
人字齿轮对齿装置及装配方法.pdf

佳晨****ng

1/10

2/10

3/10

4/10

5/10
6/10

7/10

8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

人字齿轮对齿装置及装配方法.pdf
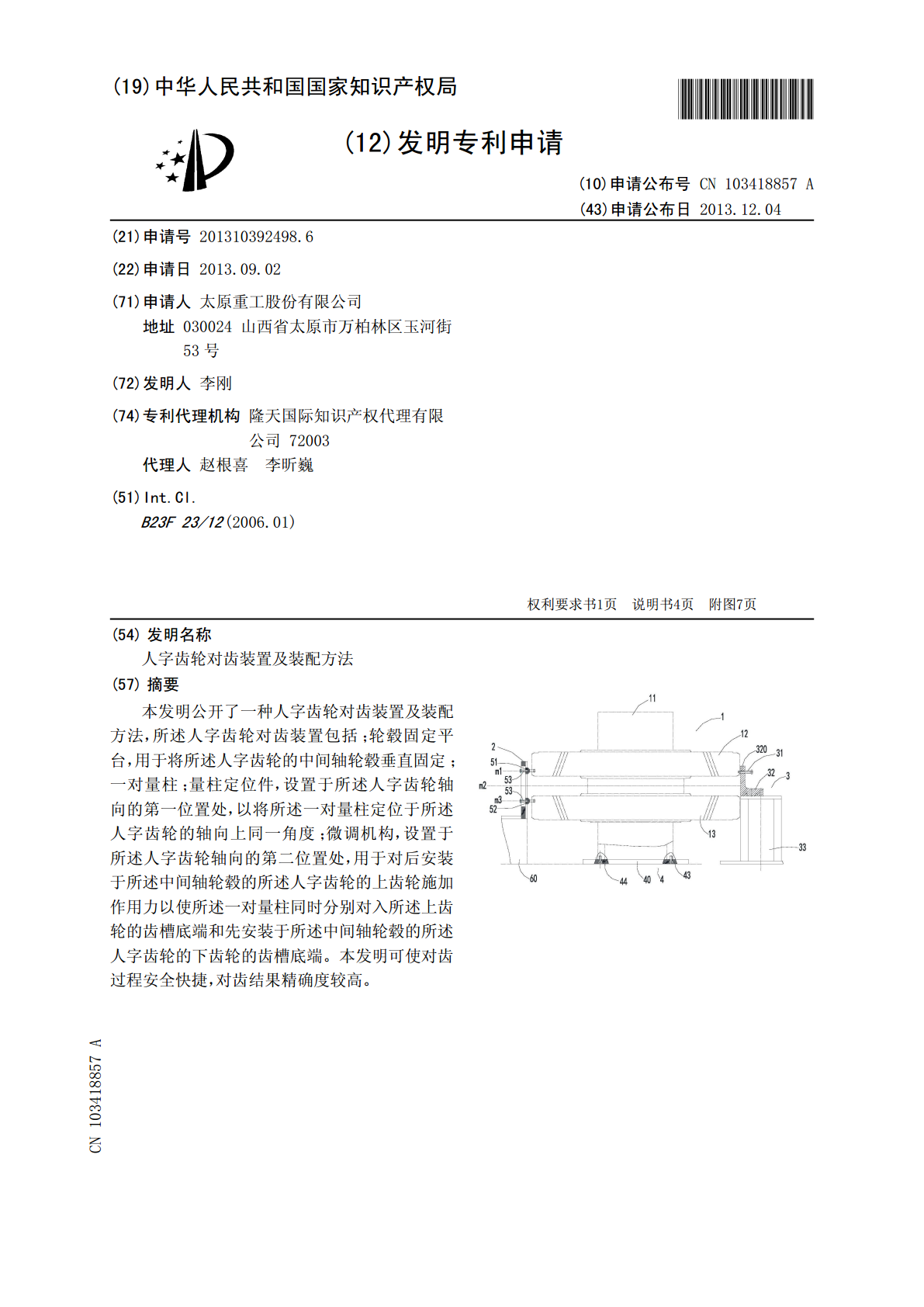
本发明公开了一种人字齿轮对齿装置及装配方法,所述人字齿轮对齿装置包括;轮毂固定平台,用于将所述人字齿轮的中间轴轮毂垂直固定;一对量柱;量柱定位件,设置于所述人字齿轮轴向的第一位置处,以将所述一对量柱定位于所述人字齿轮的轴向上同一角度;微调机构,设置于所述人字齿轮轴向的第二位置处,用于对后安装于所述中间轴轮毂的所述人字齿轮的上齿轮施加作用力以使所述一对量柱同时分别对入所述上齿轮的齿槽底端和先安装于所述中间轴轮毂的所述人字齿轮的下齿轮的齿槽底端。本发明可使对齿过程安全快捷,对齿结果精确度较高。
双联齿轮对齿装置及其装配方法.pdf
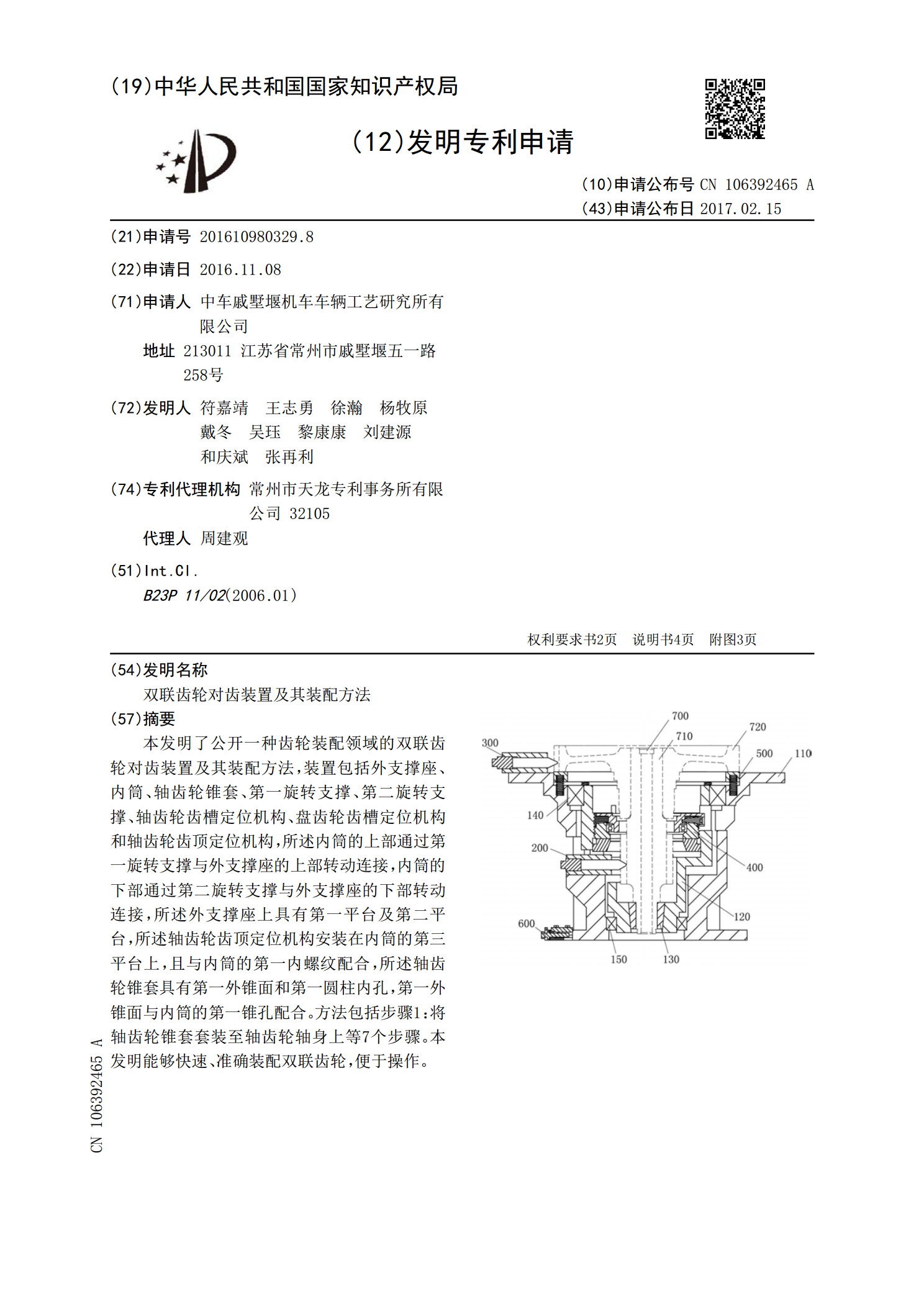
本发明了公开一种齿轮装配领域的双联齿轮对齿装置及其装配方法,装置包括外支撑座、内筒、轴齿轮锥套、第一旋转支撑、第二旋转支撑、轴齿轮齿槽定位机构、盘齿轮齿槽定位机构和轴齿轮齿顶定位机构,所述内筒的上部通过第一旋转支撑与外支撑座的上部转动连接,内筒的下部通过第二旋转支撑与外支撑座的下部转动连接,所述外支撑座上具有第一平台及第二平台,所述轴齿轮齿顶定位机构安装在内筒的第三平台上,且与内筒的第一内螺纹配合,所述轴齿轮锥套具有第一外锥面和第一圆柱内孔,第一外锥面与内筒的第一锥孔配合。方法包括步骤1:将轴齿轮锥套套装

人字齿同步传动的装配工艺.docx
人字齿同步传动的装配工艺人字齿同步传动是一种常见的机械传动装置,主要用于实现高准确度、高效率的动力传递。它由两个或多个齿轮组成,通过齿轮间的啮合来传递动力。相比于其它传动装置,人字齿同步传动具有结构紧凑、传动效率高、运行平稳等优点,因此在各种机械设备中被广泛应用。人字齿同步传动的装配工艺对于确保传动装置的性能和使用寿命具有重要意义。一个良好的装配工艺可以有效地避免传动装置的故障和失效。本文将从准备工作、齿轮的装配、传动测试等方面探讨人字齿同步传动的装配工艺。首先,在进行人字齿同步传动的装配之前,需要做好充

人字齿面齿轮传动机构及其人字齿面齿轮的铣齿加工方法.pdf
本发明公开了一种人字齿面齿轮传动机构,包括人字齿面齿轮和人字齿圆柱齿轮,人字齿面齿轮包括圆盘形轮体和齿轮轴,圆盘形轮体的一侧表面设有环形分布的第一人字齿,人字齿圆柱齿轮的轮体外圆周上设置有第二人字齿,第一人字齿由对接呈人字形的第一右旋轮齿和第一左旋轮齿组成,第二人字齿由对接呈人字形的第二左旋轮齿和第二右旋轮齿组成,第二左旋轮齿与第一右旋轮齿相啮合,第二右旋轮齿与第一左旋轮齿相啮合。本发明还公开了一种人字齿面齿轮传动机构中人字齿面齿轮的铣齿加工方法。本发明人字齿面齿轮传动机构的承载能力大,啮合性能好,传动平

行星包齿轮对齿装置.pdf
一种行星包齿轮对齿装置,其包括筒状壳体,所述壳体的下端口内壁设有用于夹紧行星轮轴一端部的第一涨紧套,所述壳体的上端口内壁设有用于夹紧行星轮轴上的定距环的第二涨紧套,所述壳体的上端口边缘向外延伸形成延伸缘;所述延伸缘上设有用于检测行星齿轮移动距离的第一检测装置和用于调整行星齿轮的调整装置,所述壳体内部设有用于检测行星轮轴移动距离的第二检测装置。通过在一筒状壳体上设置夹紧装置、检测装置及调整装置,本发明可以简单、方便、快捷的对行星包齿轮进行精确调整。