
一种加工厚层外延用硅单晶片的倒角砂轮及倒角方法.pdf

论文****可爱


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种加工厚层外延用硅单晶片的倒角砂轮及倒角方法.pdf
本发明涉及一种加工厚层外延用硅单晶片的倒角砂轮及倒角方法。砂轮粗倒角槽直径比晶片厚度小120~150μm,半角度18~22°,深度1000±100μm,金刚石粒度600~1000#;精倒角槽直径比晶片厚度小160~180μm,半角度11°,深度1500±100μm,金刚石粒度1000~2000#。粗倒角砂轮转速2500~5000rpm;加工1~2圈;晶片转速16~20mm/s;精倒角砂轮转速3000~5000rpm;加工2~4圈;晶片转速10~15mm/s。采用本发明对晶片边缘倒角,边缘轮廓精度高,边缘质
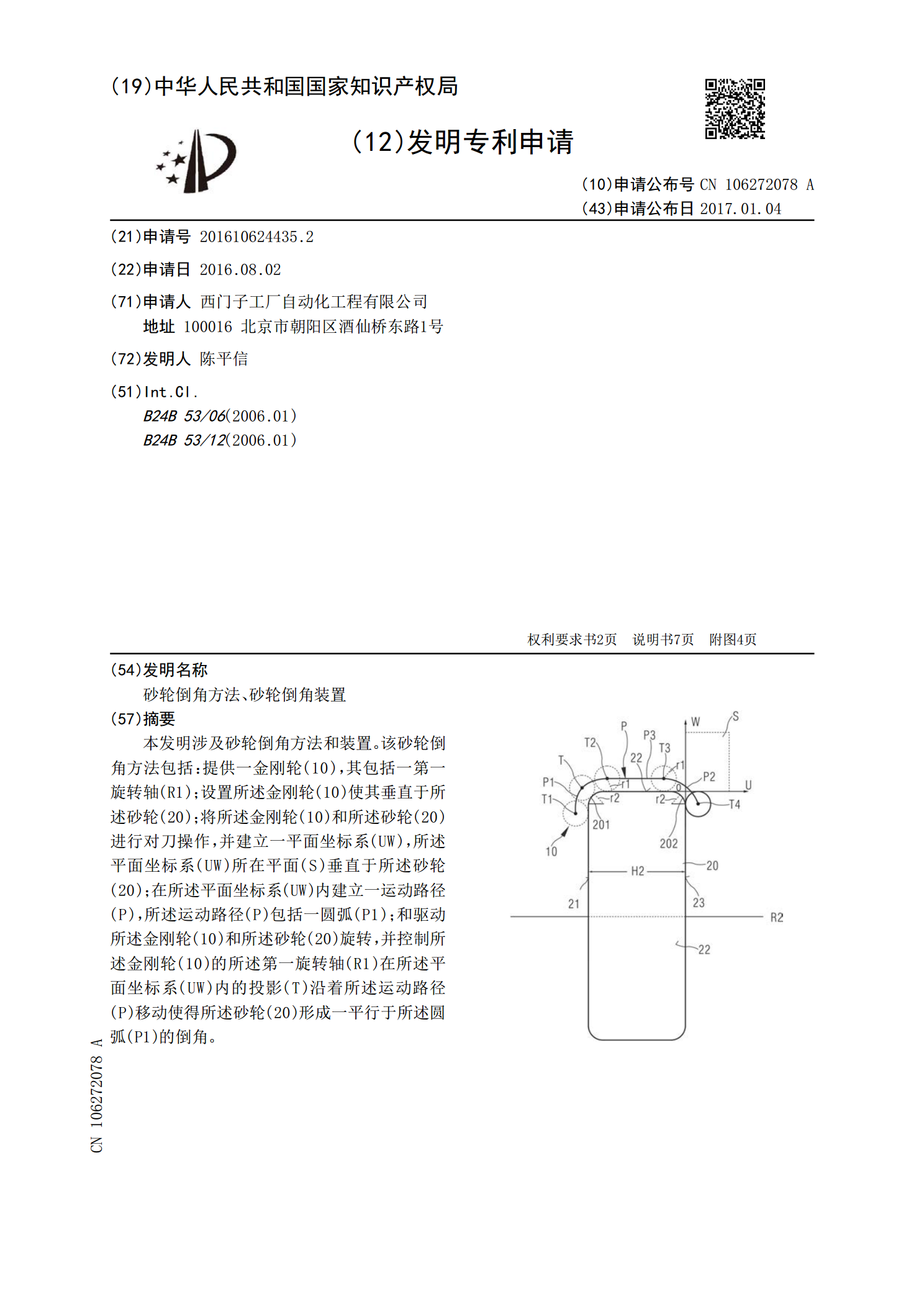
砂轮倒角方法、砂轮倒角装置.pdf
本发明涉及砂轮倒角方法和装置。该砂轮倒角方法包括:提供一金刚轮(10),其包括一第一旋转轴(R1);设置所述金刚轮(10)使其垂直于所述砂轮(20);将所述金刚轮(10)和所述砂轮(20)进行对刀操作,并建立一平面坐标系(UW),所述平面坐标系(UW)所在平面(S)垂直于所述砂轮(20);在所述平面坐标系(UW)内建立一运动路径(P),所述运动路径(P)包括一圆弧(P1);和驱动所述金刚轮(10)和所述砂轮(20)旋转,并控制所述金刚轮(10)的所述第一旋转轴(R1)在所述平面坐标系(UW)内的投影(T)
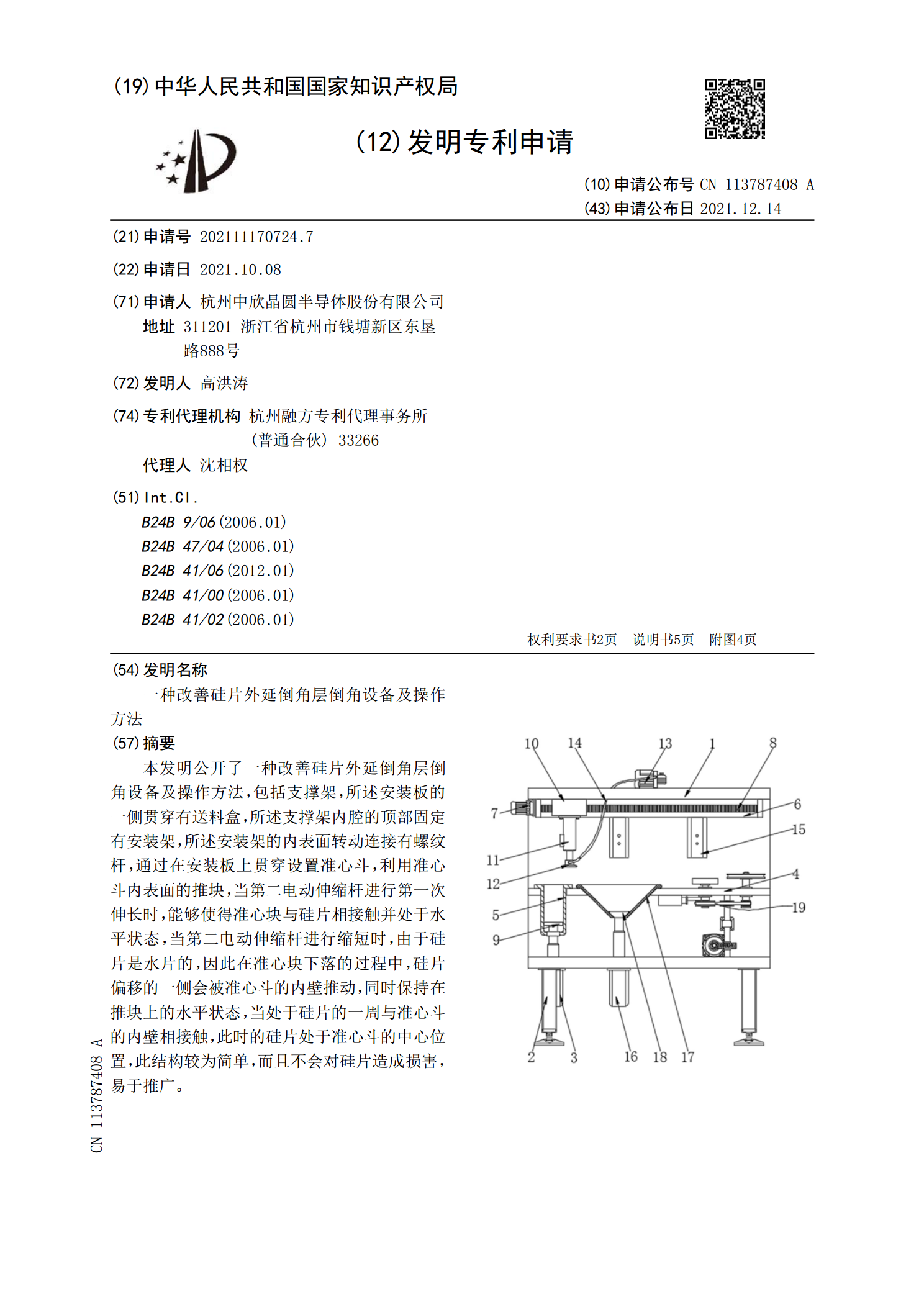
一种改善硅片外延倒角层倒角设备及操作方法.pdf
本发明公开了一种改善硅片外延倒角层倒角设备及操作方法,包括支撑架,所述安装板的一侧贯穿有送料盒,所述支撑架内腔的顶部固定有安装架,所述安装架的内表面转动连接有螺纹杆,通过在安装板上贯穿设置准心斗,利用准心斗内表面的推块,当第二电动伸缩杆进行第一次伸长时,能够使得准心块与硅片相接触并处于水平状态,当第二电动伸缩杆进行缩短时,由于硅片是水片的,因此在准心块下落的过程中,硅片偏移的一侧会被准心斗的内壁推动,同时保持在推块上的水平状态,当处于硅片的一周与准心斗的内壁相接触,此时的硅片处于准心斗的中心位置,此结构较

活塞销外倒角结构与加工方法研究.docx
活塞销外倒角结构与加工方法研究摘要:本文主要介绍了活塞销外倒角的结构及加工方法的研究,介绍了活塞销的结构组成,活塞销的外倒角的作用,活塞销外倒角的相关加工技术和注意事项。文章的研究成果为活塞销外倒角提供了有效的技术指导,为活塞销的质量提供了保障。关键词:活塞销;外倒角;加工方法;质量保障一、引言活塞销是发动机中重要的零部件之一,主要用于传递活塞的往复运动力,也是连接活塞和连杆的重要部件。在活塞销的使用过程中,为了保证连接的牢固性和运行的稳定性,需要对活塞销进行加工处理。其中,活塞销外倒角是其中一项重要的加
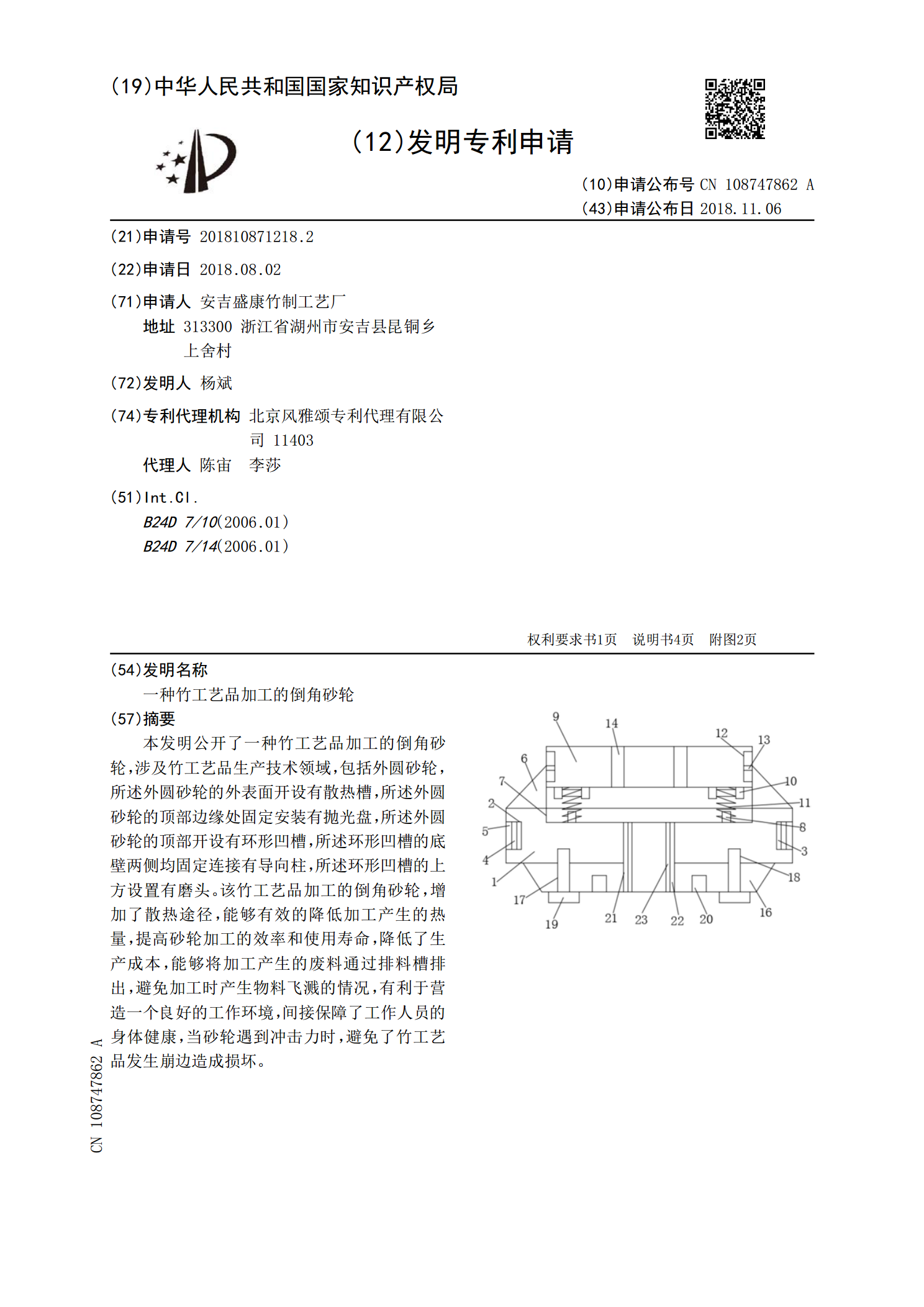
一种竹工艺品加工的倒角砂轮.pdf
本发明公开了一种竹工艺品加工的倒角砂轮,涉及竹工艺品生产技术领域,包括外圆砂轮,所述外圆砂轮的外表面开设有散热槽,所述外圆砂轮的顶部边缘处固定安装有抛光盘,所述外圆砂轮的顶部开设有环形凹槽,所述环形凹槽的底壁两侧均固定连接有导向柱,所述环形凹槽的上方设置有磨头。该竹工艺品加工的倒角砂轮,增加了散热途径,能够有效的降低加工产生的热量,提高砂轮加工的效率和使用寿命,降低了生产成本,能够将加工产生的废料通过排料槽排出,避免加工时产生物料飞溅的情况,有利于营造一个良好的工作环境,间接保障了工作人员的身体健康,当砂