
玻璃基板的端面磨削装置和端面磨削方法.pdf

一条****88


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共28页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

玻璃基板的端面磨削装置和端面磨削方法.pdf
本发明提供一种玻璃基板的端面磨削装置和端面磨削方法,即使玻璃基板端面的中心从一次端面磨削部的砂轮的槽的中央位置偏离,也能够将玻璃基板端面磨削加工处理成规定的形状。玻璃基板端面磨削装置的特征在于,从玻璃基板搬运路径的上游侧起依次具有一次端面磨削部和二次端面磨削部,在一次端面磨削部和二次端面磨削部分别具备圆柱形状的砂轮,该砂轮在侧面上沿着圆周方向形成有槽,形成于砂轮的槽的剖面形状具有从槽的底部侧向砂轮表面侧逐渐变宽的形状,形成在一次端面磨削部的砂轮上的槽的开口角度比设置在二次端面磨削部的端面磨削用砂轮上的槽的

圆柱滚子双端面磨削装置及磨削方法.pdf
圆柱滚子双端面磨削装置及磨削方法是一种轴承加工技术,其结构关系是,内盘用螺钉固定在工件轴箱单元的中心轴上,中间保持架用螺钉固定在保持架连接板上,保持架连接板用螺钉固定在工件轴箱单元的空心轴上,定位销单元通过螺钉固定在保持架连接板上,定位盘用螺钉固定在工件箱单元上,工件轴箱单元用螺钉固定在床身上,右外压紧软带、左外压紧软带绕中间保持架外延;支撑轮单元、右张紧轮单元及左张紧轮单元用螺钉固定在工件箱单元上面;右砂轮单元、左砂轮单元用螺钉固定在床身上;右修正器单元、左修正器单元用螺钉固定在床身上;换向槽单元用螺钉

磨削装置和矩形基板的磨削方法.pdf
本发明提供一种磨削装置和矩形基板的磨削方法,其能够抑制磨削轮的大型化。该磨削装置磨削矩形基板的正面或者背面,其特征在于,该磨削装置具有:卡盘工作台,其具有吸引保持矩形基板的保持面;磨削构件,其能够旋转地支撑磨削轮,该磨削轮对保持在该卡盘工作台上的矩形基板进行磨削;磨削进给构件,其在相对于该卡盘工作台的保持面垂直的方向上磨削进给该磨削构件;以及移动构件,其使该卡盘工作台和该磨削构件在与该卡盘工作台的保持面平行的方向上相对地移动,该磨削轮包括:轮基座、和呈环状配设在该轮基座的下表面外周部的磨石,该呈环状配设的
双端面磨削加工方法.pdf
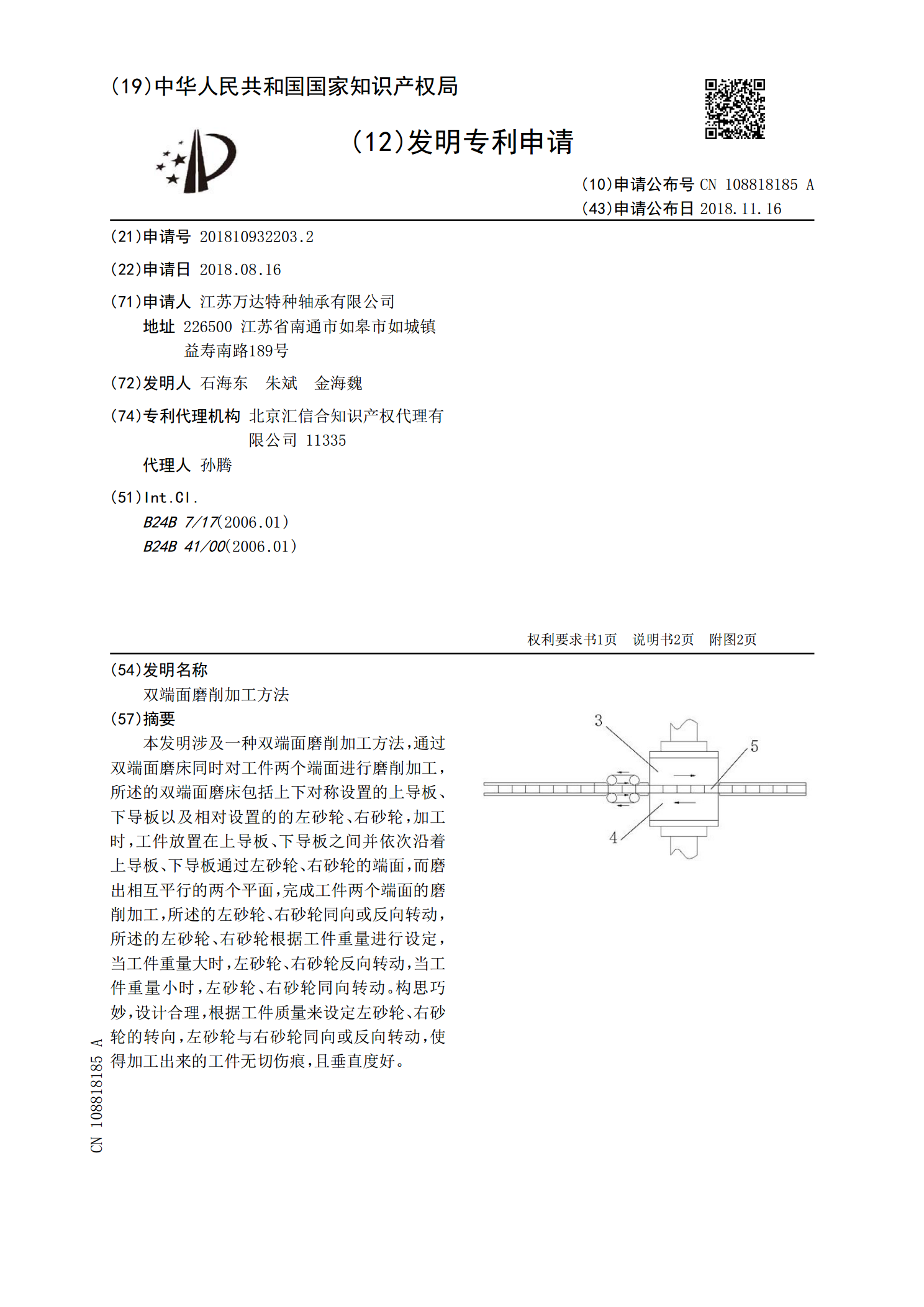
本发明涉及一种双端面磨削加工方法,通过双端面磨床同时对工件两个端面进行磨削加工,所述的双端面磨床包括上下对称设置的上导板、下导板以及相对设置的的左砂轮、右砂轮,加工时,工件放置在上导板、下导板之间并依次沿着上导板、下导板通过左砂轮、右砂轮的端面,而磨出相互平行的两个平面,完成工件两个端面的磨削加工,所述的左砂轮、右砂轮同向或反向转动,所述的左砂轮、右砂轮根据工件重量进行设定,当工件重量大时,左砂轮、右砂轮反向转动,当工件重量小时,左砂轮、右砂轮同向转动。构思巧妙,设计合理,根据工件质量来设定左砂轮、右砂轮

高精度的弹簧端面磨削装置.pdf
本发明公开了一种高精度的弹簧端面磨削装置,包括工作台、安装在所述工作台上的进给机构、定位机构和靠近该工作台一端的砂轮机构,所述进给机构包括两根平行设置的直线导轨和可滑动地安装在两直线导轨上的活动板,两直线导轨之间设有丝杠,该丝杠的前端套有丝杠螺母,该丝杠螺母固设在活动板底部,工作台远离砂轮机构的端部设置有丝杠支座;该丝杠的后端穿过丝杠支座后固套有刻度套筒,丝杠穿过刻度套筒后连接有驱动手轮,丝杠支座固设有指向刻度套筒的指针;所述活动板两端分别设置有柔性护罩。本发明结构简单新颖,能够精确控制进给量,夹紧定位可