
轮胎成型机压辊.pdf

是你****枝呀


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

轮胎成型机压辊.pdf
本发明提供了一种轮胎成型机压辊,适用于全钢载重子午线轮胎二次法成型工艺,包括在同一水平轨道上通过丝杠连接的后压辊和下压辊,后压辊在丝杠带动下相对下压辊前后移动,后压辊和下压辊上方有成型鼓,下压辊带动后压辊一起相对于成型鼓前后移动。本发明的有益效果在于,后压辊和下压辊在不工作的时候可以自动移动,解决成型机压辊躲避传递环的问题,完善了生产工艺。
轮胎成型机多片压辊装置.pdf
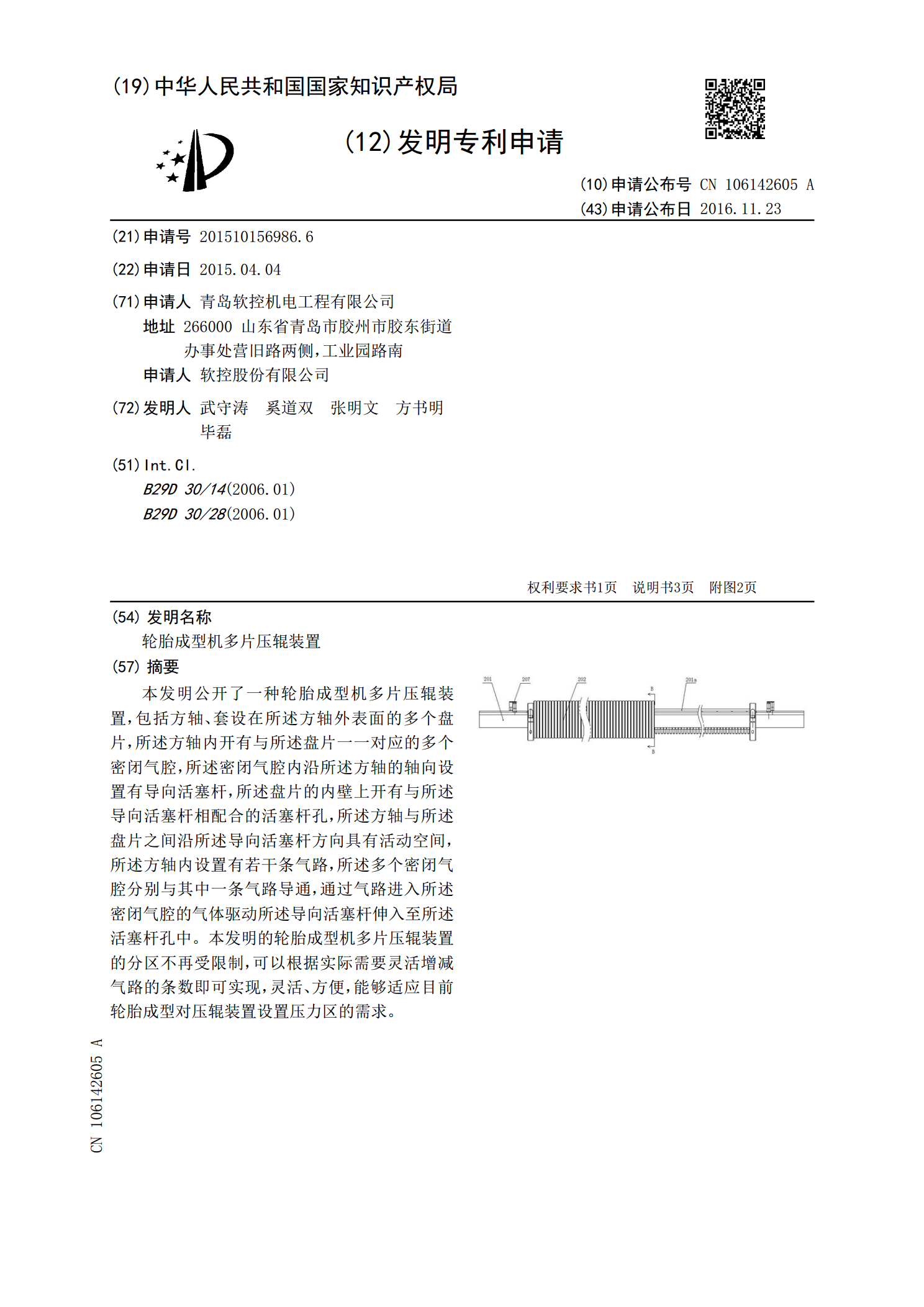
本发明公开了一种轮胎成型机多片压辊装置,包括方轴、套设在所述方轴外表面的多个盘片,所述方轴内开有与所述盘片一一对应的多个密闭气腔,所述密闭气腔内沿所述方轴的轴向设置有导向活塞杆,所述盘片的内壁上开有与所述导向活塞杆相配合的活塞杆孔,所述方轴与所述盘片之间沿所述导向活塞杆方向具有活动空间,所述方轴内设置有若干条气路,所述多个密闭气腔分别与其中一条气路导通,通过气路进入所述密闭气腔的气体驱动所述导向活塞杆伸入至所述活塞杆孔中。本发明的轮胎成型机多片压辊装置的分区不再受限制,可以根据实际需要灵活增减气路的条数即
一种防锈轮胎成型机用压辊.pdf
本发明公开了一种防锈轮胎成型机用压辊,在压辊表面覆盖有一层防锈油漆涂层,所述防锈油漆涂层的组成成分按照重量份计包括:聚氯乙烯树脂10‑18份、酚醛树脂8‑13份、环氧树脂9‑15份、白节油40‑65份、脱水蓖麻油20‑30份、防锈剂4‑8份、防潮剂3‑6份、固化剂1‑3份、颜料1‑3份和助剂2‑6份。本发明组分易获取,制备方法简单,生产成本低,有效提高压辊的防锈性能,同时环保不污染环境,为绿色环保材料。
一种新型轮胎成型机胶条压辊装置.pdf
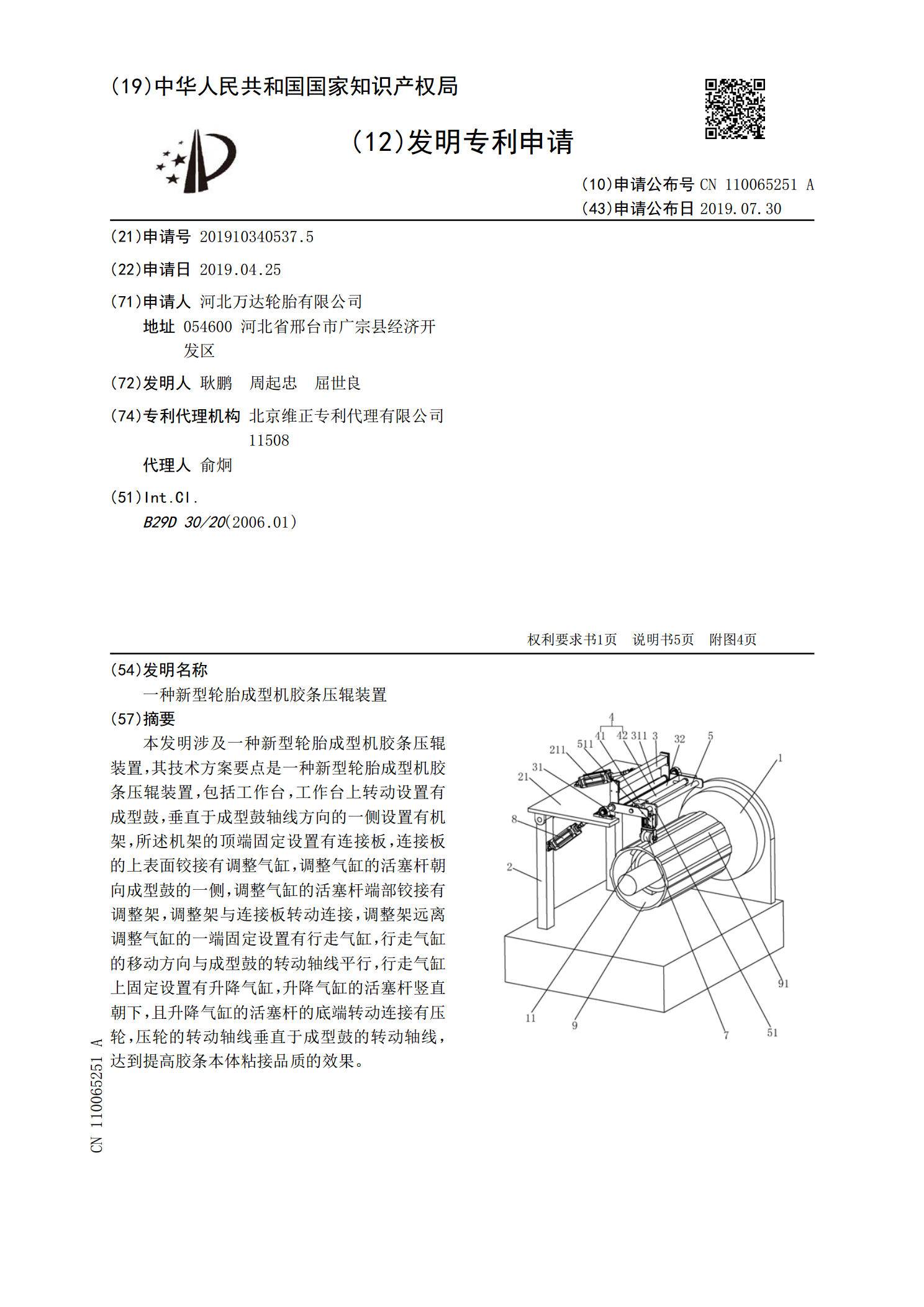
本发明涉及一种新型轮胎成型机胶条压辊装置,其技术方案要点是一种新型轮胎成型机胶条压辊装置,包括工作台,工作台上转动设置有成型鼓,垂直于成型鼓轴线方向的一侧设置有机架,所述机架的顶端固定设置有连接板,连接板的上表面铰接有调整气缸,调整气缸的活塞杆朝向成型鼓的一侧,调整气缸的活塞杆端部铰接有调整架,调整架与连接板转动连接,调整架远离调整气缸的一端固定设置有行走气缸,行走气缸的移动方向与成型鼓的转动轴线平行,行走气缸上固定设置有升降气缸,升降气缸的活塞杆竖直朝下,且升降气缸的活塞杆的底端转动连接有压轮,压轮的转

一种防锈轮胎成型机用压辊的制备工艺.pdf
本发明公开了一种防锈轮胎成型机用压辊的制备工艺,在压辊表面覆盖有一层防锈油漆涂层,所述防锈油漆涂层由树脂原料、溶剂和添加剂组成,所述添加剂包括防锈剂;具体的制备工艺包括以下步骤:1)将树脂原料料、溶剂混合,进行超声高速分散;2)加入添加剂混合,进行超声高速分散,混合均匀后,制得防锈油漆涂层;3)将防锈油漆涂层喷涂至压辊表面。本发明组分易获取,制备方法简单,生产成本低,有效提高压辊的防锈性能,同时环保不污染环境,为绿色环保材料。