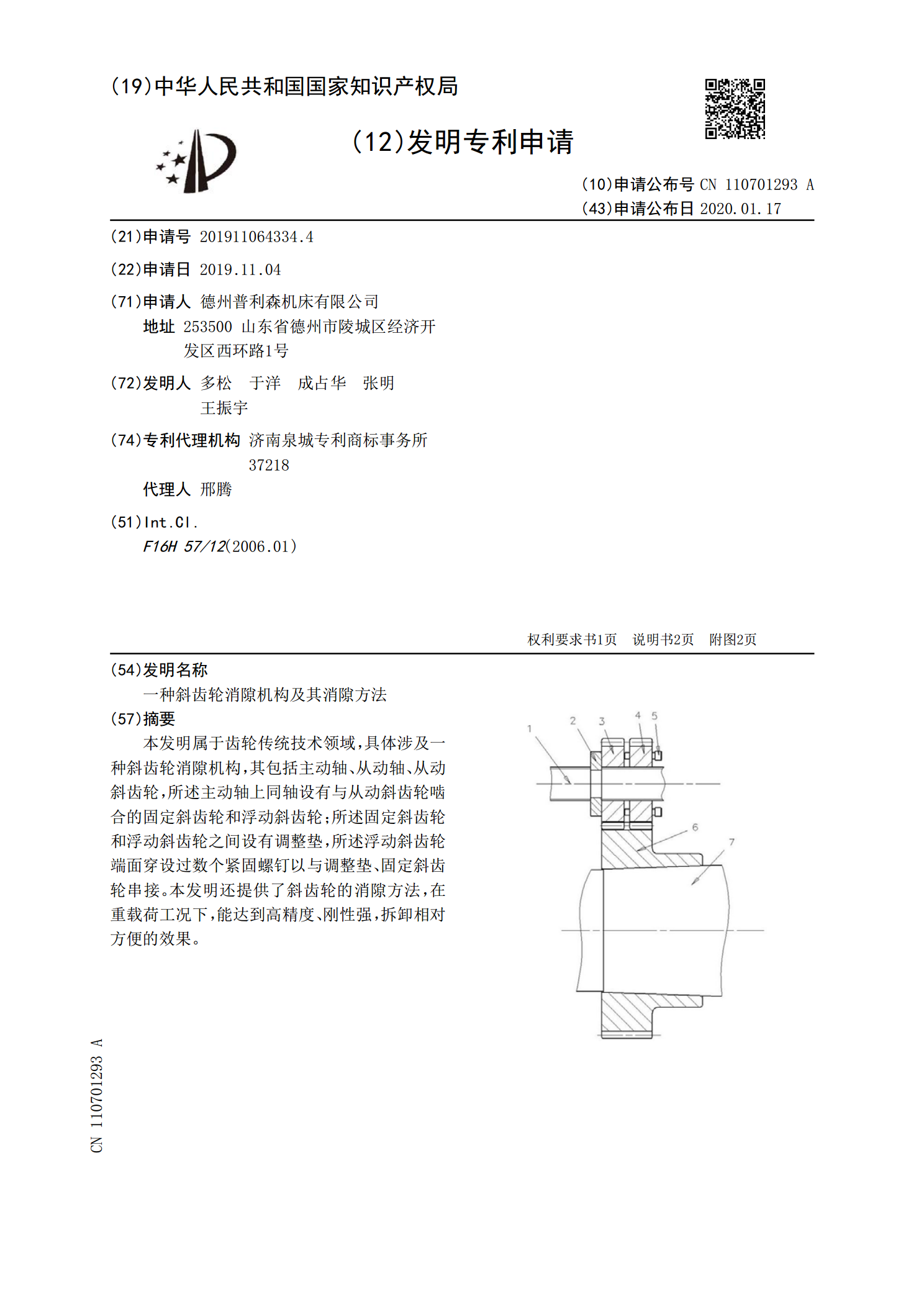
一种斜齿轮消隙机构及其消隙方法.pdf
本发明属于齿轮传统技术领域,具体涉及一种斜齿轮消隙机构,其包括主动轴、从动轴、从动斜齿轮,所述主动轴上同轴设有与从动斜齿轮啮合的固定斜齿轮和浮动斜齿轮;所述固定斜齿轮和浮动斜齿轮之间设有调整垫,所述浮动斜齿轮端面穿设过数个紧固螺钉以与调整垫、固定斜齿轮串接。本发明还提供了斜齿轮的消隙方法,在重载荷工况下,能达到高精度、刚性强,拆卸相对方便的效果。
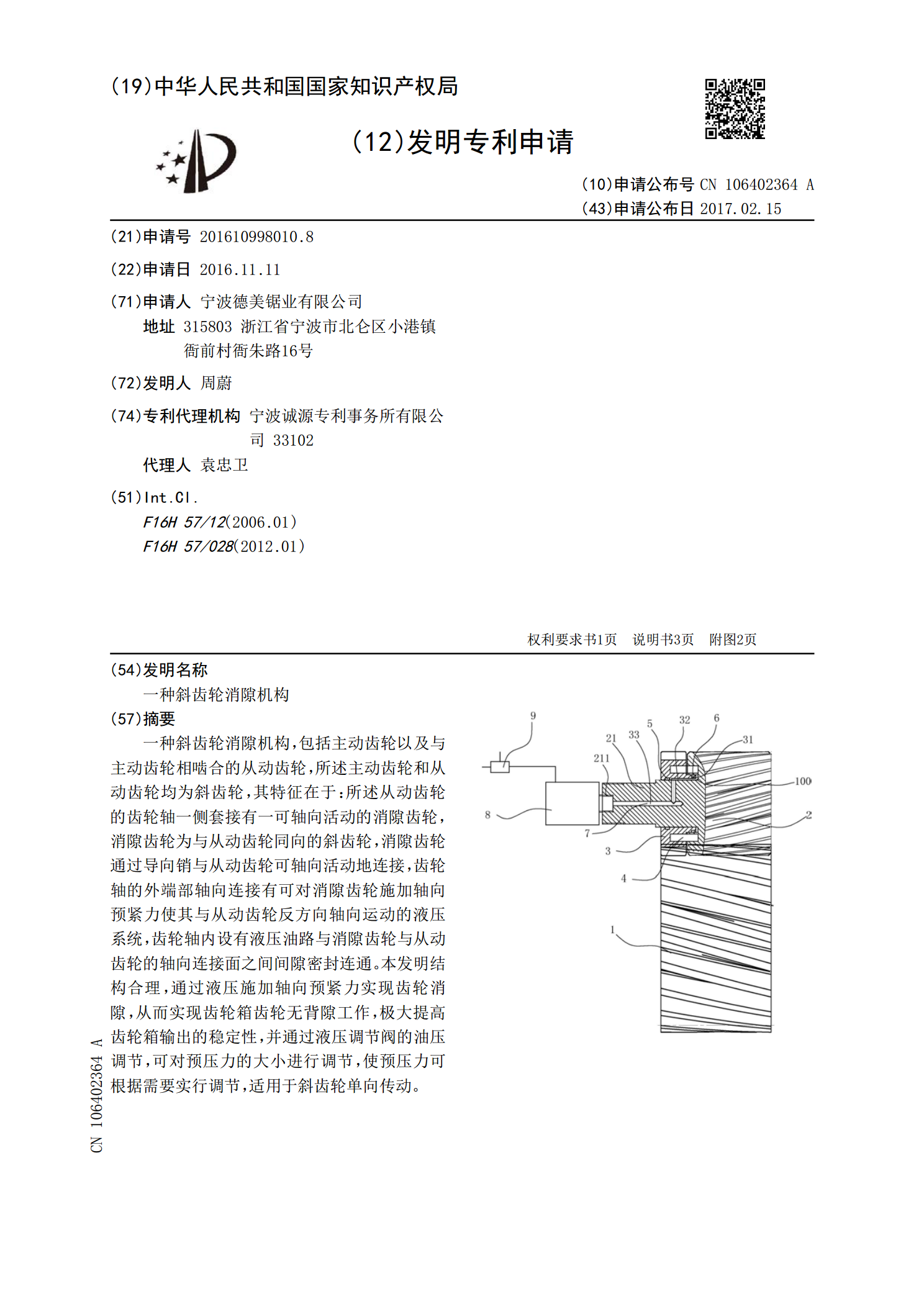
一种斜齿轮消隙机构.pdf
一种斜齿轮消隙机构,包括主动齿轮以及与主动齿轮相啮合的从动齿轮,所述主动齿轮和从动齿轮均为斜齿轮,其特征在于:所述从动齿轮的齿轮轴一侧套接有一可轴向活动的消隙齿轮,消隙齿轮为与从动齿轮同向的斜齿轮,消隙齿轮通过导向销与从动齿轮可轴向活动地连接,齿轮轴的外端部轴向连接有可对消隙齿轮施加轴向预紧力使其与从动齿轮反方向轴向运动的液压系统,齿轮轴内设有液压油路与消隙齿轮与从动齿轮的轴向连接面之间间隙密封连通。本发明结构合理,通过液压施加轴向预紧力实现齿轮消隙,从而实现齿轮箱齿轮无背隙工作,极大提高齿轮箱输出的稳定
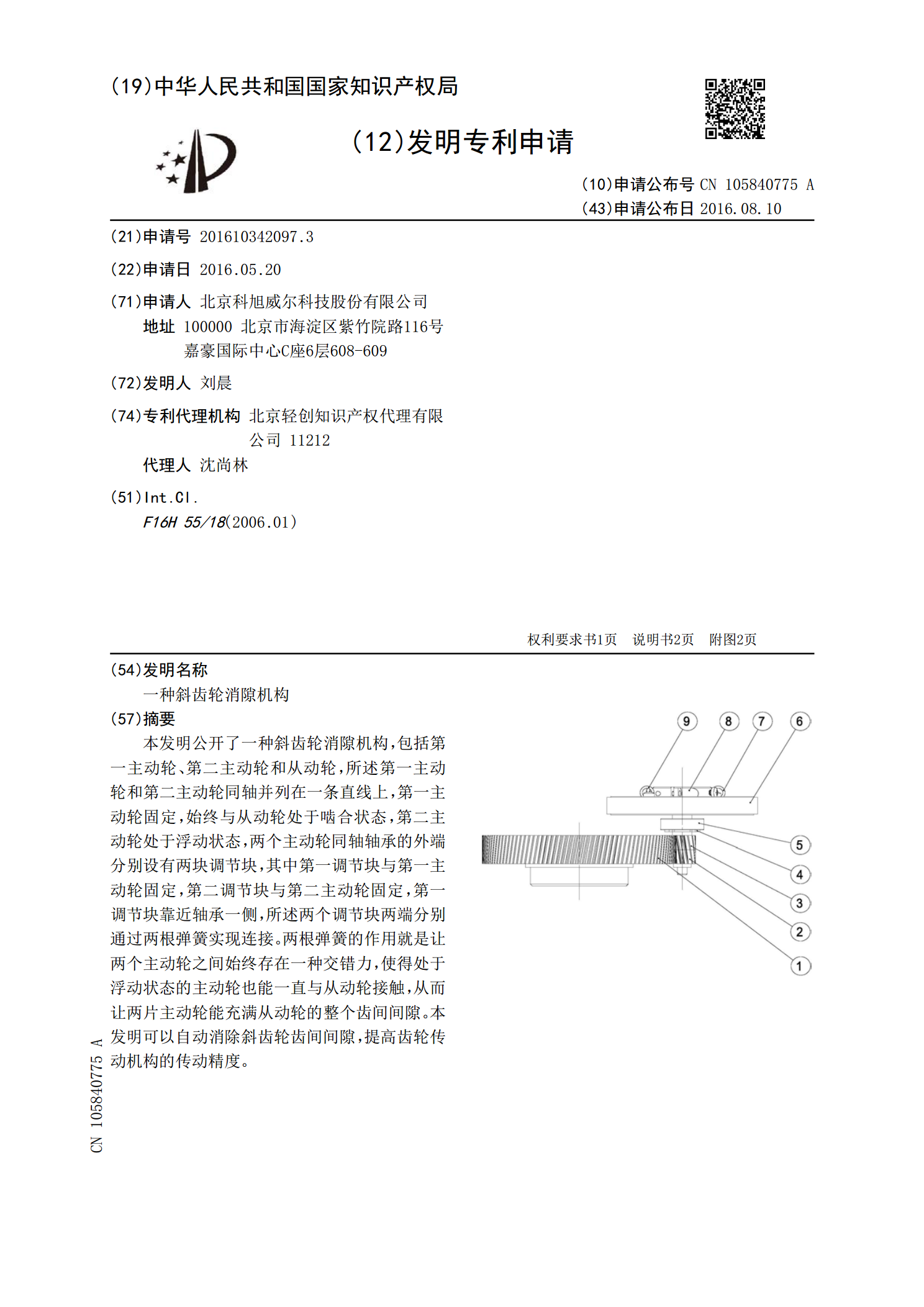
一种斜齿轮消隙机构.pdf
本发明公开了一种斜齿轮消隙机构,包括第一主动轮、第二主动轮和从动轮,所述第一主动轮和第二主动轮同轴并列在一条直线上,第一主动轮固定,始终与从动轮处于啮合状态,第二主动轮处于浮动状态,两个主动轮同轴轴承的外端分别设有两块调节块,其中第一调节块与第一主动轮固定,第二调节块与第二主动轮固定,第一调节块靠近轴承一侧,所述两个调节块两端分别通过两根弹簧实现连接。两根弹簧的作用就是让两个主动轮之间始终存在一种交错力,使得处于浮动状态的主动轮也能一直与从动轮接触,从而让两片主动轮能充满从动轮的整个齿间间隙。本发明可以自
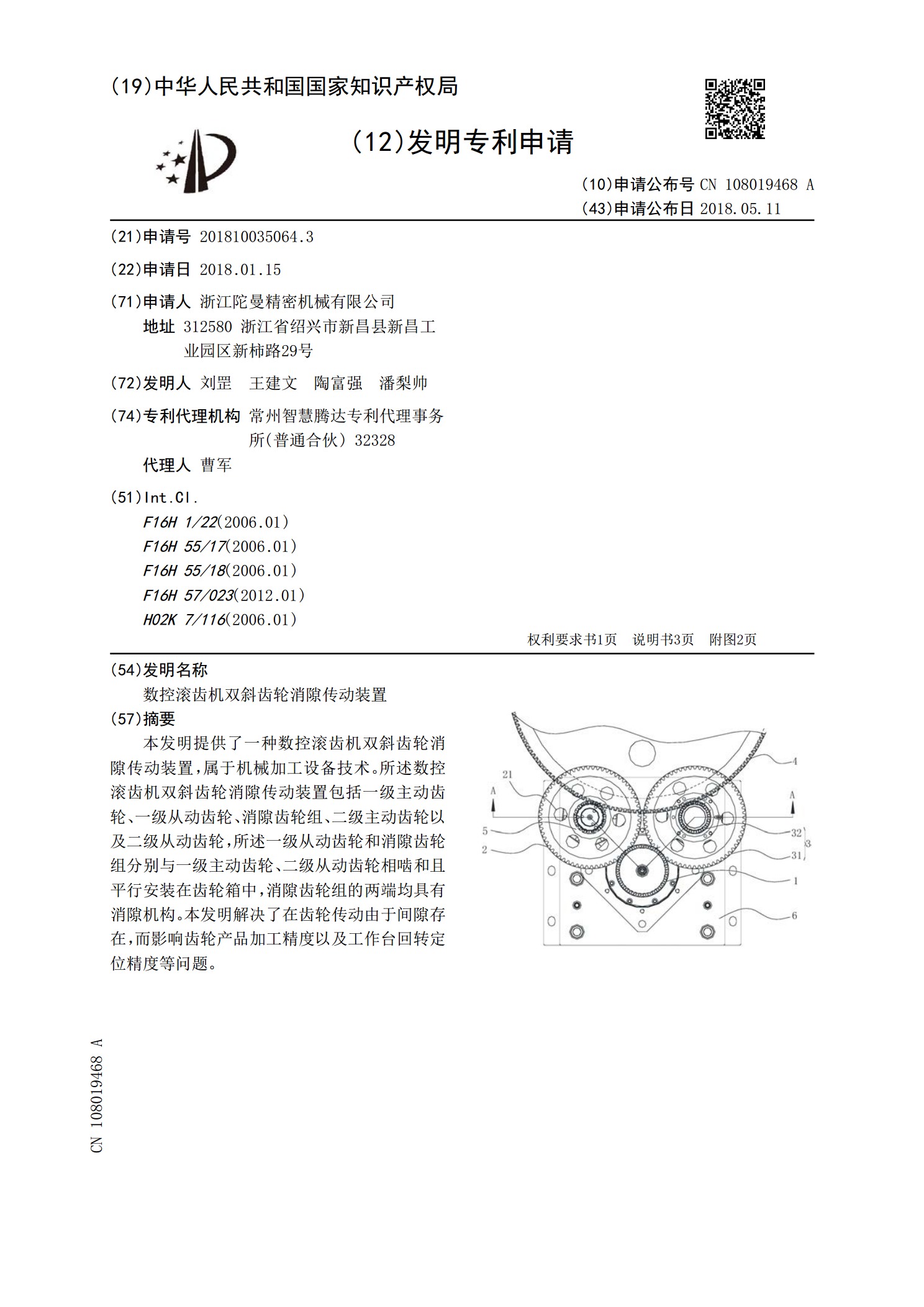
数控滚齿机双斜齿轮消隙传动装置.pdf
本发明提供了一种数控滚齿机双斜齿轮消隙传动装置,属于机械加工设备技术。所述数控滚齿机双斜齿轮消隙传动装置包括一级主动齿轮、一级从动齿轮、消隙齿轮组、二级主动齿轮以及二级从动齿轮,所述一级从动齿轮和消隙齿轮组分别与一级主动齿轮、二级从动齿轮相啮和且平行安装在齿轮箱中,消隙齿轮组的两端均具有消隙机构。本发明解决了在齿轮传动由于间隙存在,而影响齿轮产品加工精度以及工作台回转定位精度等问题。