
一种组合式滚轮模具及止水铜带成型机.pdf

猫巷****正德


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种组合式滚轮模具及止水铜带成型机.pdf
本发明属于金属板材辊轧领域,需要解决的技术问题是设计出滚轴类模具的轴向替换结构,使滚轴类模具的更换无需拆轴,简单而方便。本发明组合式滚轮模具,包括一个带轴键(24)的滚轮轴(27),轴上套有与之配合的带键槽的滚动模具,滚动模具由若干滚动模块在轴向压紧成整体,滚动模具的两端有滚轮压套(25)和压紧螺母(26),其特征在于:所述的滚动模块均由径向拼合连接的A、B两部分组成,滚动模块A部的配合面上有1-2个燕尾槽(35),滚动模块B部的配合面上相应位置匹配有1-2个燕尾凸台(36);键槽在A部分或B部分上。本发
一种组合式滚轮.pdf
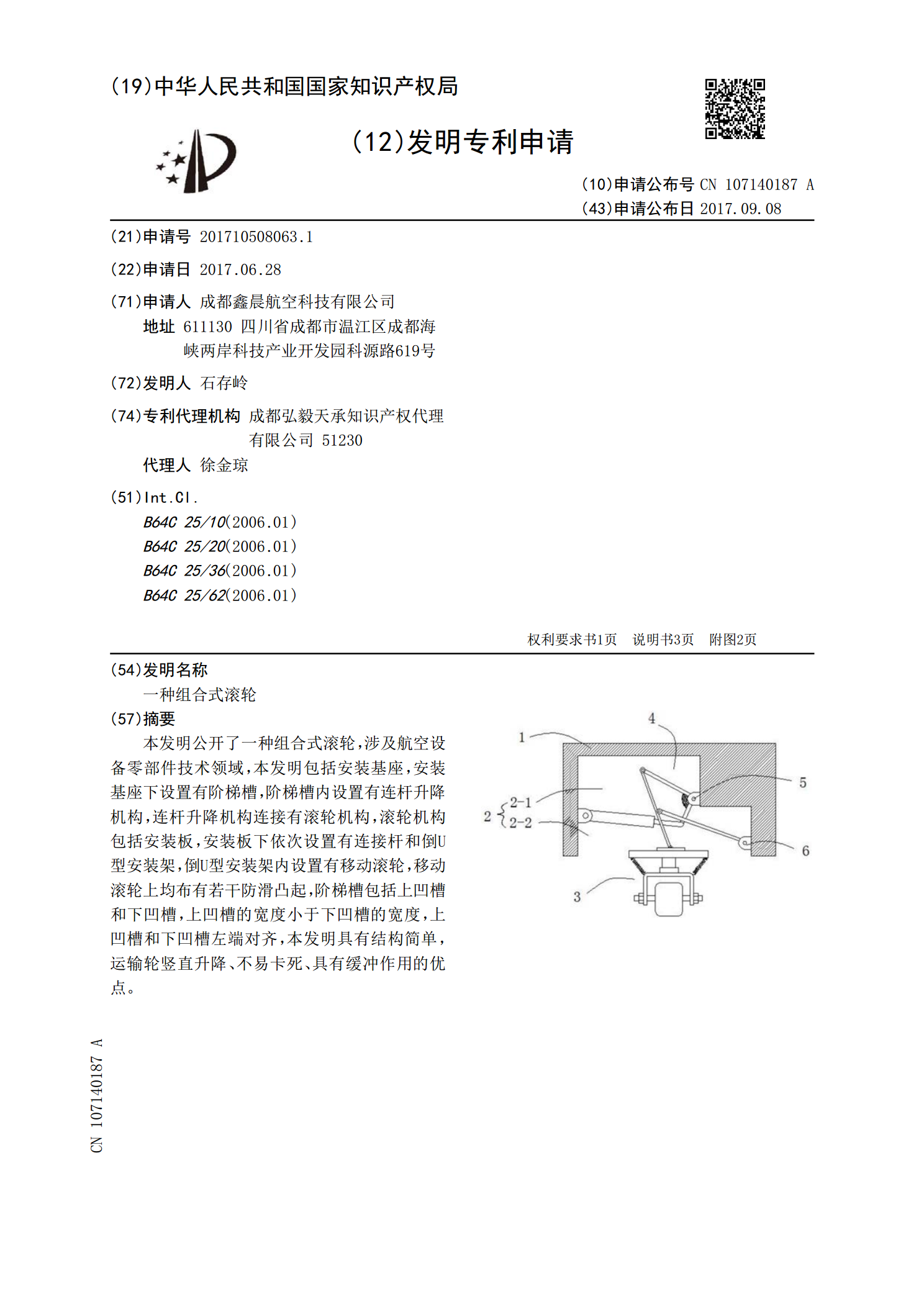
本发明公开了一种组合式滚轮,涉及航空设备零部件技术领域,本发明包括安装基座,安装基座下设置有阶梯槽,阶梯槽内设置有连杆升降机构,连杆升降机构连接有滚轮机构,滚轮机构包括安装板,安装板下依次设置有连接杆和倒U型安装架,倒U型安装架内设置有移动滚轮,移动滚轮上均布有若干防滑凸起,阶梯槽包括上凹槽和下凹槽,上凹槽的宽度小于下凹槽的宽度,上凹槽和下凹槽左端对齐,本发明具有结构简单,运输轮竖直升降、不易卡死、具有缓冲作用的优点。

一种组合式止水螺杆.pdf
一种组合式止水螺杆,涉及一种螺杆。整体式止水螺杆制造工序繁琐,材料的重复使用性差,耗工耗材。本发明包括内杆、设于内杆两端的2根可拆卸外杆,所述的内杆与2根外杆的内端通过连接件连接,所述的内杆中部设有止水片,所述的外杆与连接件连接处的外侧设有挡环。本技术方案相比于整体式止水螺杆,组合式螺杆的外杆可以拆除,并且可以重复使用,节约了材料;连接件和带止水片的内杆留存于混凝土结构内部,增强了墙体防水效果。
一种具有铜带自动调节的冲压成型机构.pdf
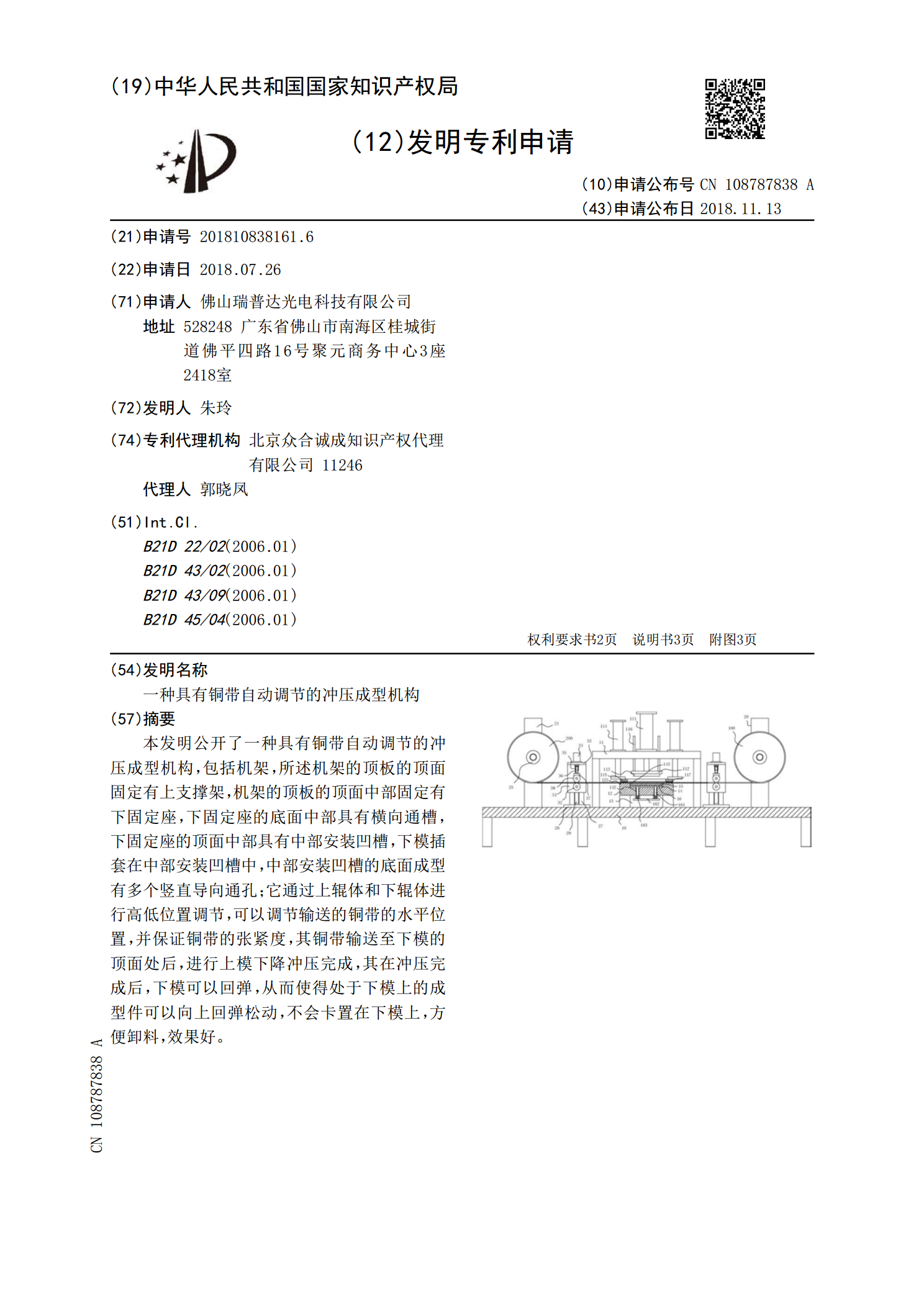
本发明公开了一种具有铜带自动调节的冲压成型机构,包括机架,所述机架的顶板的顶面固定有上支撑架,机架的顶板的顶面中部固定有下固定座,下固定座的底面中部具有横向通槽,下固定座的顶面中部具有中部安装凹槽,下模插套在中部安装凹槽中,中部安装凹槽的底面成型有多个竖直导向通孔;它通过上辊体和下辊体进行高低位置调节,可以调节输送的铜带的水平位置,并保证铜带的张紧度,其铜带输送至下模的顶面处后,进行上模下降冲压完成,其在冲压完成后,下模可以回弹,从而使得处于下模上的成型件可以向上回弹松动,不会卡置在下模上,方便卸料,效果
一种自动成型的滚轮模具.pdf
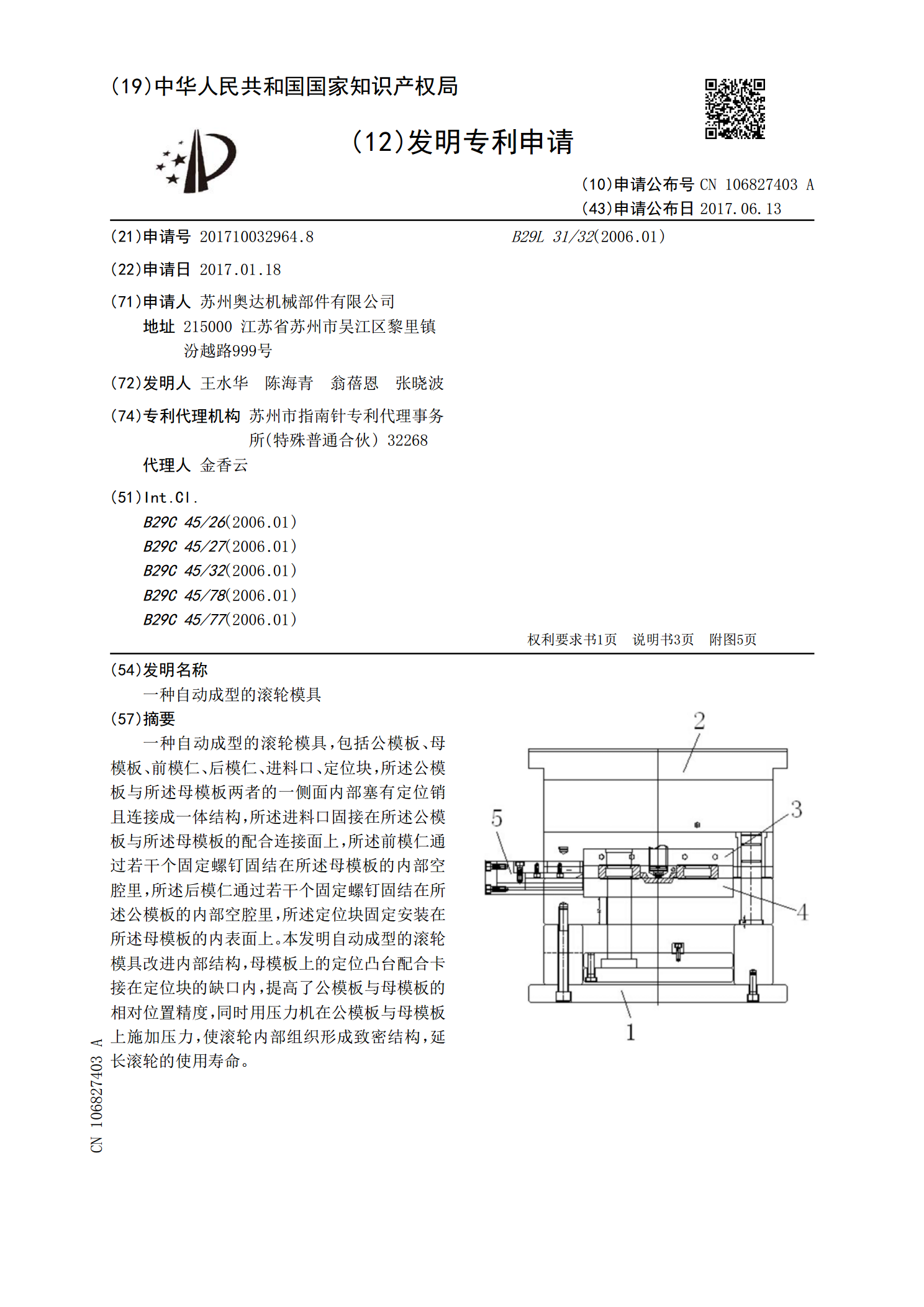
一种自动成型的滚轮模具,包括公模板、母模板、前模仁、后模仁、进料口、定位块,所述公模板与所述母模板两者的一侧面内部塞有定位销且连接成一体结构,所述进料口固接在所述公模板与所述母模板的配合连接面上,所述前模仁通过若干个固定螺钉固结在所述母模板的内部空腔里,所述后模仁通过若干个固定螺钉固结在所述公模板的内部空腔里,所述定位块固定安装在所述母模板的内表面上。本发明自动成型的滚轮模具改进内部结构,母模板上的定位凸台配合卡接在定位块的缺口内,提高了公模板与母模板的相对位置精度,同时用压力机在公模板与母模板上施加压力